HERMES BONDED ABRASIVES - BONDED ABRASIVES
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Bonded Abrasives Hermes Bonded Abrasives

Grinding processes are subject to continuous
change with the objective of constant improve-
ment of workpiece quality and process
productivity. this can be achieved by
using new and optimized grinding
systems and parameters. the core
of the process is the bonded
abrasive. it’s composition is
a key determining factor in
the quality and performance
values of the process.
Contents Hermes – an overview ..................................................... Page 4 Process and research ...................................................... Page 6 Abrasives, variants and properties .................................... Page 8 Grit size ......................................................................... Page 10 Grit selection ................................................................. Page 11 Hardness........................................................................ Page 12 Structure ........................................................................ Page 13 Bonds and additional treatments ...................................... Page 14 Specification and designation of bonded abrasives ............ Page 16 Tools for gear honing ....................................................... Page 17 CBN and Diamond bonded abrasives ................................ Page 18 microlite bonded abrasives ............................................. Page 19 Come and see our new page – www.hermes-schleifkoerper.de ........................................ Page 19
Hermes – a competent “grinding” partner all over
trAdition hAs A Future At herMes
Hermes Schleifmittel is a company with roots going back as far as 1927. Hermes does not
only hold a key market position in producing precision bonded abrasives, but it is one of
the world‘s leading manufacturers of coated abrasives.
Hermes owes this market position to its insistence on absolute top quality. We feel obliga-
ted to this tradition and it is our primary guiding principle for the future. This is an obligation
that is the greatest possible motivation and to which we devote all our energies and commit-
1 ment. Rooted in tradition, looking to the future.
Hermes maintains numerous production facilities and sales offices in all the main industrial
and emerging nations of the world. This emphasizes Hermes‘ international commitment
and its efforts to provide its customers with competent local consulting services.
hermes France hermes Great Britain hermes Germany hermes poland
2
hermes Bulgaria
hermes china
3
hermes singapore
hermes canada hermes usA hermes Austria hermes romania
4
herMes Bonded ABrAsives
A selection oF our sites
Bonded abrasives are manufactured in our German plants in Dresden and Uetersen.
1 | Hermes Schleifmittel GmbH & Co. KG Using modern machines and production processes, these facilities produce high-perfor-
Hamburg, Germany mance tools, which are primarily supplied to industrial customers throughout the world.
Continuous process development is the route we are taking to satisfy ever more demand-
2 | Hermes Schleifkörper GmbH
ing quality and performance requirements.
Dresden, Germany
3 | Hermes Schleifmittel Ges.m.b.H. & Co. KG
Bad St. Leonhard i.L., Austria
4 | Hermes Abrasives Ltd
Virginia Beach, USA
4
the world
sustAininG nAture And environMent
Compliance with national and international laws and regulations is one of the key principles
of Hermes corporate policy and protection of the environment is a core constituent of our
corporate responsibility.
As a consequence, as long ago as 1996, Hermes was the fi rst European abrasives factory
to be successfully audited on a voluntary basis in line with the EMAS (Eco-Management
and Audit Scheme).
The management system, currently being implemented, covers all areas of the company.
All processes relevant to the environment and also to quality are being described and moni-
tored internally, as well as certified externally by the TUV-Nord organization in line with DIN
EN ISO 14001 : 2009.
QuAlity – our trAdeMArK
Bound to tradition on the one hand, and a pioneering developer of innovative products on
the other, Hermes puts greatest emphasis on the production of high-quality, state-of-the-
art abrasives.
To ensure this high standard of quality to be pursued and also expanded still further in the future,
the TÜV NORD CERT auditing company awarded the Hermes Group the quality seal for
meeting the requirements of DIN EN ISO standard 9001.
Our customers – in other words you – benefit considerably from this reliability.
innovAtions Are our pAssion
A broad range of material development
Developing components of bonded abrasives, which determine function and turning
them into new, innovative products for abrasives technology is the focus of Research &
Development work in Bonded Abrasives.
An important task is constant continued development of existing ceramic bonds and the
development of new ones, both for conventional aluminium oxide and silicon carbide bon-
ded abrasives and for our premium products using ceramic grit and superabrasives.
This also includes refining abrasive grain for use in bonded and coated abrasives. With
stitch-bonded cloth, we develop customer-specific designs of stitch-bonded cloth to con-
vert the potential of these products into added value for customers.
developments in production technology
An inseparable component of our R&D work is optimization of material processes in bonded
abrasives production. Innovations in this area lead both to the introduction of completely
new working steps and to an increase in production reliability – and thus to improved
product quality or reduced costs.
in-house grinding trials
We are able to use our own grinding trial setup. This enables us to determine application-
appropriate characteristic process variables before using new bonded abrasives at our cu-
stomers‘ premises, thus significantly increasing the success rate of our samples.
collaborating to reach the goal
To implement research and development results, we collaborate closely with Customer
Service, product engineers and product managers in the company. With these interdiscipli-
nary teams, we ensure the necessary focus on market-appropriate innovations.
5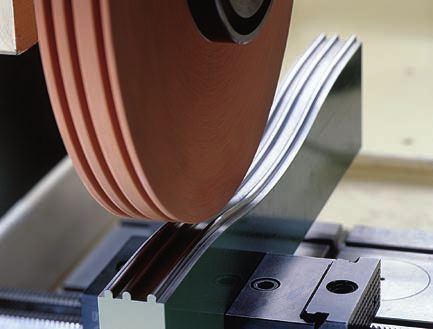
Process Grinding applications
Surface grinding
• using peripheral grinding process
Grinding is one of the • using creep-feed grinding process
most important pro- • using profiled wheels in a profile/surface grinding process
• using continuous-dressing grinding process
duction processes for
• using segments
generating the required • using cups
workpiece geometry • using rings
and its surface quality. • using cemented or screw mounted abrasive wheels
Production engineering Internal cylindrical grinding
defines grinding as External cylindrical grinding
“machining with geo- • between center longitudinal grinding (oscillating grinding)
metrically undefined • between center straight plunge grinding
cutting edges”. Via the • between center angle approach grinding
surface to be generated • centerless plunge grinding
and its characteristics • centerless through feed grinding
and the kinematics of Thread grinding
the stock removal process, one arrives at a series of different pro- Tooth flank grinding
duction processes including surface grinding, cylindrical grinding, • gear generating grinding
roll grinding and so on. • gear profile grinding
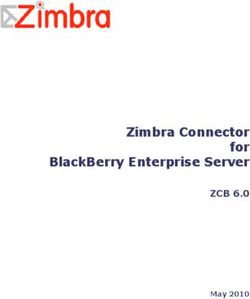
The most important variables affecting these processes can be re- Tooth flank honing
corded systematically using the following schematic. The grinding • using honing rings with internal teeth
system and parameters to be specified determine the outcome of • using honing wheels with external teeth
the work. The grinding process can be described and optimized Tool grinding
using these characteristic variables. • hand-held on backstand
• on tool grinding machines
Of the system variables, the bonded abrasive occupies a central • on saw-sharpening machines
role. Its composition is a key determining factor in the characteristic
Rough grinding
quality and performance values of the process.
Relationship between input variables and grinding results (acc. to König)
Imput variables Grinding process Result
System Grinding parameters Characteristic process Technology
variables
Machine Infeed Cutting forces Workpiece
• Type • Shape accuracy
• Properties • Dimensional accuracy
Feed rate Performance
Workpiece • Surface quality
• Edge zone influence
• Geometry
• Workpiece material Workpiece speed Wear Abrasive wheel
Bonded abrasive • Wear
• Geometry Cutting speed • Loading
Temperaturee
• Composition Cooling lubrication
Dressing tool Dressing conditions • Contamination
Process time • Change of condition
• Type
Cooling lubrication Feed pressure Interference variables Economy
• Type Flow rate • Vibrations • Productivity
• Feed • Temperaturee • Production costs
6
Research
Basic Hermes research is involved among other things with the effects on the out-
come of work of varying grinding system and parameters.
This work provides information which shows, for example, the effect of variations
in input parameters on the grinding result and indicates options for increasing the
performance of the abrasive tool.
The diagrams below are an excerpt of results which can be used as a guide in
practical applications.
Effect of cutting speed v c
16 m/s
20 m/s
33 m/s
Effect of specific stock removal rate Q' W
G = 63%
G = 85%
G = 100%
7
Abrasives Overview of abrasives
Friable Semi-friable Microcrystalline
aluminium oxides aluminium oxides aluminium oxide
An abrasive has to have the following properties: with mixtures with mixtures
• high hardness EKW HK SK
• sharp cutting edges EKR HKW Silicon carbide
• high thermal resistance EKD HKR with mixtures
• chemical stability EKT HKD SCG
• tendency to splinter EWR HKT SCS
• high degree of consistency of Charge properties EWD HKN CGW
ERD Regular CSN
These requirements are satisfied only by the synthetically EWT aluminium oxides CSE
produced hard materials: ERT with mixtures CST
• fused aluminium oxide (Al2O3), EDT NK
• microcrystalline aluminium oxide (Al2O3), FP NKW Zirconia alumina
• silicon carbide (SiC), TKR NKR with mixtures
• cubic boron nitride (CBN), EKE NKD ZK
• diamond (D). NKT NK ... Z
The preferred abrasives are shown in bold type (e. g. EKW).
They are therefore used intensively in modern grinding technology.
Strength of the abrasive
Grinding force G ratio Roughness Temperature
F G R T
tough brittle tough brittle tough brittle tough brittle
Variants and properties
deburring, often in conjunction White, pink and ruby aluminium
with extremely tough zirconia oxide make up the family of
alumina. friable aluminium oxides.
Regular aluminium oxide is also They are characterized by
used in either its pure form or much cooler grinding as the
as a mixture with semi-friable colour red (i.e. degree of alloy)
and friable aluminium oxide intensifies, so toughness in-
for precision grinding with ad- creases.
equate coolant supply.
Regular aluminium oxide Semi-friable aluminium oxide
Regular aluminium oxide Semi-friable aluminium
has a high degree of tough- oxide has cooler grinding pro-
ness. In the grinding process, it perties but is less tough. It is
is characterized by long wheel used in large areas of precision
life but not particularly cool grinding technology, also in mix-
grinding. Regular aluminium tures with friable aluminium
oxide is used for off-hand and oxides.
handguided processes for
roughgrinding, smoothing and
Zirconia alumina Ruby aluminium oxide
8
The long wheel life of mono-
crystal aluminium oxide is Microcrystalline aluminium oxide
superior even to that of normal Sapphire Blue ®.
and ruby friable aluminium The microcrystalline alu-
minium oxide CB “Sapphire
oxide and it does not develop
Blue ® ”, developed by
additional heat. Hermes and produced by uti-
lising the SOL-GEL process,
demonstrates especially
high performances. This ab-
rasive combines the coolest
Mono-crystal aluminium oxide
possible grinding with
minimum wear in an order
of magnitude not achieved
Sinterkeramik „Sapphire Blue“
Silicon carbide is harder and by fused aluminium oxides.
less tough than aluminium A typical application for “Sapphire Blue” is the precision grinding of
hardened, nonalloyed, alloyed and highly-alloyed steels.
oxide. Though it does tend to
be subject to chemical wear
on ferrous metals, its per- Conventional aluminium oxide abrasive grain
formance is unsurpassed for
creep-feed grinding highalloy
100 %
74 %
steels or generating especially
highquality surfaces. Silicon
carbide is usually used for Silicon carbide
grinding glass, ceramic or natural stone, for nonferrous and hard CB microcrystalline aluminium oxide abrasive grain
metals and for organic materials. The green variant of silicon car-
bide is suitable for precision grinding, whereas the black variant is
100 %
95 %
better suited to rough grinding, especially grey cast iron.
Condition of grit after comparable usage
Cubic boron nitride (CBN)
is the second-hardest material Changing the abrasive results in changes to G ratio and grinding
after diamond, but has greater force. The CB microcrystalline aluminium oxide results in an es-
pecially high G ratio for a moderately increasing normal force (see
thermal resistance and is not
also graph below).
subject to chemical wear when
cutting steel. With cubic boron
nitride, up to one hundred
times longer wheel lives can
be achieved compared to alu-
Cubic boron nitride (CBN) minium oxide abrasive wheels.
CBN is especially suitable for processing steels which are hard
to cut and for the high-performance grinding of high production
volume components.
Diamond is the hardest ma- Aluminium oxide variants and CB with different G ratios and grinding
terial known, but when pro- forces. (Test with F 36 at Q' W = 20 mm3 /(mms). (CB was not yet in the
self-sharpening range which usually results in smaller forces.)
cessing steel, tends to be
subject to chemical wear. Its
high degree of hardness can
be exploited to the full when
processing hard metals, poly-
crystalline diamond, glass,
ceramics, natural stone and
organic materials. Diamond
9
Grit size
Aluminium oxide, sintered ceramic and Diamond and CBN
silicon carbide
The grit size indicates the size of the individual particles of abrasive The grit sizes of these abrasives are standardized by the FEPA
grit. The sizes are described by means of the grit particle distribu- standard. The numbers give average grit diameter in μm. In this
tions (F 8 - F 1200) standardized in DIN ISO 8486-1. The desig- case, a large number indicates a coarse grit (e. g. 181) and a small
nation (e. g. F 60) describes the mesh width of a screen given in number (e. g. 46) a fine grit.
number of mesh squares per inch. Grit size F 60, for example, is
defined by the 60 mesh squares of the nominal screen for one inch
of screen length. A large number therefore describes a fine grit
and a small one a coarse grit.
Grit size
Grinding force G ratio Roughness Temperature
F G R T
coarse fine coarse fine coarse fine coarse fine
Grit sizes
F 8 – F 220
Coarsest grit
Medium grit
Finest grit
Grit size [ µm]
Scatter
Grit size to DIN ISO 8486-1
Grit sizes
F 230 – F 1200
Coarsest grit
Medium grit
Finest grit
Grit size [ µm]
Scatter
Grit size to DIN ISO 8486-1
10Grit selection
Together with hardness, the selection of grit size has a key influence
on the grinding result. Grit size is selected to achieve specified rough- Summary of grit sizes
nesses and radii. Grit sizes F 46, F 60 and F 80 are most frequent- Coarse Medium Fine Very fine
ly used for precision grinding. F8 F 30 F 70 F 230
It is possible and often also advantageous to combine grit sizes. F 10 F 36 F 80 F 240
This is stated in the specification of the bonded abrasive. F 12 F 40 F 90 F 280
F 14 F 46 F 100 F 320
Examples F 16 F 54 F 120 F 360
F 20 F 60 F 150 F 400
Example 1: When grinding the outside diameter of a shaft, a rough-
F 22 F 180 F 500
ness of R z ≤ 2 µm is required. Three grit sizes come into question:
F 24 F 220 F 600
F 60, F 80 or F 100. If the specified surface is critical, F 100
F 800
should be selected.
F 1000
Example 2: If a specific radius has to be guaranteed in addition F 1200
to a specified surface, the finer grit size in each case should be
selected.
Specified surface quality R z ≤ 3 µm a select grit size F 60,
Radiusspecified R = 0.25 mm a select grit size F 100
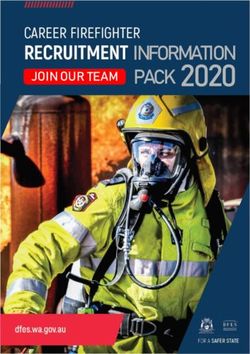
Effect of grit size on roughness, assuming a well controlled cylindrical grinding process
(external cylindrical oscillating)
1.15
1.00
0.85
Roughness R Z [µm]
Roughness Ra [µm]
0.71
0.57
0.42
0.28
0.14
Grit size to DIN ISO 8486-1
Notes • when surface grinding with the circumference a select 1 grit size coarser
• when creep-feed cylindrical grinding internally or externally a select 1 to 2 grit sizes finer
Workpiece radius achievalble as a function of grit size
Radius [mm]
Grit size to DIN ISO 8486-1
11Hardness Degree of hardness
Extremely soft Hard
The nominal hardness quoted in the specification is indicated by the A, B, C, D P, Q, R, S
letters “A” (extremely soft) to “Z” (extremely hard). This hardness is Very soft Very hard
a measure of the force required to break a particle of grit out of the E, F, G T, U, V, W
bonded abrasive structure. It is controlled by the strength of the links
Soft Extremely hard
in the bond and by the inherent strength of the bond.
H, I, Jot, K X, Y, Z
Rising nominal hardness in a specification and process management
which otherwise remain constant yields a higher G ratio (less wear) Medium
but also higher grinding forces and thus higher temperatures at the L, M, N, O
surface of the workpiece. A bonded abrasive of an ideal hardness
sharpens itself as it works. This is as a result of grit splintering and
breaking up or off. In the process, workpiece tolerances for shape
and dimensions as well as surface quality are maintained. Too hard a Effect of different hardnesses
bonded abrasive prevents selfsharpening. Reject parts may occur as
a result of the workpiece burning, as well as unacceptable deviations
in shape and dimensions. Although too soft a bonded abrasive will
grind cool, it will wear so fast that in this case too, tolerances cannot
be maintained.
Nominal hardness is not always equivalent to the processrelated
effective hardness of the bonded abrasive. A bonded abrasive con-
taining normal aluminium oxide with the same nominal hardness as
a friable aluminium oxide wheel, for example, will usually cause burns
on the workpiece. The effective hardness of a bonded abrasive can
be varied within wide limits by managing the grinding process.
Three-components Bond Quantity Variants
diagram
Soft wheel Hard wheel
Hardness
Grinding force G ratio Roughness Temperature
F G R T
soft hard soft hard soft hard soft hard
12Structure Classes of structure
Dense Porous
The structure of the bonded 0, 1, 2, 3 12, 13, 14, 15, 16, 17,
abra
sive is indicated in the 18, 19, 20, 21, 22
Medium
specification by the figures 4, 5, 6, 7 Key numbers
“1” (very dense) to “22” (very
Open 1 … 97
open).
8, 9, 10, 11
This structure number is a
measure of the concentration
of abrasive in the bonded abra-
sive. It drops continuously from
structure number 1 to 22, with Effect on tangential force of different
the distance between the cutting edges increasing in the process. structures for the same nominal hardness.
The structure has to be adapted to the grinding process and to the
material to be cut.
Typical for the cylindrical grinding of steel is structure 4. Structures
7 to 12 are required for surface grinding at the circumference, and
structures 14 to 19 for creep-feed grinding. The influence of the ma-
terial on selection of the appropriate structure is particularly obvious
when processing rubber. In this case, it is only possible to grind eco-
nomically using structure 18 or even more open structures.
Structure variants
Medium-dense structure Open structure
Structure
Grinding force G ratio Roughness Temperature
F G R T
dense open dense open dense open dense open
13Bonds Vitrified bonds for aluminium oxide
bonded abrasives
Application Name
Vitrified-bonded abrasives are fired at high temperatures of up
to approx. 1400°C. Universally applicable bonds VA VC V20
(VA = red)
All the sintering stages possible in terms of production technology,
Bonds with improved performance V62 V02 V14 V354
from porcelain to glass bond, from the softest to the extremely potential
hard bond, are available to suit the machining task in question.
Vitrified high-performance bonds, VH V30 V11 V61
In bonded abrasives with bonds of different strengths, it is possible not available for all dimensions
to achieve an identical G ratio by varying the quantity of bond. In Standard and high-performance VE V09 V21 V096
this case, smaller grinding forces are achieved. bonds for microcrystalline
Resin-bonded abrasives are cured at a max. temperature of alluminium oxide
190°C. Compared to vitrified-bonded abrasives, they are less rigid, For very hard and fine-grained V33
but are more impact-resistant. abrasives
Their high degree of thermal resistance and brittleness mean that Vitrified bonds for silicon carbide
phenol resins are mainly used. They can be mechanically elasticized bonded abrasives
or chemically modified to make them resistant to lubricants. Fillers
to promote grinding also have a cooling effect on the process. Application Name
Resin-bonded abrasives have proved their worth as longlived and Universally applicable bonds V5 V18
good self-sharpening tools primarily in centerless through feed, roll For low and average hardnesses V40
and side grinding. They are also used for off-hand grinding and For average and high V06
hand-guided grinding. hardnesses
For high and very high V7 V15
hardnesses
For creep-feed grinding V4
Grinding forces with different strength bonds
and different quantities of bond
Bond post (SEM image)
Strength of Bond
Grinding force G ratio Roughness Temperature
F G R T
low high low high low high low high
14synthetic resin Bonds
Application name type
For special wet-grinding processes with soft and medium-hard bonded BE modified phenol resin
abrasives, e. g. for roll grinding B20
B70
Standard bond for wet-grinding with soft and medium-hard BW
bonded abrasives B30
B50
For centerless bar grinding BC2 phenol resin / filler mixture
B60
For rough grinding, dry BST
For rail grinding BST
For wet-grinding processes in which extra soft-acting bonded abrasives BG1, BG2 modified phenol resin
are required B10
Different flow characteristics of bonds at the same firing temperature
Additional speciAl instructions
specification system impregnation types
treatments A, X, Y, Z, Z1, HZ, G, B
porous structures
X, XC, XO, XP, XS, XT, XZ
special curing
z. B. P45, P32, 13/47 SH
For special grinding operations, bonded abrasives can be given
additional treatments.
• Impregnating a bonded abrasive with sulphur (XS) leads to
cooler grinding, better stock removal, improved surface and higher performance, especially for internal cylindrical grinding, honing and
superfinishing.
• Another impregnation option is to fill the pores of the bonded abrasive with wax (XC and XP).
• To improve edge stability, the side surfaces of bonded abrasives intended for circumferential grinding can be impregnated with resin
(XO). It is possible to treat cup wheels of shapes 6 and 11 similarly.
• Soft bonded abrasives whose inherent strength is inadequate for elevated circumferential grinding speeds can be impregnated with
resin (XZ) in an area around the bore which ensures the required protection from fracture due to centrifugal forces.
15example specification: 3sK3 60 h12 veG coloured stripes indicating
max. operating speed
Abrasive Grit size hardness structure type of Bond special instruction
3SK3 60 H 12 VE G
designation of bonded abrasives (wheel + label) none:
below 40 m/s
blue:
max. 50 m/s
yellow:
max. 63 m/s
red:
max. 80 m/s
green:
max. 100 m/s
blue/yellow:
max. 125 m/s
blue/red:
max. 140 m/s
blue/green:
specification permitted rpm Max. operating speed
max. 160 m/s
yellow/red:
max. 180 m/s
yellow/green:
max. 200 m/s
red/green:
max. 225 m/s
blue/blue:
max. 250 m/s
yellow/yellow:
max. 280 m/s
red/red:
max. 320 m/s
green/green:
max. 360 m/s
16 Hermes bonded abrasives are manufactured and tested in accordance with oSa safety regulations. They satisfy or exceed the requirements of standards
EN 12413 (safety requirements for bonded abrasive products) and EN 13236 (safety requirements for superabrasives (diamond and boron nitride)).Tools for herMes speciFicAtions
For honinG rinGs And honinG wheels
gear honing Friable aluminium oxide or
microcrystalline sintered ceramic
Resin-bonded friable aluminium oxide
Example specification: ewt 150/1 v2 B13 or
Resin-bonded mixture of highly abrasive microcrystalline
sintered ceramic and white friable aluminium oxide.
Example specification: 3sK3 150/1 v2 B13
profine
Conglomerates of a defined particle size in a matrix made of
synthetic resin and abrasives.
Friable aluminium oxide or microcrystalline aluminium oxide grit
can be used equally for the conglomerates and the matrix. These
tools are used for performance honing with high level of stock
removal.
Hermes honing wheel with external teeth and Example specification: profine 8A4 1610 w-1 B13
Hermes honing rings with internal teeth
hermesit
Gear honing is a continuous fine-processing method in which the
Hollow ceramic spheres coated with common abrasive particles
honing tool and the workpiece roll off one another. The crossed in a matrix made of synthetic resin and abrasives.
axes angle between the workpiece and the tool axis results in a Type of grit and grit size can be varied both in the matrix and
sliding movement in the processing area running diagonally from in the Hermesit sphere.
the tip to the base of the tooth. The surface structure consequently Example specification: hermesit c3 100 w0 B13
generated on the face of the tooth is typical for this microgrinding
cerfine
process.
Ceramic-bonded friable aluminium oxide or
As the final processing step for tooth flanks in gear production, microcrystalline sintered ceramic.
gear honing should be integrated in the overall production se- Example specification: cerfine c3 220 p4 v09
quence as follows, with a distinction being made between three
variants: Fässler honing, power honing and RZF honing.
A distinction is made between two types of tool for gear honing: hobbing / shaping
• honing rings with internal teeth
• honing wheels with external teeth hardening
The honing rings/wheels consist of a synthetic resin matrix in
which abrasive grit made of friable aluminium oxide, “Sapphire Hard shaving
Tooth flank
rZF grinding
grinding power honing
Blue” microcrystalline aluminium oxide or conglomerates and
Hermesit hollow spheres are embedded. (internal teeth)
e. g. Gleason- rZF honing
The main objective of gear honing is to reduce noise in the gear as Fässler honing hurth
(internal teeth) (external
a result of the altered surface structures of the tooth flanks. teeth)
Further improvements are:
Gear assembly
• reduced roughness
Übersicht Verzahnungshonen
• improved concentric running
• elimination of damage coMputer-Aided desiGn cAlculAtion
• correction of distortion on hardening
• extension of workpiece service life
Many years’ experience in gear honing mean that Hermes has the
expertise and the technology to design the tooth geometry for ho-
ning rings.
17CBN and diamond Main Applications
CBN
bonded abrasives • Steel materials which are difficult to cut and have a high pro-
portion of alloy, hardness primarily > 55 HRC
• High-speed steel, steel castings, roller bearing steel, grey cast
iron, stainless steels, tempered castings, heatresistant steels
Modern grinding technologies are increasingly requiring the use of Diamant
very hard cutting materials based on synthetic diamond and cubic • Hard, brittle, short-chipping and nonferrous metals
boron nitride (CBN). Vitrified-bonded CBN wheels in particular have • Hard metal, glass, ceramics, quartz, semiconductor materials,
proved their worth in the field in large-scale mass production grin- plastics, glass fibre-reinforced plastics
ding in the automotive and roller bearing industries, for example. In Application benefits
these fields, much longer wheel lives and much Hermes supplies a comprehensive selection of vitrified bonded
shorter process times have led to economic be- CBN and diamond bonded abrasives. Together with structure
nefits. Hermes vitrified-bonded CBN and diamond control of up to 55% pore volume, it is possible to customise
abrasives are used especially successfully in the product optimisation and provide unique application benefits:
following methods: • maximum wear resistance and profile retention
• much longer wheel lives
• bore grinding • outstanding good dressing and
• external cylindrical and creep-feed grinding profiling ability
• profile grinding • applicable at very high cutting speeds
• thread grinding • high specific stock removal rates
• roll grinding • considerable reduction in costs
• centerless grinding through reduce processing time
• reduced tool usage
• camshaft and crankshaft grinding
• heat damage to edge areas avoided through
• double-sided surface grinding high thermal conductivity
• hard metal grinding with diamond bonded • generating surface compressive tension
abrasives
The product range comprises all the common shapes as per DIN EN 13236 up to D = 750 mm with single continous or
segmented layer and max. operating speeds of up to 160 m/s.
Shape / Dimensions
Shape Diameter Width Layer depth Bore Dimensions
D X H in mm
1A1 20 10 3 8
Specifications
Grain Abrasive Grit size Hardness Structure Type of Bond Special Concentration Max. operating
instructions speed (MOS)
10 D 64 S 3 V04 R 100 40
12 B 64 X 4 V31 K 240 63
Specification variants
Grain Abrasive Grit size Hardness Structure Type of Bond Concentration Special
CBN Diamond CBN Diamond to FEPA instructions
10 ... 19 10 ... 14 B D 301 A – V04 25 R
20 ... 29 20; 28 251 B 18 (very open) V24 50 K
30; 31 30 213 : : V241 75
40 43 181 H (soft) 14 (open) V242 100
50 ... 52 50 ... 52 151 : : V31 125
60 ... 76 and others 126 M (medium) 10 (medium) V41 150
and others 107 : : V42 175
91 P (hard) 4 (dense) V95 200
76 : and others 220
64 R (very hard) 240
54 :
46 Z
Fine grit Artifical pores Example specification:
40 /4 28B 64 M4 V242 175,
: /8
18 6.3 / 12 and others
63 m/smicrolite- vAriAnts
Grain Grit range
bonded abrasives Silicon carbide, green
Regular aluminium oxide
F 16 - F 600
(F 800)
external diameter width
40 mm - 400 mm 10 mm - 150 mm
max. operating speed Bindungen
(Mos)
18 m/s - 35 m/s BU10 bis BU70
(depends on hardness)
example specification
F1 150 x 10 x 51 SCG 46
BU60 22 m/s
ApplicAtions
Polishing, decorative grinding, deburring, cleaning, descaling
MAteriAls
• Non-ferrous metals: brass, aluminium, titanium, bronze
With their polyurethane bond, • High-temparature steels: Inconel, Nimonic
Hermes microlite bonded abra- • Stainless steels, metal carbide, cast iron, ceramic, glass,
sives satisfy the most stringent re- plastic, wood, glass fibre-reinforced plastic
quirements regarding the gloss and
fine finish of surfaces when processing a wide variety of materials. They are elastic and their outstanding
adaptability makes them especially suitable for finegrinding and microdeburring.
Come and see our new page –
www.hermes-schleifkoerper.de
Our new website www.hermes-schleifkoerper.de is a continu-
ously updated and important information platform for customers
and interested parties. There you will find useful information for
planning and purchasing Hermes abrasives.
That database-supported website informs you about new products
and application solutions and provides you with facts and figures of
Hermes Bonded Abrasives.
Numerous useful functions help you quickly and easily find out
everything you need to know about Hermes abrasives. So, the
interactive agent locator, for example, can be used to find a list
of Hermes experts (both desk and field staff) – all over the world,
which goes without saying.
Wherever you may be on our websites, whether in the “Service”
area or in the application solutions – you will always have the oppor-
tunity to download information about our products and application
solutions for immediate use on your PC, tablet or smartphone.
Give it a try! We are looking forward to your visit.
19Hermes Schleifkörper GmbH Lohrmannstrasse 21 01237 Dresden, Germany Tel. +49 351 28 01-0 Fax +49 351 28 01-392 info@hermes-schleifkoerper.de www.hermes-schleifkoerper.de 30 E . 31.90 . The rigth to make amendments is reserved.
You can also read