Digitized mobile process-reliable bolting of safety-critical bolt joints in the industry or: how to get bolt joints "to speak"
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Digitized mobile process-reliable bolting of safety-critical bolt joints in the industry or: how to get bolt joints „to speak“ Author: Patrick Junkers HYTORC–Barbarino & Kilp GmbH – Krailling near Munich – Germany ngn – new generation network GmbH Ein Unternehmen der Vogel Communications Group GmbH & Co. KG
Before we start – my personal and our special thanks to: Mrs. Johanna Erbacher Produktmanagerin | Digital Cooperations Industrial generation network Vogel Communications Group GmbH & Co. KG - Würzburg http://www.vogel.de Mrs. Beatrix Stagl Teamleiter Operations industrial generation network ngn – new generation network GmbH - Berlin Website: www.industrial-generation.network The two ladies are doing an excellent job !!! Thank you very much for your great support !!! 15.05.2020 2

Facts about bolting application in the industry Regular inspections and maintenance are necessary in order to avoid costly system failures and to ensure operability. Bolted joints must also be checked to determine whether there are any impermissible changes compared to the approved version. Checking the preload is an essential test criterion, because self- loosening of bolt-joints is a high safety risk. That means short and therefore expensive inspection intervals on bolt-joints. 15.05.2020 3

Facts about bolting application in the industry The knowledge of the real preload force-time behavior of planned preloaded bolting-connections enables the design and construction of low-maintenance /-free bolt connections for the industry. That means: Operating costs can be reduced through longer inspection intervals, costly checks can be reduced, or the replacement of complete bolt-joints can be prevented. That means: The work and plant safety as well as the operating costs of bolting applications in the industry can be significantly optimized, whereby a more cost-effective generation of bolted products is achieved. 15.05.2020 4

Torque-controlled bolting Where does the torque value originate from ? But bolt manufacturers also give recommendations for torque values, which is then used as a technical specification. 15.05.2020 5

Torque-controlled bolting Where does the torque value originate from ? Or the torque values are calculated after Norms and Standards like here for the oil and gas industry. (schettki@rohr2.de) 15.05.2020 6
Why can bolt-joints fail?
Technology as a factor!
- Incorrect design and calculation of the bolt-joint
- Low strength of the nut or bolt (quality)
- Thread tolerances too big
- Slight inclination of the Nut contact surface
- Reaction problems when tightening or loosening nuts and bolts
- The coefficient of friction is too low or too high
- - due to impermissible additional lubrication of the
individual components
- due to incorrect application of lubrication
from the bolt manufacturer
- when bolts and nuts get moist / wet lubricants tend
to absorb water
- due to improper transport and storage the bolts and nuts
15.05.2020 7
Conclusion: To tight or to loose a bolt-joint
connection is a complex process! (see Ishikawa-Diagram)
Determining Factors for R&D activities:
Losses through
Friction Component
Settlement
Lubrication Material Hardness
Tightening Speed Lack of Training Lack of Training
Surfaces Component Clearance Gaps Paint / Coating Geometry Hydrogen Embrittlement
Temperature Surface Pressure Size Accuracy
Drill Hole Gaskets / Seals Rolling Defect
Humidity Coating Joint Parts Material Defect
Wax Cracks
Surface Humidity Joining Method Surface Defects
Temperature Tightening Speed Phosphor Diffusion
Lack of Training Grip Length Ratio Shrinkage Cavities
Connecting Tightening Method
Specified Control Unit Surface Waviness Target Unit
Torque / Angle / Force / … Measurement Method Bolt Load
Tightening Method-Tools
Hardness Circumstances Length of Cycle Reaction Method
Process Reliability
Thermal Capacity Available Space
Tightening Method Fixation Error recognition
Dimensions Cleanliness
Surroundings Supply Driver / Operation Method Bolting Time
Safety Standards and Norms Rework Standard Requirements
Back-Up Wrench Accuracy
Calculation Drawing Requirements Error Detection Assembly Reliability
Work Area
Engineering Manufacturing Tool
15.05.2020 8
VDI – Statement (Verein Deutscher Ingenieure)
„However - The high standards set for industrial bolting in
terms of process capability and legal safety requirements are
already becoming higher today and are predetermined to
become even higher in the future. As early as during the
planning phase, the responsibility for choosing the right bolting
technology to meet the respective bolting case is delegated to
developers. That choice has an immediate effect on the
technology to be used, process and quality assurance and final
product liability – while all this is subject to profitability
pressure”
(Quote by the Association of German Engineers (VDI) – October 2015
General information on the 2016 Symposium on Bolting hosted by VDI)
15.05.2020 9
Guideline VDI / VDE 2862 – Part 2
Since 1st of February 2015 there is a new guideline from
the VDI / VDE ( Association of German Engineers), called
VDI / VDE 2862 – Part 2
( It is in German and English Language)
„Minimum requirements for application of
fastening systems and tools“
Application in plant construction, mechanical
engineering, Equipment manufacturing and for
flange connections under pressure boundary
(15.05.2020
www.beuth.de ) 10Guideline VDI / VDE 2862 – Part 2 The VDI/VDE-2862-Part 2 serves as basis for the use of fastening systems and tools in all fields of plant construction and mechanical engineering. It defines joint types ( A, B or C ) and the minimum requirements applicable to the assembly tools used. This standard applies to all fastening locations or threaded fasteners in equipment manufacturing, plant construction and mechanical engineering, and also to the assembly of flanged connections in components under pressure. It concerns all entities or companies involved in the manufacture, assembly, maintenance and repair of equipment, installations or machines. Definations of (Risk-) categories: Category A – High risk, danger to life and limb or to the environment Category B – Medium risk, operational malfunction or system shutdown Category C – Low risk, non-critical 15.05.2020 11
Guideline VDI / VDE 2862 – Part 2
Minimum requirements for applications of fastening systems and tools for
Category A – High risk, danger to life and limb or to the environment.
- Directly measured control factor (e.g., torque, rotation angle, elongation)
- Directly measured monitoring factor (e.g., torque, rotation angle,
elongation)
- Redundant design of a measurement sensor for direct acquisition of the
control and / or monitoring variables. Note: This can be also be
achieved with a plausability check.
- Control factor and monitoring factor must not be identical
- Fastening results made available for further processing
15.05.2020 12Directive VDI / VDE 2862 – Part 2
Minimum requirements for applications of fastening systems and tools
for Category B – Medium risk, operational malfunction or system
shutdown.
- Directly or indirectly measured control factor (e.g., torque, rotation
angle, elongation)
- Directly or indirectly measured monitoring factor (e.g., torque,
rotation angle, elongation)
- Control factor and monitoring factor must be available
- Fastening results made available for further processing
15.05.2020 13Directive VDI / VDE 2862 – Part 2
Minimum requirements for applications of fastening systems and tools
for Category C – Low risk, non-critical
- Directly or indirectly measured or acting control variable
(e.g., torque, angle of rotation, elongation, pressure)
15.05.2020 14How to fullfill the Guideline VDI / VDE 2862 – Part 2
To fullfill all the requirements of VDI/VDE-2862 – Part 2
and more – with INDUSTRY-4.0 in mind, the solution is
the ECO2Touch Process- and Documentation-Pump with
Data Recording in combination with hydraulic Torque-
Wrenches m o s t l y with removable Angle-Sensor
+ =
Standard-Eco-Pump Touch-Control-Unit ECO2Touch-Pump
15.05.2020 15How to fullfill the Directive VDI / VDE 2862 – Part 2 With Standard hydraulic Torque-Wrenches adjusable torque from 50 Nm to 190.000 Nm m o s t l y with Angle-Sensor 15.05.2020 16
How to fullfill the Directive VDI / VDE 2862 – Part 2 With Standard hydraulic Torque-Wrenches adjusable torque from 50 Nm to 190.000 Nm m o s t l y with removable Angle-Sensor Left: HY-60 XLCT hydraulic low clearance Ratchet-Link Tool Hexsize: 240mm (82.000Nm) Right: Avanti-130 hydraulic torque tool 3-1/2 Inch (188.700 Nm ) 15.05.2020 17
Process-safe and reliable hydraulic bolting with the Eco2TOUCH ECO2Touch bolting methods with Data Recording: DGA = Torque-controlled tightening (indirect) DGD = Torque-controlled, angle monitored tightening DDW = Torque & Angle controlled tightening DGS = Torque-controlled, yield-point monitored tightening SGD = Yield-point controlled, angle monitored tightening SGA = Yield point controlled tightening 15.05.2020 18
Process-safe and reliable hydraulic bolting with the Eco2TOUCH VGA / ADA = Axial torque controlled tightening for all HYTORC Fasteners and reaction arm-free bolting, hence, simplifying tensioning of bolted connections. (with Pressure-Torque-Load-Chart) indirect SEQ = Sequencer–combination of all named Methods in random, automated ANA / DAT = Torque analysis tool for controlling further angle rotation in torque-controlled bolts (with angle-sensor) EXT = Externally controlled tightening with random measuring sensors and stanndard industrial interface 0..10V / 0..20mA / 4…20mA DWSK = Angle-Sensor-Test-Stochastic, it controlls the correct function of the Angle Sensor as per VDI/VDE 2862-2 Directive. SPSK = Bolting-Process-Stochastic, Stochastic Analysis of the Process- Measurement-Data. DWSK = Angle-Sensor-Test-Stochastic 15.05.2020 19
DGD = Torque-controlled, angle monitored tightening 15.05.2020 20
DGD = Torque-controlled, angle monitored tightening 15.05.2020 21
All curves of three tightening processes each with 1,650 Nm torque- controlled - rotation angle monitored DGD Left: all curves Right: all curves with non-rotating with Reaction arm Safety-Washers (zWasher and BackUp- Washer) 15.05.2020 22
End results of three tightening processes each with 1,650 Nm
torque-controlled - rotation angle monitored DGD
Above
Bolting-
Results
with non-
rotating
Safety-
Washers
Below:
Bolting-Results
with Standard
Reaction arm
15.05.2020 23How about saving costs and increasing quality? …to reduce costs and increase quality at the same time! And this is where standard-bolted joints bear a great, so far untapped potential by using new mobile and intelligent bolting systems, which are being operated and tested and suitable for on-site applications. 15.05.2020 24
Saving costs and increasing quality by using hydraulic yield-point controlled tigthening Mobile hydraulic yield point controlled tightening This takes advantage of the fact when tightening bolted joints by means of mutual torsion of the nut and the bolt not only axial, but also torsional stress is applied as a result of thread friction. Yielding of the bolt starts when the reference stress of tension and torsion reaches the material’s yield point. Immediately after the preload is applied, 50% of the torsion in the bolt is reduced. Therefore, the reference stress decreases, while the preload remains and the yield point controlled preloaded connection re-gains an elastic condition. 15.05.2020 25
What does yield point controlled tightening mean ? When the term "yield point" is used in the context of bolt- joint connections, the material’s yield point is actually meant. For technical materials, the Rp0,2 proof stress or elastic limit Rp0,2 is usually specified instead of the yield strength. Fact is: with a reliable hydraulic yield point controlled tightening process: - bolt joints can never break - There is always sufficient elasticity. - That means always sufficient reserve in the bolt joint 15.05.2020 26
Quote from “Schraubverbindungen” [bolted joints] 4th edition Springer Verlag Heinrich Wiegand, Karl-Heinz Kloos and Wolfgang Thomala Plastic tightening of bolted joints by means of yield point exceeding assembly methods (yield point and angle controlled tightening) is used with increasing success. It allows for an optimum use of the bolt during tightening and leads to maximum possible assembly preloads (chapter 8). The plastic deformations occurring should, in any event, be limited to the uniform elongation range. As high-strength bolts with grades 8,8 to 12,9 have sufficient toughness properties, they can, in general, be preloaded into the partially plastic deformation range without any risk. For the following reasons, it can be assumed that the operational durability of the connection is not only influenced, but significantly improved during tightening in the plastic area. 15.05.2020 27
Quote from “Schraubverbindungen” [bolted joints] 4th edition Springer Verlag Heinrich Wiegand, Karl-Heinz Kloos and Wolfgang Thomala ... but significantly improved: + Because of the elastic springback of the bolts after assembly, the torsion stress applied during tightening is partially reduced not only in the clamped components, but also in the bolt. This releases stress reserves for later operational loads. + With the elongation process in the bolt and nut thread while the preload is applied and exceeding the yield point, an even distribution of the thread load is created, at least a part of which remains even after releasing to the elastic range. + If further plasticizing of the bolt should occur due to the operating force FA, the bolt load relaxation FZ, which is always linked together, will put the connection back into the elastic range. 15.05.2020 28
Quote from “Schraubverbindungen” [bolted joints] 4th edition Springer Verlag Heinrich Wiegand, Karl-Heinz Kloos and Wolfgang Thomala In case of subsequent vibration stress at a preload force level below the yield point, even higher durability values can be achieved for the bolted connection due to more favorable load distribution and possible load-indicated residual compressive stress. This holds true for bolts rolled both, before or after heat treatment. 15.05.2020 29
What does yield point controlled tightening mean ? In other words (source: Schraubfachausbildung [industrial bolting training] DSV) In assemblies in the plastic range, which are used more and more often, the bolt’s yield point is consciously exceeded. Two special features are of importance: Due to loss of preload as a result of embedding, the bolts are still in the elastic area (springback; often evaluated as critical if there is no experience with assembly in the plastic range, but actually well-established for years). The decrease in torsional stress during operation creates an increased yield point, i.e. new load reserves are created (therefore, a plastically assembled bolt is absolutely failure safe). 15.05.2020 30
How does hydraulic yield controlled tightening (SGA) work in practice? Mobile, field-proven yield point controlled tightening with hydraulic standard square drive and low clearance wrenches from 60 Nm to 190,000 Nm with removable angle sensors (for process reliability) AND... 15.05.2020 31
How does hydraulic yield controlled tightening (SGA) work in practice? In order to fasten HV bolted joints with yield point controlled tightening in a process-reliable way in the field, and to meet all the requirements from VDI/VDE2862-2 in the sense of Industry 4.0, a mobile, practical, hydraulic tightening system is made up of a process and documentation pump combined with standard hydraulic torque wrenches with angle sensors which record, analyze and monitor all tightening processes. 15.05.2020 32
02 pieces Videos: Bolting-Joints M30 = SW 46mm - SGA 15.05.2020 33
02 pieces Videos: Bolting-Joints M30 = SW 46mm - SGA 15.05.2020 34
All Curves hydraulic yield controlled tightening (SGA Tightening of bolted joint-connections M30 = AF= 46mm hydraulic yield controlled - SGA 15.05.2020 35
All results hydraulic yield controlled tightening (SGA 15.05.2020 36
Elongation measurement results of three tightening
processes, yield controlled tightening (SGA)
Nulllänge (L0) - [mm]
182,08 184,06 183,24
Zero Measurement (L0)
Vorgesp. Länge (L1) - [mm]
182,85 184,92 184,18
Preloaded Bolt Length (L1)
Unversp. Länge (L2) - [mm]
182,22 184,15 183,41
Untightened Bolt Length (L2)
ISO 4017 ISO 4017 ISO 4017
Schraubentyp Fastener M30 x 3,5 M30 x 3,5 M30 x 3,5
Fk: 10.9 Fk: 10.9 Fk: 10.9
Plastische Längung in % Plastic
0,0760% 0,0488% 0,0928%
Elongation [%]
15.05.2020 37Meaning of the abbreviations in reference to the
elongation measurement results
1
2
The LK’ = effective plastified clamping length
1 = for bolts
2= for threaded studs
Needed for calculating the plastic elongation in %
15.05.2020 38Hydraulic yield point controlled tightening
(SGA) Practical example from wind power
Onshore wind turbine tower flange with M64x300mm-10,9 = hex size
100mm with HYTORC hydraulic torque wrench HY-20 MXT yield point
controlled tightening.
This bolted joint required a torque of: 18,805 Nm
The 15.05.2020
linear pitch was: 147.5 N per degree 39Hydraulic yield point controlled tightening
(SGA) Practical example from wind power
2
Yield-Point OK
5
6
Yield Point OK
Complete log of all onshore wind turbine tower flanges tightened with
yield point controlled method. M64x300mm-10,9 = hex size 100mm.
ALL bolted joints had a yield point under Rp0,2
15.05.2020 40Hydraulic yield point controlled tightening (SGA)
detection of performance thanks to statistical data
Statistical SGA evaluation of the values applied individually from bolt to bolt:
linear slope; Torque and Angle of rotation
1). The Reason - here: Significantly increased
coefficient of friction recognizable by the linear
gradient (Nm per degree) (Bolt No. 14 can be
recognized by the X axis)
2). The Consequence / Result - here: increased
torque recognizable by the torque statistics (Nm)
(Bolt No. 14 can be recognized by the X axis)
3). Indication of the location of the process-failure
(Bolt No. 14) Here: in the bolt thread because of higher
torsional stress. SGA switches off due to the
comparative stress (= torsional stress + axial load).
Can be recognized by the angle of rotation statistics (°)
15.05.2020 41Advantages of hydraulic yield point controlled tightening a). Tightening factor αA Does not apply for the yield point controlled tightening, because it is not possible that bolted joints can break. Please see VDI-2230 November 2015 Table A8, page 120 – Comments. So it can be calculated by αA = 1,0 b). Max. preload force: Due to the tensile and torsional stresses, the bolt reaches its individual yield point during tightening. As the torsional stress discontinues at the end of the tightening process, a preload force of approx. 90% of Rp0,2 is reached. c). Independent of friction value: Every bolt is stressed to the yield point independent of the friction. Different thread friction coefficients merely lead to a change of the torsional stress in the bolt. d). No customized bolts required: The tightening method can be applied both on the bolt head as well as on the nut. 15.05.2020 42
Advantages of hydraulic yield point controlled tightening e). Reusable: As the method safely switches off before Rp0,2, the bolts can be reused. f). Selection of different bolt manufacturers Bolts and nuts from different manufacturers can be mixed. As each bolt is tightened to its individual yield point, there are no limitations when it comes to choosing the bolt suppliers. g). Lowest relaxation As all components are constantly in a state of force flow and an especially high preload force is reached, this tightening method has the lowest relaxation. h). Accepted method Yield point controlled tightening is accepted by all certifying bodies and in VDI-2230. 15.05.2020 43
Advantages of hydraulic yield point controlled tightening
h). Meets VDI/VDE2862-2
Meets the requirements of VDI/VDE2862-2 for tightening bolted joints.
i). Documentation in the sense of industry 4.0:
Each tightening process is documented with torque and angle
in the form of text and graphics and with a statistic.
j). Quality control:
Not only the bolt, but the entire joint is “measured” during tightening, quality
deviations are detected immediately.
k). Fatigue strength
Due to the high preload level, the joint’s fatigue strength also increases.
l). Process-reliable tightening
even of varnished components.
15.05.2020 44Hydraulic yield point controlled tightening process (SGA) - approved by DNV-GL Hamburg since March 2019 15.05.2020 45
Saving costs and increasing quality by using hydraulic yield-point controlled tigthening 15.05.2020 46
Saving costs and increasing quality by using hydraulic yield-point controlled tigthening With the right, process-reliable hydraulic yield-point controlled tightening method, - bolted joints can have smaller dimensions. - the number and diameter of bolts can be reduced. - standard HV bolted joints can be used. Conclusion: No more customized bolts are required. - standard HV bolts can be re-used. - standard HV bolts from different manufacturers can be mixed. - the fatigue strength of the connection can be increased. - tightening can be done in accordance with the requirements of certifying and auditing bodies. - tightening can be done in accordance with the directives (ISO; VDI-2862- 2, etc.). - tightening can be documented with absolute quality control. - existing standard hydraulic torque wrenches can be used. 15.05.2020 47
Saving costs and increasing quality by using hydraulic yield-point controlled tigthening Conclusion: With the right process-reliable, mobile tightening methods: Components can be designed more easily and in smaller dimensions, and thus, be produced in a much more cost-efficient way. Together with an expertly, fatigue-endurable design of the connecting components, low-maintenance /maintenance-free standard bolted joints are possible with standard tools. The purpose of bolted joints is achieved: Two or more components are connected in such a way that they act as one component under any operating forces. 15.05.2020 48
Saving costs and increasing quality by using
hydraulic yield-point controlled tigthening
Even coated components can be fastened in a process-reliable way with
ECO2Touch and yield point controlled tightening!
See publication of research project at Offenburg University of Applied Sciences at the ASME Congress,
Phoenix, Arizona, USA; Nov. 11-17, 2016
https://asmedigitalcollection.asme.org/IMECE/proceedings-abstract/IMECE2016/50527/V002T02A076/265260
Because:
- A sufficient preload force can only be applied in a process-reliable
manner with yield point controlled tightening.
- This creates a flow of forces in the coated joint.
- Possible sliding in the joint resulting in consequential damages and a
failure of the connection are prevented by the created frictional
connection from the beginning.
- Many of the examined coating layers were undamaged.
Corrosion
15.05.2020 protection remains in place after tightening and loosening.
49Possible tightening and analyzing methods with the Eco2TOUCH-Pump
(1) torque controlled tightening (*indirect!)
(2) torque controlled/angle monitored tightening
(3) torque controlled/yield point monitored tightening
(4) Torque & angle controlled tightening
(5) preload controlled tightening (*indirect!)
(6) yield point controlled tightening
(7) yield point controlled, angle monitored tightening
(8) external process control with pressure control
with standard industry interface 0..10V / 0..20mA
- sequencer (combination of tightening programs)
- torque analysis tool
*standard version, can be expanded
15.05.2020 50Sampling inspection of torque values on already tightened bolts
e.g. after 4 years.
Checking of torque values on already tightened bolts. Suitable for on-site use
due to the ability of measuring further turning of the bolts
In certain intervals bolts have to be checked.
With this method it shall be determined which torque value is needed to turn the
nut/bolt. Even though, a bolt was tightened with a specified torque value 4 years ago,
for example.
28.04.2020 51Sampling inspection of torque values on already tightened bolts
e.g. after 4 years.
This method is suitable according to VDI/VDE 2645 Part 3. Here, the pre-torque is
about half of the previously specified torque value. The angle value is usually set to
about 5° bis 10°. Based on the graphs, one can see at which torque value the nut/bolt
started to turn. This method of checking torque values is a recognized method of
testing in the mechanical engineering field according to VDI / VDE 2645 Blatt 3.
This Torque & Angle-Star method consists of a process and data recording pump
ECO2Touch, as well as, HYTORC hydraulic torque wrenches with removable angle
encoder on the tool.
28.04.2020 52Exkurs: 02 pieces Videos: DDW* ( DDW-Stern) 15.05.2020 53
Exkurs: 02 pieces Videos: DDW* ( DDW-Stern) 15.05.2020 54
All Curves of a random check of already tightened bolt-joint with
1.650 Nm – method: DDW-Star
Left: All curves Right: All curves
with Reaction arm with non-rotating
Safety-Washers
(zWasher and backUp-
Washer)
15.05.2020 55All Results of the random check of already tightened bolt-joint-
connections with 1.650 Nm – method: DDW-Star
Above
Bolting-
Results
with non-
rotating
Safety-
Washers
Below
Bolting-Results
with Standard
Reaction arm
15.05.2020 5636 Volt Battery-Tools - Lithium-Series II (LST)
The digital, battery-operated torque / angle Torque-Wrenches
from 200 Nm to 6,799 Nm
The first battery-wrench series with
TorcSense™ Technology
That means, this battery-wrench
series has:
a measured control factor
(e.g. torque )
and
a measured monitoring factor
(e.g. angle)
The LST transducer independently measures strain which is interpreted as
torque. The LST motor independently measures angle.
15.05.2020 5736 Volt Battery-Tools - Lithium-Series II (LST) The digital, battery-operated torque / angle Torque-Wrenches from 200 Nm to 6,799 Nm Snug Function The Snug feature is a torque function that is used to bring bolting surfaces into contact and alignment prior to precision tightening. This function is commonly used in the structural industry and often a manual application of torque. The LITHIUM SERIES II Tool applies snug with power which significantly reduces manual effort involved with structural bolting. The Snug operation has an accuracy of approximate +/-10% while Torque operation has approximate +/-5% accuracy. 15.05.2020 58
36 Volt Battery-Tools - Lithium-Series II (LST) The digital, battery-operated torque / angle Torque-Wrenches from 200 Nm to 6,799 Nm 15.05.2020 59
36 Volt Battery-Tools - Lithium-Series II (LST)
The digital, battery-operated torque / angle Torque-Wrenches
from 200 Nm to 6,799 Nm
Example: Lithium-Series II Type LST-0700
adjustable torque: 203 Nm to 949 Nm
adjustable snug-torque: 47 Nm to 202 Nm
Square-Drive: ¾ Inch Weight: 5,3 kg
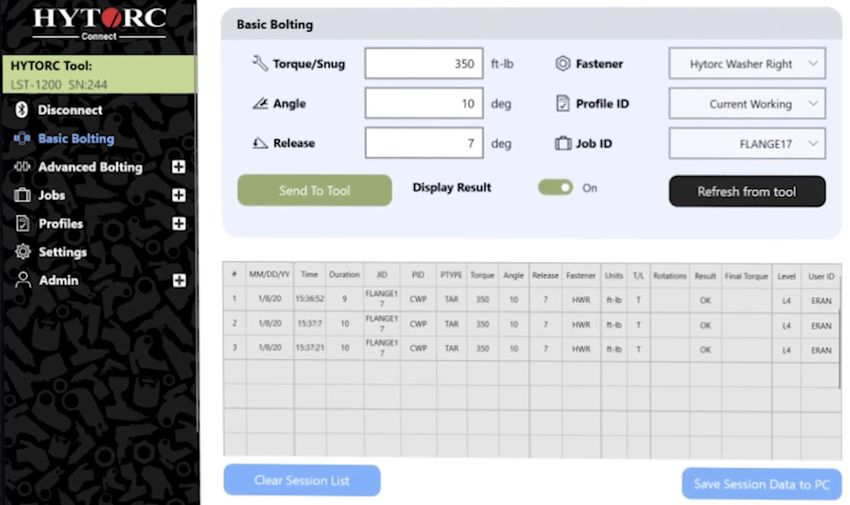
Example: Standard-Documentation without a Documetation-App
Torque-Angle controlled tightening
Rotation-Angle-starting-point: 150 Nm (snug-modus)
Angle: + 30°
15.05.2020 6036 Volt Battery-Tools - Lithium-Series II (LST) The digital, battery-operated torque / angle Torque-Wrenches from 200 Nm to 6,799 Nm In the near future – Documentation with an APP 15.05.2020 61
36 Volt Battery-Tools - Lithium-Series II (LST) The digital, battery-operated torque / angle Torque-Wrenches from 200 Nm to 6,799 Nm In the near future – Documentation with an APP 15.05.2020 62
36 Volt Battery-Tools - Lithium-Series II (LST) The digital, battery-operated torque / angle Torque-Wrenches from 200 Nm to 6,799 Nm In the near future – Documentation with an APP 15.05.2020 63
36 Volt Battery-Tools - Lithium-Series II (LST)
The digital, battery-operated torque / angle Torque-Wrenches
from 200 Nm to 6,799 Nm
Brushless Motor
All Aluminum Housing
• High Strength Gearbox
• Nickel Plated
• Rear Shock Guard
• Work Light
• High Resolution Display
Intuitive User Interface
• Access Levels
• Data Acquisition
Bluetooth Wireless Technology
• Expanded Job Data Management
• Advanced Bolting Features
Compatible with HYTORC Nut
Compatible with HYTORC Washer
15.05.2020 64And, as a “goody”, process-reliable tightening documented in
text and graphics with integrated tightening process
evaluation without reaction arm
- safe
- protecting the equipment
- with a constant friction value
- no spinning of bolts
15.05.2020 65Disadvantages of conventional tightening with reaction arm and back-up wrench 15.05.2020 66
Application of no-rotation, hardened washers for safe tightening while protecting the equipment without reaction arm or back-up wrench 15.05.2020 67
Literature-List
März 2019 Literaturhinweise
Februar 2019 Prof. Dr. Christoph Friedrich Universität Siegen - Interview in der HY/NRW-08
Januar 2019 Dipl.-Ing. Ulrich Oehms / HYTORC-Seis GmbH - Dörth
Fachbericht zum streckgrenzgesteuerten Montageverfahren
September 2018 HY-Wind Sonderausgabe zur Windenergy-Hamburg 2018
08.03.2018 DI; KR; PJ: Tagungsband 26. Kranfachtagung-2018 Technische Universität Dresden März 2018
2018 Deutscher Schraubenverband e.V. / Hagen Ausbildung zum Schraubfachingenieur
07.12.2017 Dr.-Ing. Selcuk Güres / August Friedberg GmbH - 8. Münchener Forum Verbindungstechnik
November 2015 VDI-Richtlinie 2230 Blatt 1: Systematische Berechnung hochbeanspruchter Schraubenverbindungen
Februar 2015 VDI/VDE 2862 Blatt 2 Mindestanforderungen zum Einsatz von Schraubsystemen und –werkzeugen / Anwendungen im Anlagen- und
Maschinenbau sowie für Flanschverbindungen an drucktragenden Bauteilen,
2014 Isele, D. et al, Verhalten von Lackschichten in Schraubenverb., Schraubmontage 2014, VDI-Berichte Nr. 2219, 2014, S. 17-18
2014 Holger Junkers, nicht veröffentlichte Schulungsunterlagen zum Smarttorc System, München, 2014, JUKO Technik GmbH
29.06.2012 Univ.-Prof. em. Dr.-Ing. Herbert Schmidt Ingenieurbüro Prof. Schmidt & Partner, Essen
Arbeitstagung 2012 Vereinigung für Prüfingenieure für Bautechnik
Februar 2007 Wiegand Kloos und Thomala – Springer Verlag: Schraubverbindungen 5. Auflage
2002 Dr.-Ing. Uwe Hasselmann / G. Valtinat - Stahlbaukalender „Geschraubte Verbindungen“
Verlag Ernst & Sohn
15.05.2020 68Hinweis: 4. Hamburger Verschraubungsforum
vom 09. bis 10.12.2020 im east-Hotel Hamburg
Veranstalter:
F. REYHER Nchfg. GmbH & Co. KG
Kempchen Dichtungstechnik GmbH
HYTORC – Barbarino & Kilp GmbH
Schrauben-Verschrauben-Dichtungen
Hamburg 09. bis 10. Dezember 2020
www.verschraubungsforum.de
Dort wird unter anderem die Thematik behandelt:
„Die Bedeutung überelastischer Montageverfahren für die
Dauerfestigkeit schwingend belasteter Schraubverbindungen“
28.04.2020 69Herzlichen Dank für Ihre Aufmerksamkeit !!!
Thank you for your attention !!!
HYTORC-Barbarino & Kilp GmbH
and devotec GmbH
Justus-von-Liebig-Ring 17
D-82152 Krailling / Near München
Germany
Patrick Junkers
Tel: +49 – (0)89 – 23 09 99-30
Fax: +49 – (0)89 – 23 09 99-14
Mobil: +49 –(0)152 – 22 80 99 75
eMail: p.junkers@hytorc.de
eMail: info@hytorc.de
www.anziehverfahren.de
www.hytorc.de
www.verschraubungsforum.de
15.05.2020 70You can also read