ELECTROSLAG MELTING FOR RECYCLING SCRAP OF VALUABLE METALS AND ALLOYS
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Edited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens 503
ELECTROSLAG MELTING FOR RECYCLING SCRAP OF
VALUABLE METALS AND ALLOYS
V.V. Satya Prasad and A. Sambasiva Rao
Defence Metallurgical Research Laboratory
Kanchanbagh, Hyderabad
PIN: 500 058, India
ABSTRACT
Electroslag melting technologies have recently been developed for recycling light scrap
of valuable metals and alloys such as superalloys and oxygen free high conductivity (OFHC)
copper at Defence Metallurgical Research Laboratory (DMRL), Hyderabad. Conventionally,
electroslag melting processes use consumable electrodes. Because of the difficulty in
compaction of scrap into a consumable electrode of satisfactory quality, non-consumable
electrodes such as graphite and water-cooled copper have been designed. Electroslag remelting
using a water-cooled non-consumable electrode was developed to melt scrap of a nickel base
superalloy. Sound ingots with smooth surface finish and properties comparable to vacuum
melted superalloys could be obtained from scrap using this process. A modified electroslag
crucible melting process using graphite crucible and graphite electrode was developed for
recycling OFHC copper scrap. Copper ingots with less than 10 ppm oxygen and electrical
conductivity = 100% LACS could be produced. The same process was also utilized to produce
copper-based alloys such as copper-chromium and copper-titanium starting from copper scrap.
Recycling of Metals and Engineered Materials
Edited by D.L.Stewart, R. Stephens and J.C.Daley
TMS (The Minerals, Metals & Materials Society), 2000Fourth International Symposium on
504 Recycling of Metals and Engineered Materials
INTRODUCTION
Recycling of metal scrap has gained significant importance in the recent years for a
variety of reasons. Exploitation of large quantities of ores by metallurgical industries produces
enormous amount of industrial wastes. Recycling of metals reduces waste generation and
therefore pollution of the environment. Production of metals from scrap requires much less
energy compared with production fkom their ores (1). High consumption levels of certain
mineral resources pose a threat to their continued availability in future. Recycling can slow
down the depletion of natural mineral resources and enable their conservation.
Metal scrap may be classified as heavy scrap and light scrap. Billets cracked during
forging or ingots rejected because of deviations in chemistry are examples of heavy scrap.
Machined scrap like turnings, chips and borings constitute the light scrap. Heavy scrap is easily
recycled by using melting techniques such as arc melting and induction melting. However,
light scrap, characterized by high surface oxidation and lower electrical conductivity, is
unsuitable for melting in induction furnaces (2). Light scrap containing reactive elements such
as titanium and aluminium needs to be melted in controlled atmosphere to prevent losses of
these alloying elements. However, the large volume to weight ratio of the light scrap renders
charging in vacuum furnace difficult because of the inaccessibility of the melt zone.
Electro slag remelting (ESR) is a secondary remelting process used for the production of
high quality ingots of special steels and superalloys (3,4). In this process, the metal to be
refined is taken in the form of a consumable electrode and the melting is carried out in a water
cooled copper or steel mould. Electro slag crucible melting (ESCM) was developed on the
principle of ESR to produce high quality liquid metal, which could be cast into desired shapes
(5-7). This process consists of melting a consumable electrode in a refractory lined crucible.
Both ESR and ESCM processes are very attractive to recycle light scrap of valuable metals and
alloys because of the presence of protective liquid slag above the liquid metal and the easy
access of the melt zone. These processes have been used to recycle heavy ferrous scrap that can
be obtained in the form of a consumable electrode. However, in view of the difficulty in
producing consumable electrodes of satisfactory quality from light scrap, it is difficult to melt
such scrap by these processes. The same is true for vacuum arc remelting (VAR) which
requires a consumable electrode.
The use of a non-consumable electrode to carry the process current can overcome the
above problem. The non-consumable electrode can be made of a conducting refi-actory material
such as tungsten, molybdenum, or graphite, or water-cooled copper or steel. Tungsten and
molybdenum are expensive, prone to oxidation at higher temperatures and dissolve in liquid
metal. Graphite can be used to melt metals and alloys in which the solubility for carbon is
negligible. For other metals and alloys water cooled electrode has to be used. The crucible can
be made of either a refractory oxide, as in the case of conventional ESCM, or graphite or water-
cooled copper or steel, depending on the metal/alloy to be melted. Such a system can be used
for the melting of light scrap or granular raw materials.
At Defence Metallurgical Research Laboratory (DMRL), Hyderabad, India, electroslag
melting technologies have been developed for recycling valuable scrap of strategic metals and
alloys using non-consumable electrodes. The aim of the present paper is to describe
(i) ESR with water-cooled electrode and water-cooled mould for recycling light scrap of a
nickel base superalloy.Edited by D.L. Stewart, Jr., J.C.Daley and R.L. Stephens 505
(ii) ESCM with graphite electrode and graphite crucible for recycling light scrap of oxygen
free high conductivity copper.
RECYCLING OF SUPERALLOY SCRAP
For melting scrap of high value metals and alloys which are susceptible to carbon pick
up, an electroslag melting system was designed with a water cooled mould and a water cooled
electrode. The system was designed to produce 150mm diameter and up to 200mm long ingots
by melting light scrap. The water-cooled mould (inner diameter 15Omm) used for electroslag
remelting of superalloy scrap was similar to the conventional ESR moulds (8,9). However,
very little information was available for the design and construction of water-cooled non-
consumable electrode. The following discussion brings out the salient features of water-cooled
electrode.
Water Cooled Electrode
The most important criterion for the design of the water-cooled electrode is its ability to
withstand the action of hot liquid slag as well as to carry the required process current. The
electrode should, therefore, be provided with properly designed water cooling system and
adequate cross sectional area. The outer diameter of the electrode was fixed at 90mm to give
adequate clearance between the electrode and the mould as well as to achieve high electrode
and mould fill ratio. The lower part of the electrode remains immersed in the slag bath that
may be at a temperature between 165OOC and 2000°C (4).
The natural choice for the outer shell of the electrode was copper. Since making the
electrode entirely of copper was expensive, only the lower part of the electrode was made of
copper. The rest of the electrode was made of mild steel. It was important that this mild steel
pipe should be able to carry the required process current (about 4000A). The thickness of the
mild steel tube was taken as 20mm based on the estimated permissible current densities of
water-cooled mild steel. The lower end of the electrode was made from a 200mm lofig and
9Omm diameter copper bar which was bored fiom one end to produce a copper pipe closed at
the bottom. The joint between the mild steel and copper tubes had to be not only reliable and
leak proof but also to allow passage of the large process current. A threaded joint with two
rubber ‘0’rings was employed whose length was kept at 50mm to ensure adequate electrical
contact. A coaxial mild steel tube inside the composite tube was used for supplying the cooling
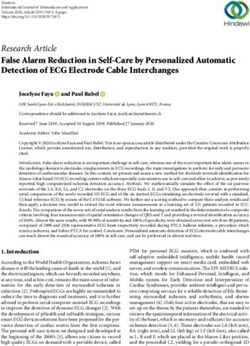
water as shown in Figure 1. The cooling water entered through the inner tube, impinged on the
bottom of the electrode and exited through the annular space. The upper end of the electrode
was closed with a welded steel plug.
To prevent chilling of slag against the bottom of the electrode, it was found necessary to
fix stubs of the refractory metal molybdenum. Satisfactory performance of the water-cooled
copper electrode was obtained when the thickness of the bottom of the electrode was 20 mm
and molybdenum stubs were of 40 mm diameter and 15-18 mm length. Based on the annular
gap between inner mild steel tube and the outer composite tube (9mm) and the flow rate of
water that can be achieved with the available pumping system (1 2m3/h), the velocity of coolant
water was calculated to be 2 . 8 7 d s . This velocity was considered safe for operation of the
water-cooled electrode.Fourth International Symposium on
506 Recycling of Metals and Engineered Materials
rn r W A T E R INLET
Figure 1 - Schematic Drawing of Water-cooled Electrode
Experimental Work
The experiments on melting of superalloy scrap were carried out using a 350 kVA, AC,
ESR furnace. The scrap of Superni 80A (close to Niminic 80A) was subjected to magnetic
separation and preheated at 4OOOC for about 4 hours before melting. A slag of 70CaF~T
30A1203 was used. Titanium dioxide (about 5%) was added to the slag to minimize the loss of
titanium in the metal during melting. The slag mixture was preheated at 800OC for 4 hours
before use. The electrode was lowered into the mould, stopping 20mm above the bottom plate.
The process was started by pouring the liquid slag into the mould. Figure 2 shows the
schematic of the process. As soon as the liquid slag filled the gap between the electrode and the
bottom plate, the electrical circuit was completed and electroslag heating process commenced.
After the slag was sufficiently superheated, the scrap was charged into the slag through the
annular gap between the mould and the electrode. The operating voltage was of the order of
38-40V and operating current was in the range of 3800-4000A. Towards the end of the
process, the power was gradually reduced to impose a condition of hot topping. Considering
stability of the process and ingot surface finish as the main criteria, power input and scrap feed
rate were optimised. Experiments were conducted at different power levels from 80kW to
150kW and scrap feed rates of 0.3 kg/min to 2.0 kg/min.
The ingots were tested for their soundness in a radiography unit using a 5-curie c060
source. Longitudinal sections were cut off from the ingot, ground to 1\80 grit finish and etched
with aqua region for macrostructural examination. The chemical composition of the ESR ingot
was determined by X-ray fluorescence. The scrap was analysed by atomic absorption
spectroscopy and inductively coupled plasma techniques. A portion of the ingot was hot forged
in a hammer forge to a reduction of 4: 1. During hot forging, the temperature of the piece was
maintained above 95OoC to prevent cracking. The as-cast and forged material was solution
treated for 3h at 1080°C and water quenched. The solution treated samples were aged at 700°CEdited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens 507
for 4h and then air-cooled. Tensile samples of 4mm gauge diameter and 25.4mm gauge
diameter were machined from the heat-treated forged alloy and tensile tests were carried out on
an MTS 8 10 Universal testing machine.
t
_I
WATER-
3 W A T E R COOLED E L E C T R O D E
-1
/ -
MOLTEN METAL
WATER SOLIDIFIED INGOT
B A S E P L A TI L=-1 I
Figure 2 - Schematic of Experimental Set-Up for Electroslag Remelting of Superalloy Scrap
Results and Discussion
The ingots produced under optimum conditions were found to possess good surface
finish as seen in Figure 3. In these experiments, the melt rate was controlled by the scrap feed
rate and could be varied independently of the power input. The optimum feed rate
corresponded to the situation when some unmelted scrap was present above the slag. This
probably ensured a smooth and continuous supply of scrap feeding to metal pool. The presence
of unmelted scrap above the slag pool may also reduce the radiation losses during the ESR
operation. The maximum melt rate as well as specific melt rate per kW increased with
increasing power level, indicating higher energy efficiencies at higher power inputs.
The chemical composition of the scrap from three different locations as well as the
composition of the ESR ingot is shown in Table 1. Changes in composition between the scrap
and ESR ingot may be expected only with respect to Ti and A1 as other major elements present
in the superalloy are relatively less reactive. Oxidation of Ti may occur by the following
reaction (10).
3[Ti] + 2(A1203) = 3 (Ti02) + 4 [All (1)
[ ] represents element dissolved in liquid metal and ( ) represents the constituent in liquid slag.Fourth International Symposium on
508 Recycling of Metals and Engineered Materials
Figure 3 - ESR Superalloy Ingot Showing Good Surface Finish
Table I - Chemical Composition of Scrap and ESR Superalloy Ingot
Elements Specified Before ESR After ESR
composition
s-1 s-2 s-3
C 0.04 - 0.1 NA NA NA 0.08
Cr 18.0 - 20.0 18.7 19.4 18.4 18.71
Mo -- 0.48 0.49 0.50 0.47
co 2.0 max. 0.073 0.075 0.075 0.15
Ti 2.3 - 3.0 2.86 2.88 2.88 3.02
A1 1.2 - 1.7 1.50 1.57 1.53 1.20
Fe 3.0 max. 1.30 1.42 1.42 1.48
Mil 1.O Max. 0.13 0.14 0.13 0.14
S 0.007 max. NA NA NA 0.0013
P 0.01 max. NA NA NA 0.003
cu 0.2 max. < 0.05 < 0.05 < 0.05 < 0.05
Ni Balance Balance Balance Balance Balance
Note: S - 1, S - 2 and S - 3 are three different samples from the starting scrap and
NA: Not Analysed
To prevent the loss of titanium in the melt, the Ti02 content of the slag can be adjusted
to achieve equilibrium for a [Ti]-[All ratio in the metal and a given alumina in the slag. The
titanium and aluminium levels were still within the specified range though there was a slight
loss of A1 and pick up of Ti. Very low sulphur and phosphorous contents were observed in the
remelted alloy.Edited by D.L. Stewart, Jr., J.C.
Daley and R.L. Stephens 509
Examination of the macrostructure shown in Figure4 showed the ESR ingot to be free
from casting defects such as piping, porosity and shrinkage cavity. The ingot exhibited
columnar structure with grains growing from bottom to top and from side to center with a
radial-axial orientation. The cast ESR ingot has a dendritic structure whereas the forged ingot
had a recrystallised grain structure. T i c and TiN precipitates were observed in cast as well as
forged samples. Wrought Superni 80A ESR ingot produced from scrap exhibited tensile
properties that were well above the specifications. The UTS and % elongation were 1130-1150
MPa and 20-25% respectively as against the requirement of 930 MPa and 20% respectively.
Figure 4 - Macrostructure of ESR Superalloy Ingot Showing Coarse Equiaxed Structure Near
the Top of the Ingot and Columnar Structure in the Remelting Part of the Ingot
Thus, satisfactory recycling of superalloy scrap through ESR is feasible using a water-
cooled non-consumable electrode. However, careful electrode design and optimisation of
process parameters are necessary to achieve target composition and mechanical properties. The
technique used in this work has potential for recycling a range of superalloy scrap.
RECYCLING OF OFHC COPPER SCRAP
Oxygen free high conductivity (OFHC) copper is a strategic material with applications
in electronic and electrical industries (1 1,12). OFHC copper specifications include very low
( < l o ppm) oxygen content and high electrical conductivity (>loo% LACS). Due to these
requirements, it is a valuable material with high processing costs. The production methods for
OFHC copper consist of melting high purity cathodes under a protective atmosphere or vacuum
(1 2,13). The scrap (turnings and borings) generated during production and processing of
OFHC copper billets is difficult to recover due to its large volume to weight ratio and large
surface area.
Experimenta1 Work
A modified electroslag crucible melting process using a graphite crucible and a graphite
electrode was used for recycling OFHC copper scrap. Power for electroslag crucible melting
was supplied fiom a 350 BVA, AC, single-phase transformer. The graphite crucible (1 15 mFourth International Symposium on
5 10 Recycling of Metals and Engineered Materials
internal diameter) was produced by machining a single solid cylindrical graphite block to
ensure absence of any joints that could lead to possible molten slag breakouts. The crucible
was encased in a mild steel outer jacket. The annular gap between the crucible and the jacket
was rammed with magnesia refractory mass to minimise the loss of heat and to facilitate easy
handling of the crucible. The graphite crucible was placed on a water-cooled copper base plate
to which one terminal of the power source was connected. A graphite rod of 60 mm diameter
and 1000 mm length was used as electrode. The electrode was fixed in a stainless steel
electrode holder to which the other terminal of the power source was connected.
The melting process was initiated by striking an arc between the electrode and the
bottom of the crucible. Slag mixture was then added to the crucible. As soon as a slag pool
was formed, the electrode tip was immersed in the liquid slag and the arc was extinguished.
The process was then continued with the ohmic heating (electroslag heating) of the slag. The
remaining slag was then added and melted. 2 kg of slag was melted which took about 10
minutes. The process was stabilized by adjusting voltage and current. The operating voltage
was between 22 and 26V and bath current was of the order of 1500 to 2000A. The scrap was
then continuously added to the hot liquid slag through the annular gap between the electrode
and the crucible.
Melting of 4 kg of scrap took about 5 minutes. Interestingly, the scrap turnings floated
on the slag until they melted. After all the scrap was melted, it was held for 10 minutes to
allow deoxidation of metal by carbon from the crucible. The power was then switched off and
the metal was allowed to solidify in-situ, protected from atmosphere by the slag. Figure 5
shows the schematic of the process. In one of the experiments, the metal and slag temperatures
were measured using a W/W-3%Re thermocouple sheathed in a boron nitride tube encased in a
graphite sleeve.
COOLED
BASE
Figure 5 - Schematic of ESCM Process for Recycling of OFHC Copper ScrapEdited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens 511
The oxygen content of high purity copper was determined using a LECO gas analyser.
Other elements were analysed by atomic absorption spectrophotometer (AAS) and inductively
coupled plasma emission spectrometer (ICP-AES). The ingot was cut and a section from the
centre of the ingot in the longitudinal direction was mechanically polished and etched with a
fresh solution of silver nitrate in nitric acid for macrostructural examination. 8 x 8 x 60 mm
pieces were cut from each of the high purity copper ingots and cold drawn into wires of 2 mm
diameter. These wires were then annealed in vacuum at 55OoC for one hour and furnace cooled
to room temperature. The electrical resistance of vacuum annealed wires was measured using
Kelvin double bridge. The electrical conductivity was calculated from the measured resistance.
Results and Discussion
The copper ingots produced by electroslag crucible melting were of 115 mm diameter
and 40 mm height as shown in Figure 6 . No solid slag skin was observed around the ingots
unlike in conventional electroslag remelted ingots. This is attributed to the high temperature of
the non-water cooled graphite crucible wall. Therefore, the surface finish of the ingots was
dependent on the surface finish of the graphite crucible wall against which the liquid metal
solidified.
Figure 6 - Copper Ingot Produced by ESCM Showing Smooth Surface Finish
The ingots exhibited columnar grains growing from the bottom of the ingot to the top.
The presence of hot liquid slag above, hot graphite crucible around and water cooled copper
bottom plate below the crucible favoured near unidirectional heat flow resulting in fully dense
ingots with columnar structure free from defects such as pipe and porosity. The typical slag
and metal temperatures measured during electroslag crucible melting were 1773 and 1673 K
respectively.
The oxygen contents and electrical conductivities of the copper ingots produced by
electroslag crucible melting using different slags are presented in Table II. The oxygen content
of the copper after electroslag melting was dependent on the composition of the slag.Fourth International Symposium on
5 12 Recycling of Metals and.Engineered Materials
Table I1 - Effect of Slag- Composition on the Oxygen Content and Electrical Conductivity of
Eiectroslag Crucible Melted Copper
Melt Slag Composition (&Yo) Raw Oxygen Oxygen Electrical
No. Material Before in the Conductivity
Melting Ingot (YOIACS)
@Pd Cppm)
c-1 49 MgF2 + 51 CaF2 OFHC Cu 22,25 84
Scrap
c-2 49MgF2 + OFHC Cu 232 76
5 l(CaFz+A1203)* Scrap
c - 3 70BaF2 + 3OCaF2 OFHC Cu 14,15 62
Scrap
c-4 70BaF2 + OFHC Cu 3, 5 65
30(CaFz+A1203)* Scrap
c-5 Na3AlF6 OFHC Cu 156, 165 102
Scrap
C-6 Na3A1F6 OFHC Cu 127, 158 102
pieces
c-7 85Na3AlFs+15 CaF2 OFHC Cu 91, 102 102
Scrap
c-8 85Na3AlFs + OFHC Cu 5 98
15(CaF~+A1203)* Scrap
c-9 85Na3AlF6 + OFHC Cu 8,lO 92.5
1S(CaF2+A1203)* Scrap
c-10 Slag of Melt C-9 reused OFHC Cu 67 101.5
Scrap
c-11 85Na3AlFs + OFHC Cu 10,ll 98.0
15(CaF2+A1203)* Scrap
(2-12 Slag of Melt C-1 1 reused OFHC Cu 7,9 102.0
Scrap
Note : * (CaFl-Al203) mixture with 70CaF2-30A1203 (wtYo)
The oxygen content of the metal was quite high in melts carried out using the Na3AlF6
slag (Melt Nos. 5 and 6) as well as (Na3AlF6 + CaF2) slag (Melt No. 7). This may be attributed
to the transfer of oxygen from slag to the metal. Such a transfer is possible if we consider the
following reaction:
(a) at slag-atmosphere interface:
(Cu20)+ 1/2 (02) = 2(CuO) (2)
(b) at the slag-metal interface:
2(CuO) = (Cu20)+[0] (3)
where ( ) represents constituent in the slag, [O] dissolved oxygen in copper and { }
the gaseous phase. Cu20 required to initiate the oxygen transfer may be present on the surface
of the copper charge. It may also form during charging when the hot charge is exposed to
atmosphere before melting.Edited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens 513
The addition of alumina to the fluoride slags resulted in significantly lower oxygen
contents in the ingots as can be seen in Table 11. This may be attributed to the significant
decrease of the activity coefficient of Cu20 and CuO in the slag due to the following reactions
(14):
(CUO)+ (A1203) = (CuO.Al203) (5)
The alumina added to the slag locks up copper oxide. Since Cu2O/CuO are no longer
available as oxygen carrier, the oxygen pick up in the melt by reactions ( 2 ) and (3) is also
reduced as can be seen from Melt Nos. C-2, C-4, and C-8 to C- 1 1. The recycling of alumina
containing slags does not result in increased oxygen pick up in copper ingots (Melt Nos. C-10
and C - 12), supporting this proposed mechanism.
Removal of oxygen from the liquid copper also occurs simultaneously along with the
above reactions. The dissolved oxygen in liquid copper may be removed by the reaction with
carbon of the graphite mould wall and graphite electrode (15,16) as shown below:
< c > + [O]= (CO} (6)
{CO) + [O]= (C023 (7)
However, this removal of oxygen from the copper charge is only possible if
CuzO/CuO in the slag is locked up by the reactions (4) and ( 5 ) and further pick up of oxygen is
prevented during crucible melting. Therefore, the present study indicated that the presence or
absence of alumina decides whether oxygen is removed from or transferred to the liquid metal
during ESCM.
Copper produced using MgFz and BaF2 containing slags had low electrical
conductivity (62 - 84% IACS, Melt Nos. C-1 to C-4 of Table 11). This is mainly due to the high
contents of impurities (Fe, Mg, Si and Ca) coupled with low oxygen content in the melts as
seen in the data summarised in Table 111. These impurities are transferred to the metal from the
slag phase during crucible melting (1 7).
The metal produced using cryolite based slags showed much higher electrical
conductivity values. It was further noticed that the conductivity values of the metal were very
high when the oxygen contents were also high in the metal (Melt Nos. C-5 to C-7 of Table 11).
It is known that in the presence of impurities such as these, higher oxygen content is beneficial
from the point of view of electrical conductivity since the impurities are precipitated out as
oxides (1 S), leaving the matrix purer with respect to these impurities.
Reuse of cryolite based alumina containing slag resulted in significant improvement in
the electrical conductivity of metal melted. It may be inferred that during the first melt with a
given slag, most of the impurities such as iron, silicon, and sulphur present in the slag are
absorbed by the metal. In the process, the slag gets refined and during its subsequent use the
impurity pick up by the metal from the slag decreases substantially. This results in an
improvement of electrical conductivity of the metal.Fourth International Symposium on
514 Recycling of Metals and Engineered Materials
Table III - Chemical Analysis and Electrical Conductivity of
Electroslag Crucible Melted Copper Ingots (ppm)
Element Raw Material* Melt C- 1 Melt C-3 Melt C-9
Barium 5 5 25 5
Iron 5 100 700 100
Chromium 5 16 21 21
Nickel 6 15 15 15
Manganese 5 5 5 5
Cobalt 5 5 5 5
Zinc 2 2 2 2
Magnesium 5 128 42 5
Calcium 10 8 12 30
Sodium 5 2 3 5
SiliconEdited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens 515
This could be controlled by repeated reuse of slag, which resulted in purification of the slag.
The ESCM process has potential to produce a wide variety of copper alloys from copper scrap.
It may also be possible to recycle scrap of aluminium and its alloys using this process.
ACKNOWLEDGEMENTS
The authors are grateful Defence Research and Development Organisation, Ministry
of Defence, New-Delhi for the financial support in carrying out this research work. The authors
wish to thank Dr.D. Banerjee, Director, DMRL for his keen interest and encouragement.
REFERENCES
1. V.J.Veasey, R.J.Wilson and D.M.Squires, The Physical Separation and Recoverv of
Metals from Wastes, Gordon and Breach Science Publishers, Amsterdam,
Netherlands, 1993, 1- 19.
2. Yu.V.Latash, V.A.Yakovenko, E,V.Butskii, V.N.Yarulin, S.V.Bogdanov and
V.P.Kubikov. “Electroslag Remelting Waste of Creep-Resisting Alloys using
Cooled Nonconsumable Electrodes,” Advances in SDecial Electrometallurgv, Vol.
6, 1990, 109-113.
3. W .E.Duckworth and G.Hoyle, Electroslaa Refining, Chapman and Hall, London,
1969, 135-156.
4. G.Hoyle, Electroslaa Processes - Principles and Practice, Applied Science
Publishers, Essex, England, 1983, 1-7.
5. B.E.Paton, B.I.Medovar, G.S.Marinski, V.L.Shevtsov and U.V.Orlovski,
“Contemporary Electroslag Crucible Melting and Casting, and its Future Outlook,”
Electroslaa Technologv, B.I.Medovar and G.A.Boyko (Eds.), Springer Verlag,
New-York, USA, 1991, 3-9.
6. V .P.Luk’yanets, G.S.Marinski&V.L.Shevtsov, A.V.Chernets and M.L .Zhadkevich,
“Evaluation of the Quality of T Joints Produced by Centrifugal Electroslag
Casting,” Advances in Special Electrometallurav, Vol. 4, 1988, 140-142.
7. B .E.Paton, B .I.Medovar, A.R.Solodovnik, V. S.Starovoitov, A.G.Bogachenko,
Yu.V.Orlovskii and A.V.Sotsenko, “Technological Parameters of Eelectroslag
Permanent Mould Casting Railway Frogs,” Advances in Special Electrometalluray,
Vol. 6, 1990, 5-7.
8. A.Mitchel1 and R.M.Smailer, “Practical Aspects of Electroslag Remelting
Technology,” International Metals Reviews, Vol. 5&6, 1979, 23 1- 264.
9. R.S.Cremisio and E.D.Zak, “Consideration of Mould Design Parameters and ESR
Production Technology,” Proc. of 4th Intl. Svmn on Electroslag Melting Processes,
The Iron and Steel Institute of Japan, Tokyo, Japan, 1973, 137-147.Fourth International Symposium on
516 Recycling of Metals and Engineered Materials
10. L. W. Lherbier and J.T. Cordy, “Superalloy Remelting Processes,” Conf. Proc.
Refractory Alloying: Elements in Superallow, John K. Tien and Steven Reichman,
Eds., Amercian Society for Metals, Metals Park, Ohio, 1984, 55-68.
11. Source Book on Copper and Copper Alloys, ASM, Metals Park, Ohio, (1979), 24.
12. D.Janicijevic, “Modern Plant Produces Oxygen Free Copper,” Metal Prog:ress, Feb,
1961, 112-138.
13. V.K.Gupta, V.N.Madhava Rao and R.V.Tamhankar, “Oxygen-Free High
Conductivity Copper by Vacuum Melting,” Trans.IIM, June, 1972, 33-39.
14. A.M.M.Gadalla and J.White, “Equilibrium Relationships in the System CuO-Cu20-
A1203,” Trans. British Ceramic Society, Vol. 63, 1964, 39-61.
15. OKubaschewski and C.B.Alcock, Metallurgical Thermochemistry, Pergamon
Press, Singapore, 1989, 378.
16. C.M.Diaz and F.D.Richardson, “Electrochemical Measurement of Oxygen in
Molten Copper,” Trans. Inst. Min. and Met., Vol. 76C, 1967, C196-C203.
17. V.V.Satya Prasad, V.Ramakrishna Rao, U.Prakash, P.Krishna Rao, and K.M.Gupt,
“Electroslag Crucible Melting for Recycling of Low Oxygen High Conductivity
Copper Scrap,” ISIJ International, Vol. 36, 1996, 1113-1118.
18. P.Gregory, A.J.Bangey, and T.L.Bird, “The Electrical Conductivity of Copper,’’
Metallurgia, Vol. 71, 1965, 205-214.You can also read