Melt pool manipulation - Electromagnetism aids dissimilar metal welding - INSIDE - Laser Systems Europe
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

THE PUBLICATION FOR INTEGRATORS
LASER AND USERS OF LASER SYSTEMS
SYSTEMS INSIDE
EUROPE
ISSUE 52 AUTUMN 2021
E-mobility
Shipbuilding
CO2 Lasers
Melt pool
manipulation
Electromagnetism
aids dissimilar
metal welding
www.lasersystemseurope.com Supported by
LASER Lasers continue
forging a path towards
SYSTEMS a greener future
EUROPE Matthew
Dale,
editor
News: 4 Analysis: Investment 28 The continual mention of green
Deep learning augments laser cutting l Efficient Andrew May describes how ES Precision’s recent topics in our industry’s news and
bifacial solar cells produced l New hybrid investment in new laser technology will unlock conference proceedings reveal that
cladding process developed l 3D-printed exciting application sectors materials processing lasers show
components installed in nuclear reactor l Bosch
Analysis: Additive manufacturing 30 no signs of slowing down in helping
supplying equipment for battery production l
Laser structuring increases hydrogen production Manuel Henn, Matthias Buser and Volkher realise a carbon-neutral future. Such
efficiency Onuseit combine additive and subtractive laser topics include e-mobility, vehicle
processes to unlock manufacturing possibilities lightweighting, hydrogen production/
Feature: CO2 lasers 8
Greg Blackman on where CO2 lasers excel in News from AILU 32 storage and increasing solar cell
materials processing Dave MacLellan on how laser materials efficiency, all of which are covered within
processing will help achieve 2050 carbon the folds of our Autumn issue.
Analysis: Dissimilar metal welding 12 emission goals In the news section on page 4, half
Jennifer Heßmann, Marcel Bachmann and Kai
Hilgenberg explain a promising joining process LIA News 34 the featured stories cover battery
that could help reduce the weight of vehicles Eliana Fu, of Trumpf and formerly SpaceX, shares manufacturing for e-mobility, the
how additive manufacturing can aid humanity’s development of highly-efficient
Feature: Shipbuilding 14 cosmological journey
Keely Portway looks at how laser technologies
solar cells, and improved hydrogen
are optimising welding and cutting for shipbuilding Application focus: 36 production. On page 12 we see batteries
Process monitoring will be powering electric vehicles with
Analysis: Micromachining 18 Florian Furger, Markus Danner and Roland lighter chassis, thanks to dissimilar
Daniel Holder shares how new USP laser Mayerhofer discuss how combining real-time
technologies could facilitate the rapid readings from multiple sensors enables better metal joining enabled by a new welding
micromachining of silicon wafers control of high precision welding process. On page 24 we are given
a comprehensive overview of laser
Analysis: Steel welding 20 Products 39
Rabi Lahdo and Stefan Kaierle describe a The latest equipment for industrial laser
technologies in e-mobility production,
process that promises big benefits for heavy processing with TUM researchers having evaluated
industry their readiness for serial manufacturing.
Suppliers’ directory 42 Battery technology is not the only
Analysis: Beam shaping 22 Find the suppliers you need
Joerg Volpp and Adrien da Silva investigate new contender for providing electrical
beam shaping possibilities for high-power laser energy however, with hydrogen also
materials processing showing great promise. In addition to the
Analysis: E-mobility 24 improved hydrogen production we learn
Christian Geiger and Tony Weiss evaluate the of in the news, on page 28 Andrew May
readiness of current laser technologies for the shares with us his ambitions to put ES
mass-production of electric vehicles Precision’s newest investment to work
Supported by the LIA in cutting components for hydrogen
fuel cells. The new 100W fibre laser was
purchased using a government grant
following slowed business during the
pandemic, so May is keen to get the
Editorial and administrative team Subscriptions: Free registrations available to qualifying individuals. Subscriptions
laser involved in new projects.
Editor: Matthew Dale £120 per year for four issues to readers outside registration requirements.
Enquiries to Europa Science, 4 Signet Court, Cambridge CB5 8LA, UK.
In June, AILU delivered a webinar on
matthew.dale@europascience.com Tel: +44 (0)1223 221047
Managing editor: Greg Blackman
Tel: +44 (0)1223 221030. Fax: +44 (0)1223 213385.
©2021 Europa Science Ltd. many of the above topics, highlighting
greg.blackman@europascience.com Tel: +44 (0)1223 221042 While every care has been taken in the compilation of this magazine, errors or their importance on the approach to the
omissions are not the responsibility of the publishers or of the editorial staff.
Advertising team
Advertising manager: Jon Hunt
Opinions expressed are not necessarily those of the publishers or editorial staff.
All rights reserved. Unless specifically stated, goods or services mentioned are not
UN Climate Change Conference COP26
jon.hunt@europascience.com Tel: +44 (0)1223 221049 formally endorsed by Europa Science Ltd, which does not guarantee or endorse or
accept any liability for any goods and/or services featured in this publication. US
in Glasgow in November. On page 32
Production manager: David Houghton
production@europascience.com Tel: +44 (0)1223 221034
copies: Laser Systems Europe is published by Europa Science Ltd and distributed
in the US by DSW, 75 Aberdeen Road, Emigsville PA 17318-0437. Periodicals
Dave MacLellan shares the highlights.
Corporate team
postage paid at Emigsville PA.
It’s been a privilege as LSE editor to
Managing director: Warren Clark Postmaster: Send US address changes to Laser Systems Europe, PO Box 437,
warren.clark@europascience.com Emigsville PA 17318-0437. see lasers help address the challenge
Laser Systems Europe is published by Europa Science Ltd,
Cover: Andrey Suslov/Infinity32829/Shutterstock of reducing CO2 emissions, and I look
4 Signet Court, Cambridge, CB5 8LA, UK.
Tel: +44 (0)1223 221030 Fax: +44 (0)1223 213385 Subscribe online for FREE at
forward to how they develop as we
Web: www.europascience.com l ISSN: 1759-0752 www.lasersystemseurope.com/subscribe approach the net-zero deadline of 2050.
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 3
Tough and Durable Gold LBP+
Coated Copper Mirrors ULO Optic
Ideal for many infrared applications 1-300 microns
wavelength - high power laser cutting, dental
and medical lasers, gas sensing, THz imaging. Working together to crea
integrated optical solutio
Unique range of standard and bespoke sizes
Manufactured in the UK
Unrivalled ultra smooth surface finish
Excellent, consistent reflectivity in
infrared and visible
For further information call:
+44 (0)1767 600877
sales@lbpoptics.com
www.lbp.co.uk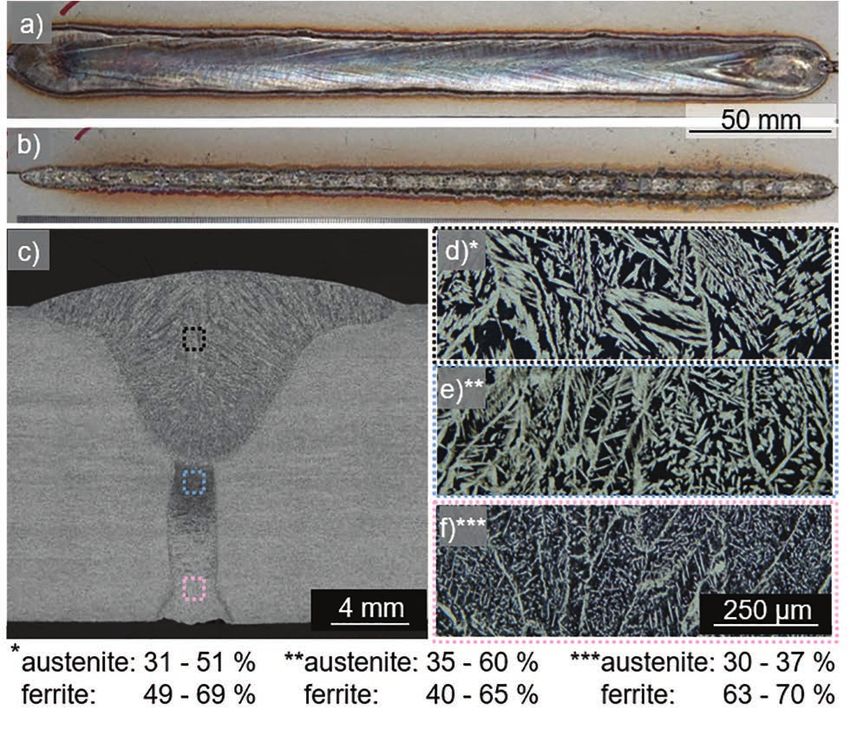
ULO+LBP Optics
Free webcast
Working together toavailable now
create integrated optical solutions VIEW
FOR
Sign up to watch on demand FREE*
Webcast: Dynamic Beam Laser technology
LBP+ULO Optics
opening new possibilities in laser welding
PixelB/Shutterstock.com
Working together to create integrated optical solutions
ULO+
cs LBP Optics
ate Working together to create
Laser beam welding offers many advances compared to Presenters
ons integrated optical solutions
conventional welding processes due to evaporation of the
Florian Hugger
material and the formation of a keyhole. Using state of the art
Head of R&D at BBW Lasertechnik
laser systems the keyhole is inherently unstable and the origin of
welding failures like pores and blow outs. Dynamic Beam Lasers Talk Topic: Enhancing keyhole stability
based on Coherent Beam Combining enable full control of the by beam shaping
keyhole shape and dynamics by finetuning evaporation and thus Florian Hugger studied mechanical engineering at the Technical
opens new possibilities for increasing welding quality, speed, and University of Munich and afterwards worked as research assistant
at the Bayerisches Laserzentrum GmbH from 2011 to 2017. His
new welding applications.
research focused on keyhole phenomena like evaporation of
volatile elements and high-speed keyhole dynamics. Since 2017
This webcast will present some of the current challenges in laser he is Head of R&D at BBW Lasertechnik GmbH and addresses
welding and the theory for using beam shaping and steering problems of laser welding.
to overcome these challenges. The second part will focus on
presenting the new Dynamic Beam Laser and its capabilities
of beam shaping, shape frequency, shape sequence and focus Dr. Eyal Shekel
steering. CEO Civan Advanced Technology
Talk Topic: Dynamic beam shaping for laser welding
Dr. Shekel is the founder and CEO of Civan Lasers – the first
company to develop industrial lasers based on Coherent Beam
Combining. Prior to Civan, Dr. Shekel founded Cielo, a leading
company in the manufacture of Fiber Optical Gyros and navigation
systems and Founder and general manager of Chiaro Networks
which developed the largest optical switch in the world. Dr. Shekel
received his PhD in physics at NYU.
Sponsored by
LASER
www.lasersystemseurope.com/webcasts SYSTEMS
EUROPE
NEWS
LASERS
IN ACTION
IN BRIEF
The University of South
Deep learning material sensing platform
Australia is working on
technology to underpin
augments laser cutting
the next generation of
high-powered lasers in
MIT CSAIL
Australia, bringing the MIT scientists have developed speckle sensing, which uses
country’s laser building a smart material sensing a laser to sense a surface’s
capabilities up to speed platform for laser cutters microstructure.
with other developed powered by deep learning. ‘By augmenting standard
nations. The platform could protect laser cutters with lens-less
users from hazardous waste, image sensors, we can easily
Hamamatsu Photonics
has built a pulsed laser provide material-specific identify visually similar materials
system that produces knowledge, suggest subtle found in workshops and reduce
what the firm says is the cutting adjustments for better overall waste,’ said Mustafa
The SensiCut smart sensing
world’s highest pulse results, and allow items to Doga Dogan, PhD candidate platform distinguishes between
energy among laser- be engraved with multiple at MIT CSAIL. ‘We do this by visually similar materials
diode-pumped lasers: materials (such as garments leveraging a material’s micron-
250J.
or phone cases). level surface structure, which a design file in the interface
Fraunhofer ILT’s 13th Laser cutters can process a is a unique characteristic even and used a pinpoint function
International Laser variety of materials including when visually similar to another to get the laser moving to ID
Technology Congress, metals, woods, papers and type. Without that, you’d likely the material type at a point on
AKL’22, is in Aachen on plastics. However, users can have to make an educated the sheet. The laser interacted
4 to 6 May next year. face difficulties distinguishing guess on the correct material with the very tiny features of
The institute’s second
between stockpiles of visually name from a large database.’ the surface and reflected off it,
AI for Laser Technology
Conference takes place similar materials, which can The team trained SensiCut’s arriving at the pixels of an image
online on 28 and 29 result in the wrong material deep neural network on images sensor to produce a unique 2D
September. processed. This can cause of 30 material types across image. The system could alert
messes, bad odours and the 38,000 images, where it could or flag the user that their sheet
BluGlass has release of harmful chemicals. differentiate between things like was polycarbonate, which would
demonstrated tunnel The scientists, from acrylic, foamboard, and styrene, release potentially highly toxic
junction laser diodes
MIT’s Computer Science and even provide guidance on flames if cut by a laser.
that leverage remote
plasma chemical vapour and Artificial Intelligence power and speed settings. The speckle technique was
deposition. This could Laboratory (CSAIL), have In one experiment, the put in a laser cutter with low-
enable higher power developed SensiCut, a smart team built a face shield, which cost, off-the-shelf-components,
and more efficient material-sensing platform for required distinguishing between such as a Raspberry Pi Zero
lasers for additive laser cutters. transparent materials from a microprocessor board. To make
manufacturing and
Conventional ID approaches workshop. The user selected it compact, the team designed
welding.
have been known to and 3D printed a lightweight
Evosys Laser is offering misidentify materials, while mechanical housing. They will
an ‘advanced quasi- sticker tags (like QR codes) “Augmenting present the work at the ACM
simultaneous welding’ used to identify individual Symposium on User Interface
plastic joining process.
standard laser cutters
sheets can be accidentally cut Software and Technology in
It combines two off in processing. Also, if an
with lens-less image October.
wavelengths that are sensors enables
incorrect tag is attached, the Beyond laser cutters, they
alternately guided over
the welding zone in a laser cutter will assume the the identification believe SensiCut’s technology
controllable pattern, wrong material type. of visually similar could be integrated in other
and improves process But SensiCut uses a more materials commonly fabrication tools, such as 3D
times compared to nuanced fusion. It identifies printers. For additional nuances,
single-laser plastic
found in workshops”
materials using deep learning they plan to extend the system
welding.
and an optical method called by adding thickness detection.
4 LASER SYSTEMS EUROPE AUTUMN 2021 @LASERSYSTEMSMAG | WWW.LASERSYSTEMSEUROPE.COM
NEWS
Hybrid cladding cuts processing costs
Researchers have developed a titanium carbide was used as a the researchers with a basis possibilities for using the
hybrid additive manufacturing hard phase. Even the addition to develop the hybrid LMD process in the production of
process that combines wire- of small amounts of titanium process and imbue other graded coating systems. They
based and powder-based laser carbide led to coating hardness material systems with special want to increase the titanium
material deposition (LMD), also increases of up to 30 per cent. properties. carbide content of the material
known as cladding. Positive results have provided Currently they are testing mixture as much as possible.
The process is significantly
more cost-effective than a pure
powder process, while offering
greater material flexibility than a
pure wire process.
In LMD, a laser beam focuses
on the component surface
while a filler material – usually
a powder or wire – is fed and
melted. LMD is well suited for
applying protective coatings to
heavily stressed components,
repairing damaged areas and
changing workpiece geometry.
Fraunhofer IPT scientists,
together with the partners
of the MatLaMed project,
have developed a hybrid
LMD process in which wire
and powder are processed
simultaneously. The partners
say the tool coatings produced
using the process are more
wear-resistant, resource-
efficient and cost-efficient than
those from other methods.
They plan to use it in a variety
of applications, such as the
machining of forming tools or
the treatment of friction wear
TURNKEY
layers of hydraulic components.
By combining wire and
LASER
powder, they are able to flexibly MACHINES
adjust the material composition
– and thus the applied coating
properties – with each From medical devices to
application of the process. electronics, automotive to
‘With the new process, we packaging, consumer goods to
can now respond quickly and jewelry—our turnkey laser
flexibly to different thermal, machines enable you to achieve
chemical and mechanical loads,
greater efficiency, higher speed,
as we can adjust toughness
and hardness with pinpoint and reduced cost of operation.
accuracy,’ said project manager
Marius Gipperich.
In developing the process,
the scientists tested numerous
materials. For the wire, these
included a hot-work tool steel
with good structural stability
and a low-alloy steel that Learn more at
coherent.com/systems
can be welded well. For the
+1 800 367 7890
powder, chromium was used
as a carbide-forming and
grain-refining element, while
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 5
NEWS
Bosch to supply automated battery assembly lines
Bosch
Bosch is to supply automated cells. For this purpose, the
assembly lines for battery various functions of module
production that include laser production are combined:
welding technology. cell cleaning with incoming
It aims to increase vertical inspection, the stacking
integration in mechanical process as well as a special
engineering and, by 2025, laser-welding process, and end-
generate annual sales of around of-line inspection for quality
€250m with equipment for assurance.
battery production. Thanks to a sophisticated
The firm will also deploy line concept, no particle
battery technology in its contamination occurs
own plants, investing around during processing. Robots
€70m this year to expand automatically assemble the cell
manufacturing operations. Bosch supplies automated assembly lines for welding and gluing battery cells stacks in a two-step procedure
In Eisenach, Germany, it is consisting of dispensing
launching full-scale production Meeting the demand responsible for industrial technology and laser welding.
of second-generation 48V According to experts, demand technology. ‘Bosch is doing its With a comprehensive safety
batteries for the hybridisation of for lithium-ion batteries will part to meet this demand.’ concept, it is then possible to
passenger cars. Such batteries rise from around 200GWh in One of Bosch’s customers establish the battery module’s
reduce fuel consumption and 2019 to more than 2,000GWh is Webasto, a pioneer in the electrical connection using a
CO2 emissions in vehicles with by 2030 (source: BMWi, 2021). production of battery packs. highly dynamic and precise
combustion engines by up to 15 Currently, more than 60 per The firm has been involved in laser-welding process.
per cent, especially in cities. cent of that demand stems from electromobility since 2016 and, Bosch now develops
The firm’s solution portfolio electromobility (source: VDMA, as well as high-voltage heaters equipment, machinery,
ranges from the 48V batteries 2020). and recharging solutions, also hardware and software for
for mild hybridisation to full ‘Our assumption is the global focuses on battery systems for manufacturing battery
electric drives and fuel cells. It battery market will grow up to electrified vehicles. modules and packs that are
has also developed batteries for 25 per cent each year,’ said Bosch is supplying the firm built from cylindrical, prismatic
vehicles, e-bikes, power tools Rolf Najork, the member of the with automated assembly lines or pouch cells and used in
and kitchen appliances. Bosch board of management for welding and gluing battery electric vehicles.
Laser structuring to increase efficiency of hydrogen production
Fraunhofer HHI
A research project aims to Leibniz University Hannover,
increase conventional water TU Braunschweig, TU Clausthal,
electrolysis efficiency by more University of Oldenburg, DLR
than 75 per cent with the help of Institute for Networked Energy
laser structuring. Systems, and the Institute for
Water electrolysis – splitting Solar Energy Research in Hameln
water into hydrogen and oxygen ISFH.
using an electric current – is the The partners are developing a
most common way to produce novel catalyst unit to reach their
green hydrogen. The process is 75 per cent target.
very energy-intensive, however, In addition, they will be
meaning hydrogen-powered creating a toolbox of modelling
technology will only ever be and characterisation components
environmentally friendly if water that can be employed for all
electrolysis can be optimised. three relevant water electrolysis
The InnoEly (Water Electrolysis technologies: alkaline
Innovation Laboratory) project, electrolysis (AEL), acidic proton Femtosecond laser structuring can functionalise different materials for
running to April 2024, aims to exchange membrane electrolysis electrocatalysts such as nickel foams and support plates
do just this while also reducing (PEMEL), and high temperature
electrolysis costs, to allow electrolysis (HTEL). different materials for hydrogen obtained with minimal
hydrogen to be a widely usable For AEL, Fraunhofer HHI electrocatalysts, such as nickel optimisation of the existing
energy carrier of the future. researchers are working on foams and support plates. system to be increased.
The project has received electrodes already used in The structuring optimises the In a second step, the electrode
initial funding of €1.2m from electrolysis, as well as new effect of the electrodes. With components produced in this
the Lower Saxony Ministry of electrode components developed this, the so-called overvoltage – process are characterised. The
Science and Culture, with its by the project partners. Using a the amount of energy loss – can obtained measurement data
partners including Fraunhofer femtosecond laser structuring be reduced by up to 20 per cent. serves as a case study for testing
Heinrich Hertz Institute (HHI), process, they are functionalising This enables the amount of and validating the modelling tool.
6 LASER SYSTEMS EUROPE AUTUMN 2021 @LASERSYSTEMSMAG | WWW.LASERSYSTEMSEUROPE.COM
‘Record-breaking’ bifacial solar More Flexibility for
More Flexibility for
cells produced by laser doping Packaging and Textiles –
Packaging and Textiles –
powerSCAN II
Eric Byler/The Australian
National University
Researchers at The Australian
National University have powerSCAN II
produced a more efficient solar
cell using laser doping, setting
what they say is a world record.
The cells are dual-sided, so
front and back create power.
Principal investigator Dr Kean
Chern Fong said the ‘bifacial’
The new solar cells achieve a front
solar cells exceed single-sided conversion efficiency of 24.3 per cent
silicon solar cell performance. and a rear efficiency of 23.4 per cent
‘We have developed a true
bifacial solar cell, as it has nearly increase electrical conductivity
symmetrical power generation in a material. ‘It’s a low-cost,
capacity on both surfaces,’ industry-compatible process
he said. ‘When deployed on for boosting efficiency,’ said Dr
a conventional solar farm, a Marco Ernst, chief investigator.
bifacial cell absorbs direct This allowed the team to
incoming light, while also achieve a front conversion
taking advantage of ground efficiency of 24.3 per cent and
reflection, which can contribute a rear conversion efficiency of
an additional 30 per cent power 23.4 per cent. This represents
generation. Bifacial solar cells an effective power output
are becoming increasingly of around 29 per cent, well-
important in the rollout of solar exceeding the best single-sided
farms and are expected to have silicon solar cell, according to
a market share of more than 50 the researchers. ‘This is a world
per cent in the next five years.’ record for selectively laser-
The team used laser doping doped solar cells and among
technology to make the cells, the highest efficiency bifacial
which uses lasers to locally solar cells,’ said Ernst.
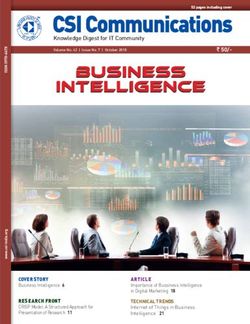
3D-printed components installed
in nuclear reactor
Four 3D-printed fuel assembly basic and applied science and
brackets have been installed technology to deliver tangible
and are in routine operation at a solutions that show how
nuclear reactor facility in Athens, advanced manufacturing (AM) can 3D Scan System for Industrial Laser Cutting
Alabama. transform reactor technology and 3D Scan System for Industrial Laser Cutting
The brackets, channel fasteners components.’ • Designed for high-power CO2 lasers
for French nuclear reactor firm The current focus of the TCR • Designed for high-power CO2 lasers
Framatome’s boiling water reactor programme is to further mature • Perfect cutting results thanks to smallest laser spots
fuel assembly, were installed at and demonstrate industry-
Tennessee Valley Authority’s ready technology informed by
• Perfect cutting results thanks to smallest laser spots
Browns Ferry Nuclear Plant. They AM, AI, integrated sensing and
• Variable scan field enabled by FLEX option
will remain in the reactor for six deployment of a digital platform • Variable scan field enabled by FLEX option
years, with regular inspections. for informed certification of • Light weight mirrors for highest cutting speeds
Developed at the US components. • Light weight mirrors for highest cutting speeds
Department of Energy’s The channel fasteners’ • Compact, sealed housing
Manufacturing Demonstration straightforward, though non- • Compact, sealed housing
Facility at Oak Ridge National symmetric, geometry was a
Laboratory (ORNL), the good match for what the ORNL
brackets represent a significant says is ‘the first-ever advanced
milestone, according to the lab’s manufacturing application for use
Transformational Challenge in a nuclear reactor’.
Reactor (TCR) programme ‘We are trying to help create
manager, Ben Betzler. and certify the next generation
‘It shows it is possible to of nuclear components,’ said
deliver qualified components in Ryan Dehoff, leader of the www.scanlab.de
a highly-regulated environment,’ ORNL’s Deposition Science and www.scanlab.de
he said. ‘This programme bridges Technology Group.
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG
FEATURE: CO2 LASERS
THE WORKHORSE OF
LASER PROCESSING
Trotec
Greg Blackman on where
CO₂ lasers excel in
materials processing
In the world of laser processing, it’s
the fibre laser that grabs the headlines.
The laser processing subcontractor, ES
Precision, is about to buy its eighth laser
system, a high-power fibre laser that will
extend the firm’s metal cutting capabilities, Trotec’s GSL1400
among other uses (more on page 30). digital laser label
converting machine
As a specialist in laser marking, however,
ES Precision has to work with various
different materials, and for that it requires One job its 200W CO2 laser machine is data can be placed on a small label; they
different lasers. The firm runs five different used for is to mark, cut and perforate are tamper evident, in that, once placed,
types overall: fibre, CO2, vanadate, YAG and Beiersdorf’s Tesa labels, the kind used for the label cures in air in 12 hours and the
frequency tripled vanadate (a UV laser). automotive vehicle identification number only way to remove it is to destroy it;
Two of its seven – soon to be eight – galvo (VIN) labels. The marks are made by and they’re weather and UV resistant, so
laser workstations are CO2 machines. ablating the top layer of the tape, revealing suitable for outdoor use.
Andrew May, a director at ES Precision, the layer beneath in a different colour. The The same laser machine also cuts
highlighted the flexibility of its CO2 lasers. marks are high resolution, meaning a lot of the label – as far as the backing layer,
akin to kiss-cutting in conventional label
Beiersdorf and ES Precision
production, but it’s a digital process so
changing the shape of the cuts is easy to
do. It also perforates the web, both the
label and backing material, so that sets of
labels can be torn off. The three discrete
processes all happen on a reel-to-reel
spooling workstation.
‘The world of CO2 lasers continues to be
dynamic,’ May said. ‘Fibre lasers haven’t
really impacted the low-power CO2 laser
“CO₂ lasers haven’t
had to evolve…
they’ve still got a
very healthy market
and they’re the right
tool for the job”
Beiersdorf’s Tesa labels marked by CO2 laser
8 LASER SYSTEMS EUROPE AUTUMN 2021 @researchinfo
@LASERSYSTEMSMAG | www.researchinformation.info
| WWW.LASERSYSTEMSEUROPE.COMFEATURE: CO2 LASERS
Trotec
Labels can be laser
marked on a reel-to-reel
spooling workstation
market. In one sense CO2 lasers haven’t with the result,’ she said. Synrad is one of ‘CO2 is more or less gone for metal
had to evolve over the last two decades; the Novanta brands. processing in the kilowatt power range,’
they’ve still got a very healthy market and On the other hand, solid-state lasers Fazeny confirmed. Labels can be laser
they’re the right tool for the job.’ have replaced CO2 lasers in the field of marked on afor
In addition to being preferable reel-to-reel
spooling workstation.
Stephen Fazeny, CTO for laser sources sheet metal processing, where the 1µm processing metals, fibre lasers have a
at Trotec, added that the CO2 laser market wavelength is better absorbed by metals. factor of 10 smaller spot size than CO2 g
is still growing at a rate faster than GDP
and faster than the standard machine
tool market. ‘The CO2 market has a future
because CO2 laser applications are
replacing some mechanical non-laser
CHALLENGES OF BAND-SELECTED CO₂ LASERS
applications,’ he said.
Working with ceramics is another area Standard CO2 lasers In any case, the optics used mirrors can depolarise
emit at 10.6µm, but other in the laser cavity to select circular polarised light,
where CO2 lasers are used and, May said,
CO2 wavelength bands the wavelength have to be whereas isolation mirror
‘they’re frankly the only obvious choice are available that might carefully chosen. solutions are lambda
for nearly all organic materials.’ Jobs like prove advantageous for Band-selected cavity specific.
cutting leather trim for cars or thin plastics processing thin films, for optics need robust coatings At 9.3µm, especially at
for automotive dashboards. The longer instance. Luxinar offers with a high flux density, high powers, lens effects
10.6µm wavelength of CO2 lasers is better 10.6, 10.25 and 9.3µm proximity to RF discharge due to absorption distort
absorbed by organic materials than the sealed CO2 laser sources and the ability to suppress the beam; these can be
1µm fibre laser wavelength, which results ranging from 80 to 450W. the neighbouring branch removed by nitrogen
in a cleaner cut. In thin films less than without reducing gain at the purging or by moving dry
100µm, processing speed required wavelength. air.
Kristen Hill, senior product line manager
can be enhanced using Polarisation, absorption Loss per surface on
at Novanta, recalled a customer that came
the correct wavelength, in air and loss are the main standard 10.6µm AR or
to them after trying to cut foam with a while the heat-affected integration challenges for AR transmissive optics is
fibre laser, which had severely burned the zone can be the decisive wavelength band-selected approximately 3 to 5 per
material. ‘We were able to cut the material factor for moving to a CO2 lasers, Luxinar advises. cent at 9.3µm operation, and
with a Synrad CO2 laser with very minimal different wavelength on The firm states that can cause back reflections
discoloration, and the customer was happy films greater than 250µm. standard 10.6µm dielectric or heating of optic mounts.
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 9Novanta
FEATURE: CO2 LASERS
“As long as there
are materials that
need to be marked
or cut, we anticipate
continued growth”
g lasers, and are therefore good for micro-
processing. But for all other materials in the
macro range – plastics, laminate, acrylic,
textiles, wood, paper – Fazeny suggests
CO2.
The larger spot size from a CO2 laser
can be an advantage for applications like
marking, engraving or cutting, because
it makes the process more forgiving.
The focus position, for instance, is less
Novanta
sensitive to disruption with a larger spot.
Trotec provides laser machines for
engraving, cutting and marking. One
example is a dedicated workstation for
processing paper and cardboard for the
printing industry, along with a machine for
marking and cutting roll-to-roll labels. ‘In
these machines you want to use several
hundred watts, because these processes
are high speed,’ said Fazeny. ‘This is a
growing market for CO2 lasers. Traditionally
the printing industry used die-cutting for
high-volume batches. But now, with the
laser and the digital workflow from design
to part, it’s cost effective even for just
one piece. That’s a big driver for lasers, in
general, and also for CO2 lasers.’
Other markets include marking sell-by
codes on food labels and perforating food
packaging, along with PCB marking where
a CO2 laser can mark the board’s surface
without damaging the copper circuitry
Novanta
underneath. May added that fading and
patterning jeans ‘has been massive’.
Further technology development
CO2 lasers are considered the workhorses
of the industry because they’ve been
around for so long. But the technology
is still progressing. Novanta’s Hill noted
a number of advances that the company
is working on, including: a smaller laser
footprint; smaller, integrated RF drivers;
more efficient operation and higher output
power; longer lifetimes and increased
reliability; and more wavelengths in the 9 to
10µm band.
There’s also been progress made in
academic research with chalcogenide
fibres for CO2 laser transmission. This
work, if it comes to light, would open up
fibre delivery for CO2 laser systems, which
at the moment isn’t possible.
The CO2 laser wavelength is suited to working with materials such as acrylic, paper and textiles Hill said Novanta’s R&D teams are
10 LASER SYSTEMS EUROPE AUTUMN 2021 @LASERSYSTEMSMAG | WWW.LASERSYSTEMSEUROPE.COMFEATURE: CO2 LASERS
optimising Synrad lasers for different lasers, Novanta also provides CO2 laser the case with fast-flow CO2 lasers, which
materials and processes, and that the sub-assemblies that include Cambridge have high gas consumption.
biggest driver is increasing throughput, Technology scanning optics. Hill said: ‘In The first generation of sealed metal
as well as requests for processing larger addition to defining the right peak power lasers have lifetime issues because their
fields of view or larger materials. She said or wavelength for a given application, we’re gas mix deteriorates slowly, which means
there are several opportunities to replace focusing R&D efforts on optimising the power is lost over time – it is a slow drop,
manual or contact-based processes, entire beam delivery sub-assembly.’ Fazeny explained, and typically the laser
whether that’s replacing ink with laser Trotec’s Fazeny said that, in the low- requires a gas refill after a few years. This
marking or blades with laser cutting. power CO2 field, the biggest push forward has now improved with the advent of the
Novanta’s CO2 laser portfolio ranges in the last decade has been to make the ceramic core resonator, as opposed to the
from the 5W Synrad 32-1 with integrated sealed technology very reliable. All power traditional metal resonator. The O-rings
RF for marking, to the Synrad i401 with levels less than 1kW are typically sealed in a metal resonator are a weak point that
400W average power for high-speed lasers. They are shipped with a gas fill, can fail and leak gas over time. Also, there
cutting and drilling. In addition to Synrad meaning there are no running costs, as is is interference from metal particles, which
“This work would
LASER PRAYERS ANSWERED FOR open up fibre
TIBETAN STONE CARVING delivery for CO2
laser systems, which
at the moment isn’t
possible”
collect on the optics, making the resonator
mirrors blind after a number of years.
‘At Trotec we are now using the ceramic
core lasers from Iradion in the US,’
Fazeny said. ‘There is no metal inside the
resonator, even the electrodes are external.
This overcomes the lifetime issue of the
metal core resonator; Iradion has brought
the sealed CO2 lasers to perfection.
There’s no need for any refill anymore.’
In addition, the ceramic resonator has
75 per cent less thermal expansion than
a metal body, Fazeny noted. Therefore,
A mani stone engraved by a Luxinar CO2 laser during the first 10 minutes of operation
there is much less power, mode and
Buddhists practice the is to work by hand, but in May added the effect pointing fluctuation.
ancient tradition of mani the last decade mechanical does depend on the type Also, the Iradion CO2 lasers are driven by
stone carving in Tibet, tools, such as small electric and composition of the RF power and use a single-chip design. The
using hammer and chisel drills and grinders, have stone, with the process
RF driver uses the same power transistors
to inscribe mantras or art been used to produce larger working better with some
used for mobile communication base
into stone, traditionally volumes of the carved stones than others. ‘Laser-
the six-syllable mantra of slabs. The laser speeds induced localised heating stations, which are simpler and much more
Avalokiteshvara, Om mani up this process, with the can cause vitrification of reliable. ‘The chance of failure is definitely
padme hum. advantage of no tool wear, certain minerals in the less,’ Fazeny remarked.
Now, stone carvers in the no need to pre-line or rock, resulting in poor In terms of price, CO2 lasers are
Yushu area are turning to outline the slabs, and the engraving with a glass- comparable to fibre lasers, Fazeny
lasers to do the engraving. ability to inscribe precise like appearance,’ she said. continued. ‘Fibre laser price has dropped
Chinese laser designs and patterns. However, if these glass- dramatically over the last 10 years, but it
provider CKLaser began ‘Characters are carved forming elements are not settled somewhere in the range of the CO2
investigating using CO2 by scanning the laser beam present, there is material
laser,’ he said. ‘You don’t need to decide by
lasers to engrave stone across the stone with a removal to produce a deep
when it approached galvo scanner,’ Dr Louise engraving effect. Initial
price, you can decide by application.’
Luxinar’s China office in May, senior applications demand from CKLaser was Hill noted that Novanta’s order volumes
2012. Luxinar makes CO2 engineer at Luxinar, said. for Luxinar’s SR 25i and SCX for Synrad CO2 lasers are higher than
lasers, and CKLaser wanted ‘Depth can be controlled 35 sealed CO2 lasers – 250 ever at the moment, with many customers
to use the laser source as by adjusting the intensity and 350W respectively – exceeding pre-pandemic levels. ‘As long as
an alternative to mechanical of the beam as it passes but Luxinar now also has there are materials that need to be marked
processing. across the substrate to demand for its 450W OEM or cut, we anticipate that we’ll continue to
The traditional method produce 3D effects.’ 45iX laser source. see growth,’ she concluded. l
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 11ANALYSIS: DISSIMILAR METAL WELDING
An electromagnetic approach to
dissimilar metal welding
Jennifer Heßmann, Marcel
Bachmann and Kai Hilgenberg, of
BAM, explain a new joining process
that could help reduce the weight
of vehicles
The automotive industry is
facing the necessary reduction
of CO2 emissions. Due to
increasing safety requirements,
customer demands in comfort
and motor performance, as well
as the use of heavy batteries
in e-mobility, the weight of
vehicles has grown rapidly in
recent years. To save weight
without affecting the functional
properties of vehicles, heavy
materials must be replaced with
lighter alternatives. Modern
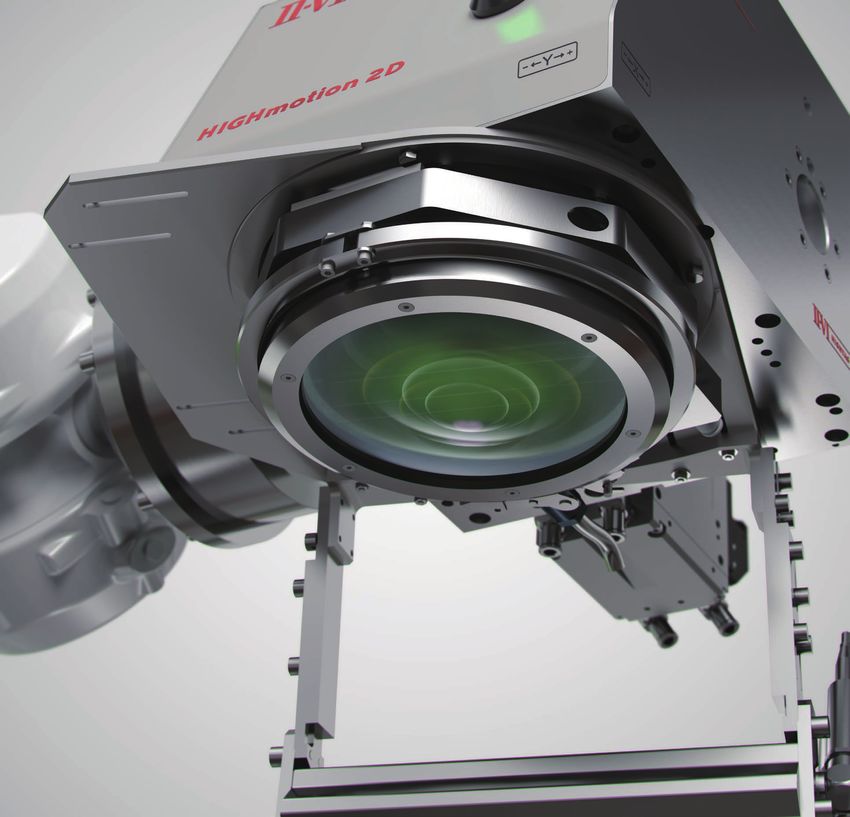
Figure 2: a) Example of a spot-shaped lap joint, b) formation of intermetallic phases at the
lightweight concepts have interface between steel and aluminium alloy after melt displacement
therefore been developed,
featuring multi-material designs
that require the joining of processes, is a challenge to of brittle intermetallic phases. the melt pool due to its own
dissimilar materials. overcome. Issues are caused These phases reduce the load weight.
Besides steel, aluminium by different material properties capacity of the joint and often One new possible approach
is one of the most important such as melting temperatures act as crack initiation points. It for the joining of dissimilar
construction materials for and thermal expansion is therefore still necessary to metals is based on laser
the mass production of coefficients. Furthermore, develop joining technologies to welding and melt displacement
automobiles. The joining of steel and aluminium are not reduce these problems. by contactless induced
this material combination, dissolvable within each other, Electromagnetic melt electromagnetic forces. This
especially by thermal thus leading to the formation pool manipulation offers joining technology is still in
many possible ways of the experimental stage but
optimising laser welding. has already shown promising
At the Bundesanstalt für results. The process steps
Materialforschung und-prüfung are illustrated in figure 1. The
(BAM) in Berlin, many possible joining partners, in this case
use cases were investigated. steel and aluminium sheet
For example, supporting the metal, are placed in an overlap
mixing process when using filler configuration whereby the
materials in thick plate welding upper joining partner needs to
or the degassing of pores while have the higher melting point,
welding aluminium die cast. as well as a hole leading to the
Another application is melt pool lower joining partner. The laser
Figure 1: Single process steps of the new approach for joining dissimilar support, when welding thick beam melts the lower sheet
metals based on laser welding and melt displacement by induced plates to avoid the drop out of through this hole. An oscillating
electromagnetic forces
12 LASER SYSTEMS EUROPE AUTUMN 2021 @researchinfo
@LASERSYSTEMSMAG | www.researchinformation.info
| WWW.LASERSYSTEMSEUROPE.COMANALYSIS: DISSIMILAR METAL WELDING
results show the effective
range of magnetic field power
is between 600W and 2kW for
a complete melt displacement.
With higher magnetic field
power, the displacement
needs less time compared to
lower magnetic field power.
By increasing the magnetic
field power to around 2kW,
the displacement process can
be shortened to 100ms (see
figure 3b). The experimental
results confirm the numerical
predictions of the required
process time and effective
Figure 3: a) Results of the numerical analysis of the effective range of the magnetic field power and the range of the magnetic field
required time for a completed melt displacement, b) experimental results of shortened process time of power.
100ms in the case of 2kW magnetic field power
Conclusion
magnetic field, placed below lower joining partner according This work shows it is possible
the overlap configuration, to the skin effect. This limitation “This joining to create a spot-shaped
induces an electromagnetic should minimise the influence technology lap joint between steel and
force. This Lorentz force FL is of the ferromagnetic steel on aluminium by electromagnetic
directed upwards and works the induced electric currents. is still in the melt displacement. The
against the gravity force Fg.
Thus, the molten material is
Therefore, a frequency of
3.75kHz was chosen. The
experimental numerical analysis improves
the understanding of this
pushed upwards into the hole magnetic field power was varied stage but has new joining technology and
and results in a material- and
form-fitting joint.
from 0W to around 2kW.
The experiments were
already shown shows a good agreement to
the experimental results. The
For this joining technology supported by numerical analysis promising numerical analysis helps to save
no auxiliary elements are
necessary, and it can be used
to improve the understanding
of the new joining technology,
results” experimental time and find the
required time for a complete
for spot-shaped or line-shaped especially to reveal the melt displacement, so the laser
joints. However, a controlled temperature distribution of the beam can be shut down as early
heat input delivered via laser joining partners and to find the below the steel sheet. The steel as possible to minimise the heat
beam is needed to reduce the optimal moment for the laser sheet is heated by the displaced input in the joining partners.
formation of brittle intermetallic to shut down, to minimise the melt, leading to the formation The calculation of the thermal
phases. heat input. For this, a 2D model of a heat-affected zone. The distribution improves the
At BAM, it was possible to of the overlap configuration formation of intermetallic understanding of the formation
successfully create a spot- was created with Comsol phases is exemplary, shown in of the intermetallic phases.
shaped lap joint between steel Multiphysics FE software. figure 2b for the same process These results are a first step
and aluminium by using the parameters. for the further development of
presented new approach. The Results Analysis by scanning this new joining technology. In
lower joining partner was an The experimental results of electron microscope shows ongoing research, the focus lies
aluminium wrought alloy (EN the presented approach show an intermetallic phase seam on the creation of line-shaped
AW 5754) with a thickness of promise. An example of a at the interface of steel and joints and the analysis of the
2mm, while the upper joining created spot joint is shown in aluminium, with an average mechanical properties of test
partner was a ferromagnetic the cross section in figure 2a. width of about 7µm. This width joints.
steel (DC01) with a thickness Here, a laser power of 2.5kW, is lower than the critical value This research was
of 1mm. In the steel sheet a a laser duration of 200ms, a of 10µm for laser beam joining funded by the Deutsche
hole with a diameter of 1.6mm frequency of 3.75kHz and a of steel and aluminium reported Forschungsgemeinschaft (DFG,
was drilled and the specimens magnetic field power of around in literature. Next to this seam, German Research Foundation),
were fixed mechanically to 2kW were used. Reproducible further needle-shaped phases grant number HI 1919/2-1;
ensure a technical zero gap. joints can be generated grow into the aluminium melt. 646941. Financial funding is
An IPG ytterbium fibre laser although cracks or process Some micro cracks were gratefully acknowledged. l
was used with a wavelength of pores are formed in a few detected in the intermetallic
1,070nm and a spot diameter cases. When the aluminium phase seam caused by the
Jennifer Heßmann is a research
of 570µm. A laser power of melt moves upwards, the shrinkage of the aluminium melt assistant at BAM’s additive
2.5kW and a laser duration of reduced heat conduction in during solidification. manufacturing of metallic
components division. Marcel
up to 200ms were used with the steel layer results in heat The calculated required time Bachmann is the team leader
argon (20l/min) as shielding gas. accumulation in the aluminium for the melt displacement and of welding simulation at BAM’s
The penetration depth of the melt. The changed heat flow the occurring temperatures of welding technology division. Kai
Hilgenberg is the head of BAM’s
oscillating magnetic field was results in an increasing width of the joining partners are shown additive manufacturing of metallic
limited to the thickness of the the aluminium melt pool directly in figure 3a. The numerical components division
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 13FEATURE: SHIPBUILDING
LASER INNOVATIONS
FOR THE MARITIME
SECTOR
of decline last year and the shipbuilding single-mode laser, you can perform quickly
Keely Portway looks industry is becoming more reliant on quality, and accurately, even on thick materials.’
efficiency and accuracy than ever before. He added that the narrow beam of such a
at how new laser Enter stage-left, the laser! Laser cutting and laser enables it to efficiently weld the very
technologies are welding are known for their high-precision shallow angles of T-joints.
and efficiency, so it’s little surprise that they The company recently launched its
optimising welding are a mainstay of the shipbuilding industry. 100kW single-mode, continuous-wave (CW)
and cutting for 100kW shipbuilding laser
coherent beam combining (CBC) fibre laser,
which Shekel said lends itself well to this
shipbuilding Eyal Shekel, CEO at Civan Lasers, believes purpose. The CBC technology is based on
there is room to increase the use of lasers parallel amplification of a single seed signal
for cutting and welding in the sector, due to that allows for coherent recombination,
After a relatively slow period between their ability to increase process efficiency. ramping the output power to a degree
2019 and 2020, the market for shipbuilding ‘It’s beneficial, for example, to be able to unobtainable by in-series amplifiers. Its
is steadily picking up, and, according to weld an outer panel just from the outside, dynamic beam shaping technology offers
research firm Statista, is likely to grow from instead of having to go both inside and the ability to control beam shape, frequency,
this year onwards, surpassing $160bn in outside. Being able to produce a high- sequence and focus steering.
2023. quality, relatively fast weld on one side is a Power is a key point for Shekel, who
And the Ship Building Global very big advantage,’ he said. highlighted 10kW or higher as the standout
Market Report 2021: Covid-19 In terms of some of the most common power needed for shipbuilding applications.
Impact and Recovery to 2030 from uses for lasers in shipbuilding, Shekel ‘We now have 30kW and also 100kW
ResearchAndMarkets.com would appear highlighted the structure as a key area. available,’ he said. ‘The advantage is mainly
to agree, predicting that the market will ‘Particularly the T-joints and sealing welds,’ in quality, because the more power you
reach $186.6bn by 2025, thanks largely to he said, ‘they present opportunities for laser have, the faster you can go but when you’re
companies rearranging their operations and welding. In general, we feel that with laser trying to go faster without the higher power,
recovering from the impact of the pandemic. welding, and particularly with a high-power you get the lower quality welds.’
Other factors include the increasing Messer Cutting Systems
seaborne trade, rising population, surging
purchasing power of consumers and the
improving standards of living increasing
the demand for consumer goods. In terms
of markets, Europe is cited as crucial
for the production of cruise vessels,
however it is East Asia that is dominant in
shipbuilding, with China, Japan and South
Korea being the largest shipbuilding nations.
According to Statista, China alone received
48 per cent of global shipbuilding orders in
2020.
The industry has certainly had its
challenges over the last few years,
pandemic-aside, with a shortage of
skilled workers and various environmental
regulations and policies changing the way Steel processing firm Otto Klostermann uses a LaserMat II system from
that ships are built. Add to this the period Messer Cutting Systems for XXL formats
14 LASER SYSTEMS EUROPE AUTUMN 2021 @researchinfo
@LASERSYSTEMSMAG | www.researchinformation.info
| WWW.LASERSYSTEMSEUROPE.COMFEATURE: SHIPBUILDING
Nightman 1965/Shutterstock.com
“Being able to
produce a high-
quality, relatively technology now being used for cutting and
for welding.’
hardness peaks for the types of steels used
in shipbuilding industries.’
fast weld on one Schäfer has noted a particular shift in In terms of wavelengths, Schäfer
side is a very big the shipbuilding industry towards laser-gas
metal arc hybrid welding, a combination
explained that Laserline generally produces
infrared lasers for welding in shipbuilding.
advantage” of gas metal arc (GMA) welding and laser ‘We produce diode lasers up to a very high
beam welding. ‘Despite the higher welding power, up to 45kW or even more, but of
speed that laser GMA welding offers, there course, for the shipbuilding industry we
is less distortion in comparison to the old have the special 60kW laser. It depends on
A particularly important use-case for fashioned processes, which can help reduce the volume and thickness of the sheets that
laser welding in shipbuilding, stressed production costs,’ he said. ‘It’s not going the customer demands.’
Shekel, is in the joining of dissimilar metals to be used for short seams or traditional
together, for example in panel building. ‘You GMA mouldings, but it can be useful for long Developing lasers for the maritime sector
should not need a separate filler material or seams, section weldings around different The 60kW power for lasers in shipbuilding
component,’ he said, ‘because with deep thicknesses, so around 5mm up to 15mm is the focus of a research project in which
penetration laser welding, the coupling and special joints.’ Laserline has been involved for several
can go directly from one part to another. He explained that diode lasers are years. Based in Germany, Thick Metal
Another important part of the laser is the different to other laser systems for Sheet Welding by High-Power Diode
low heat-affected zone. A high quality of shipbuilding, in that the combination of high Lasers for Maritime Applications (DIOMAR),
metal is required for shipbuilding, and you power output and comfortable spot sizes involves a consortium of experts working
want to keep that quality with the weld. can allow for optimal gap bridgeability. In to develop new diode laser beam sources
With a low heat-affected zone there is less addition, the energetic homogeneity of with a maximum output of up to 60kW in
residual stress on the weld.’ the spot and the high absorption capacity continuous-wave mode.
of a typical wavelength mix generate This is with the aim of ensuring high-
The power of diode lasers unusually calm melt pools, leaving almost quality laser welding processes for steel
Johannes Schäfer, technology and no impurities on the areas adjoining the sheet thicknesses of up to 30mm are
strategic key account manager at diode seams. As combined diode laser systems available for use in shipbuilding and other
laser manufacturer Laserline, sees can reach powers of up to 60kW today, maritime applications.
shipbuilding as a relatively conservative even ships’ sides of 50mm thickness can Laserline has been responsible for the
market, but one gradually taking on new be welded with two welding runs (layer and development of the new high-power laser
technologies. ‘We see that there are still a opposite side). ‘That has an influence and diode sources. Other organisations in the
lot of processes which have been used in impact on the properties like hardness,’ said group include German research institute
the past, such as submerged arc welding Schäfer. ‘Typically, the hardness peaks in Laser Zentrum Hannover, shipbuilding firm
– a laborious process that can involve the heat-affected zone, that’s a normal point Meyer Werft, and electronics manufacturer
workpiece distortion – but there is also laser of welding. And we can decrease those Held Systems. DIOMAR is funded by the g
WWW.LASERSYSTEMSEUROPE.COM | @LASERSYSTEMSMAG AUTUMN 2021 LASER SYSTEMS EUROPE 15FEATURE: SHIPBUILDING
MEYER WERFT/M. Wessels
g German Federal Ministry for Economic
Affairs and Energy.
The overarching aim of the project is
to establish new laser welding processes
based on high-power lasers in the maritime
sector. It is hoped that, by achieving high-
quality joints with high welding speeds,
costs can be reduced for edge preparation,
as well as the amount of additional material
compared to existing joining methods.
The application development has been
taking place in both a laser laboratory and
in a shipyard-like test environment for the
past three years. This makes it possible to
quickly test, evaluate and optimise the new
processes, which the group says could
complement, or replace, existing processes.
The consortium is particularly keen to
ensure laser safety for very high laser
outputs, including the handling of expected The latest laser welding processes can make the welding of thick
large quantities of emitted hazardous materials in ship building more efficient
substances. The release of hazardous
substances from the laser processing zone have to do a qualification which is done by
is also being thoroughly investigated under a third party – here in Germany, that’s an
the project. organisation which controls the welders for
“The laser machine
The metal sheet thickness is an important the shipbuilding industry. When they are is totally loaded all
issue, as the project demonstrates. looking at the paperwork, we introduce the
Schäfer went on to detail the sheer variety laser processing and we give some samples
year round”
of thicknesses used in shipbuilding. ‘It for analysis.’
depends on the construction of the ships,
the rudders and the lower bottom of the Cutting on the XXL scale source (resonator) additionally means that
ships have some very high thicknesses up The use of lasers for cutting in the maritime plates up to 4.5m wide and up to 30m long
to 15mm, or sometimes even more. Every industry is equally well recognised for can be processed. Klostermann explained:
ship is different, and some use thinner the high-quality, high-precision results ‘These are exactly the XXL sizes which
material, but when you’re going upwards on achieved, not to mention its green we had in mind. To achieve this, we were
the ships, the thicknesses also decrease, so credentials. With steel plates used as the happy to extend the length of the vibration
it’s mostly a range of 5 to 15mm.’ In terms main raw material in shipbuilding, laser damped foundations of the old laser system
of the material itself, Schäfer explained that cutting plates can replace some die-cutting by 4m.’
there is a high quantity of sheets used. ‘That methods that require large moulds, thereby An optical beam path length
sheet material is mostly plex steel,’ he said. reducing production times and costs. compensation keeps the length of the
Laserline has been supplying and Steel processing firm Otto Klostermann laser beam constant during transverse axis
developing lasers for maritime for some has realised the benefits as a specialist movements and ensures the highest laser
years now, and Schäfer offered some insight processor of ‘XXL’ formats for its beam and cut quality over the entire cutting
into how manufacturers can get involved in shipbuilding clients, as well as the vehicle area. The high positioning and repetitive
shipbuilding projects. ‘The industry has its construction, waggon production, bridge accuracy of the system is achieved by a
own qualification process,’ he said. ‘They construction and crane manufacture series of harmonised functional factors
have to qualify the process and they have sectors. The company recently invested in such as a track construction suitable
to make sure that the process and the weld a LaserMat II machine from Messer Cutting for laser and robust linear guidance. In
is secure. That’s the point at which they Systems, which is available with either a addition, accelerations of up to 0.5g and a
4kW or 6kW CO2 laser. ‘Our old laser cutting simultaneous positioning speed of 100m/
system was getting on in years,’ said Philipp min also ensure high levels of performance
Civan Lasers
Klostermann, managing director of Otto and speed. There is no need for a full
Klostermann. ‘It was no longer state of the enclosure with the CO2 laser, as an on-
art, and there were no spare parts available board laser beam protection hood complies
for it any longer. As the laser machine is with class 1 laser safety, with the additional
totally loaded all year round, it was clear that benefit of easy access for loading and
we needed a new one.’ unloading, even during operation.
The new cutting machine was selected ‘What is more,’ said Klostermann, ‘the
because it is specifically designed for infinitely rotating bevel head enables us
large plate processing, being capable of to perform continuous bevels from -45° to
processing large steel sheets weighing +45°. Furthermore, we cannot only prepare
many tonnes. The company is now able countersinks with the highest surface
to cut components out of mild steel up quality directly during the cutting process,
Civan’s 100kW single mode, continuous wave
coherent beam combining fibre laser offers to 25mm thick, or from stainless steel up but we can also cut and mark with the same
advantages for shipbuilding to 20mm thick. The on-board laser beam tool – a saving in costs and time.’ l
16 LASER SYSTEMS EUROPE AUTUMN 2021 @LASERSYSTEMSMAG | WWW.LASERSYSTEMSEUROPE.COMYou can also read