Comparison of UV and EB Technology for Printing
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Technical Paper
Comparison of UV and EB
Technology for Printing
and Packaging Applications
U
By Stephen C. Lapin V/EB curing technology for high energy required to remove water
inks, coatings and laminating from the solids portion of the formula.
adhesives has become well This high-energy requirement for water
established in certain segments of the is illustrated by comparing the heat of
packaging industry—including folding vaporization to some common solvents2:
cartons, labels and multiwall bags. water = 540 calories/gram
There is also growing interest in UV/EB toluene = 88
technology for flexible packaging.1 The heptane = 76
growth in UV/EB applications is due, in The generation of energy needed to
part, from the inherent advantages over operate the driers to remove water
solvent- and water-based materials. results in significant CO2 emissions. In
The solvent in conventional inks, addition, most water-based materials
coatings and adhesives functions do contain some solvents to aid the
simply as the “carrier” for the “solids” formation of the polymer film upon
drying the ink, coating or adhesive. Also,
A clear understanding of the differences between in many cases, water-based materials do
not have the resistance or appearance
UV and EB can facilitate a selection of which properties to match higher performance
technology is best suited to the end-use application. solvent- or UV/EB-based materials.
In spite of the clear advantages of
portion of the material. In most cases, UV/EB technology over solvent and
solvent emissions are handled by water-based technology, there is often
thermal oxidation which produces some confusion as to whether UV or
greenhouse gas (CO2). Solvents are EB is a better choice. A clear
highly refined materials derived from understanding of the differences
fossil hydrocarbon sources. It is quite between UV and EB can facilitate a
wasteful to use such a high-value selection of which technology is best
material for such a low-value temporary suited to the end-use application.
function. Solvent-based materials are
old technology that is clearly out of º UV and EB Energy
step with a sustainable future. Considerations
At first glance, water-based inks, There are some fundamental
coatings and adhesives would appear differences between UV and EB energy
to be an excellent choice from an that provide the foundation for
environmental perspective. Water is a understanding the technologies. The
relatively plentiful, low-cost and smallest “bit” of UV energy is the
environmentally friendly carrier. The photon that is known to have both
main disadvantage with water is the particle and wave-like characteristics.
SEPTEMBER/OCTOBER 2008 RADTECH REPORT 27
Technical Paper
The energy for photons is determined with the media to be cured. The typical substrate, it is possible to make a
by the wavelength. The range of chemical bond energy in an organic direct comparison of the total applied
wavelengths for UV curing applications material that is the basis of an ink, energy in UV- and EB-curing
is typically about 250 to 450 nm. The coating or adhesive is on the order of processes. A typical modern low-
shorter the wavelength, the higher the 5 eV. Curing reactions are initiated with voltage EB unit operating at 125 kV
energy. Wavelength units may be the breaking of a chemical bond. Since will penetrate into a 50 g/m2 layer.
converted to other energy units for UV photons have less energy than the
Thus, given 1 kGy = 1 J/gram, and
comparison. For example, a 350 nm bond energy, they cannot initiate
assuming a 50 gram/m2 substrate,
photon is equivalent to 3.5 electron curing on their own. A photoinitiator is
then; 20 to 40 kGy = 0.1 to 0.2 J/cm2
volts (eV). UVcuring processes are needed which can be activated by the
for typical EB curing compared to:
often characterized by the total lower energy photons. The energy of
0.1 to 0.5 J/cm2 for typical UV curing.
amount of applied UV energy the EB electrons easily exceeds the
impinging per unit surface area (also bond energy of the curable materials; The lesson from this exercise in
known as the irradiance). The UV thus they will initiate curing without an energy unit conversions is that
energy needed for a curing process added photoinitiator. EB is also known although EB electrons are much more
depends on the material and the as ionizing radiation because of its energetic than UV photons, the total
application. For an ink, coating or ability to break chemical bonds. UV is amount of energy applied in a typical
adhesive for a packaging application, non-ionizing radiation. curing process is not all that different.
the UV energy typically ranges from In addition to considering the
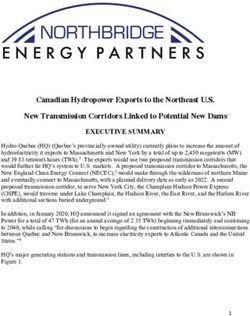
about 0.1 to 0.5 J/cm.2 energy of the individual photons and UV and EB Penetration
The smallest “bit” of EB energy is electrons, it is useful to compare the The nature of the energy determines
the electron. The energy of the total energy applied in the curing how it penetrates into a material.
electrons is determined by the process. As can be seen from the Curing can only occur in areas that
accelerating potential of the EB discussion above, UV curing is are effectively exposed. Figure 1
equipment. The range of accelerating characterized by the energy absorbed provides a cross-sectional illustration
potential used for typical packaging per unit area (irradiance), while EB of the differences between UV and
applications is about 80 to 180 kV. The curing is characterized by the energy EB penetration.
electrons lose some energy when per unit mass (dose). If one considers Penetration of UV energy depends
passing through the foil window and a given thickness and density of the on the optical density (OD) of the
the air space between the window and
the substrate. For example, the
electrons from an EB unit operating at Figure 1
100 kV have an average energy of
about 70 keV when they reach the Penetration of UV and EB energy
substrate. EB curing processes are
often characterized by the total
amount of energy absorbed per unit
mass of the substrate (also known as
the cure dose). The dose for EB curing
depends on the material and the
application. For an ink, coating or
adhesive for a packaging application,
the cure dose typically ranges from
about 20 to 40 kGy (2 to 4 Mrads).
It is interesting to compare the
energy of a typical UV photon (3.5 eV)
to an EB electron (70,000 eV). Clearly,
EB electrons are much more energetic
than UV photons. This has a significant
impact on how this energy interacts
28 RADTECH REPORT SEPTEMBER/OCTOBER 2008
Technical Paper
material. Clear materials are “optically
thin.” In general, UV energy can easily Figure 2
penetrate clear materials such as
overprint coatings and clear films. Depth/dose profiles for low-voltage EB
Even if a portion of the UV spectrum is
blocked by a clear layer (such as a PET
film), effective curing can usually be
achieved throughout the thickness of
the layer by selecting the proper
photoinitiator package. Penetration of
UV energy becomes a significant
challenge when curing “optically thick”
pigmented materials. Many pigmented
printing inks can be UV cured as long
as the pigment loading and/or ink
thicknesses remain relatively low. It is
typically difficult to UV cure through
printed, white opaque, heavy black or
metallic inks.3
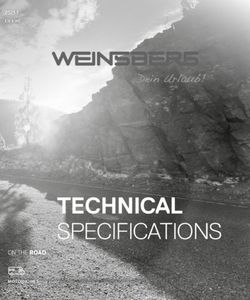
Penetration of UV energy can be
controlled, to a degree, by the peak EB penetration is controlled by the quite limited in printing and packaging
irradiance of the lamp. The peak accelerating potential (voltage) of the materials.7
irradiance depends on the power and EB equipment. Figure 2 shows EB EB equipment is based on electrically
the focus of the lamp system. High- penetration as a function of voltage. operated filaments and grids contained
power, tightly focused lamps can Low-voltage EB equipment operating within a vacuum chamber. The
improve curing of some higher OD ink from about 70 to 125 kV is ideal for electrons are accelerated through a
layers4; however, the OD can reach a curing thin inks, coatings and film window/foil structure to reach the
point in which curing is not possible layers used in most printing and substrate at atmospheric pressure.
with any commercial lamp system. packaging applications.6 EB equipment includes “curtain” and
EB penetration depends upon the scanning type units. The curtain type
mass density and thickness of the UV and EB Equipment is used almost exclusively for printing
material. Electrons penetrate more The most common UV equipment and packaging applications. Most EB
deeply through lower density materials for printing and packaging applications equipment includes an active pumping
(such as polyolefin films and paper) is based on medium-pressure mercury system to maintain a vacuum in the
compared to high-density materials lamps. These lamps may be energized electron gun chamber. A new
such as metal foils. Mass density and through electrodes (arc type) or by generation of modular 10- and 16-inch
thickness taken together may be microwaves (electrodeless). Medium- wide EB equipment based on
expressed as the basis weight of the pressure mercury lamps produce a permanent vacuum emitters is also
material. For most printing and characteristic UV-emission spectrum now available. There have been some
packaging applications, the basis with multiple peaks between 250 nm to initial investigations incorporating
weight is expressed in units of grams/ 450 nm. Mercury lamps may also be these modular emitters in printing
meter 2 or pounds/3000 ft2. Electrons doped with various elements to shift the applications.8
are “color blind” and penetration is not spectral output to better match the inks,
affected by pigments and opaque coating or adhesive that is being cured. UV and EB Equipment Safety
substrates. EB is ideal for curing high- Other types of lamps, such as UV lamps used in printing and
opacity white, black and metallic ink xenon lamps, are available but are not packaging applications produce
layers. EB can also penetrate reverse commonly used for printing and significant short wavelength UV
printed, metalized and white films as packaging applications. UV-light emitting output. This intense UV energy can
well as papers to instantly cure adhesive diodes (LEDs) are now available with cause skin and eye damage.
layers for laminating applications.5 higher powers, but their use is still Commercial UV lamp equipment used
SEPTEMBER/OCTOBER 2008 RADTECH REPORT 29
Technical Paper
for printing and packaging applications management components) is relatively of the press with a single EB unit. The
is completely shielded and interlocked compact and lends itself well to development of modern low-voltage
to contain the damaging UV energy. In interstation installation between EB equipment coincides nicely with
most cases, no special personal printing decks (Figure 4). Interstation the development of web offset presses
protective equipment (PPE) is installation allows curing of each ink incorporating variable repeat length
required other than the PPE normally color. Multiple colors are combined in a technology. This has facilitated
recommended in the printing and “dry trapping” process to create the expansion of web-offset printing
packing production plant environment. graphic image. Interstation curing also technology beyond folding cartons to
In addition to UV energy hazards, allows press designs in which the flexible packaging and labels.10
mercury lamps also operate at very high printed side of the web may be turned Flexographic printing utilizes liquid
temperatures. Hazards from thermal up against an idler roll between stations. inks so, historically, it has been necessary
skin burns are minimized by the lamp Original industrial EB equipment to use interstation curing to dry trap
housing which surrounds the bulb. was quite large (Figure 5). Modern inks. This interstation curing has been
Electrons from EB equipment low-voltage EB equipment can be less achieved by thermal or UV curing
present limited hazards because of than one-half the size of original technology. Recently new technology
their limited ability to penetrate. The industrial EB equipment. In spite of (Wetflex™) has been developed to wet
main hazard of EB is the secondary the size reduction, it is still not trap flexographic inks.11 Wet trapping
X-rays that are generated when practical to use this equipment for allows interstation curing to be
electrons interact with matter, interstation curing; though the smaller eliminated and replaced with a single EB
including metal components within the footprint is still very attractive for curing station at the end of the press
EB reaction chamber. Modern EB end-of-press installations.9 The most (Figure 7). This technology has also
equipment is completely self-shielded. common installation of this type of been shown to give extremely low dot
The shielding is interlocked and equipment is at the end of a web offset gain which results in superior quality
monitors are present which will shut press used for the production of printing. It should be noted that Wetflex
down the EB unit if X-rays are folding cartons (Figure 6). Offset is limited to central impression (CI) flexo
detected. Radiation is not present if (lithographic) printing uses paste inks press configurations in which the printed
the machine is not energized. Most EB which are designed to be “wet trapped” side of the web does not contact idler
installations will include a person without any interstation drying. This rolls until after EB curing. Flexographic
trained as a Radiation Safety Officer lends itself well to EB curing at the end CI printing is often the preferred
(RSO). Periodic radiation surveys are
typically conducted to supplement the
continuous monitoring of the equipment.
Worker exposures above normal
Figure 3
environmental background levels are
extremely rare.
UV Lamp system components
Both UV and EB equipment are
very safe to operate and there are no
significant drivers for selection of
one technology over the other based
on safety.
UV Lamp Cassette
Photos courtesy of Mark Andy Inc.
Equipment Size
The components of typical UV
curing systems include the lamp,
power supply, air handling equipment
(blowers) and control panels. These
components are pictured in Figure 3. Blower Power Cabinet
The lamp (which includes the bulb,
reflectors, shielding and heat
30 RADTECH REPORT SEPTEMBER/OCTOBER 2008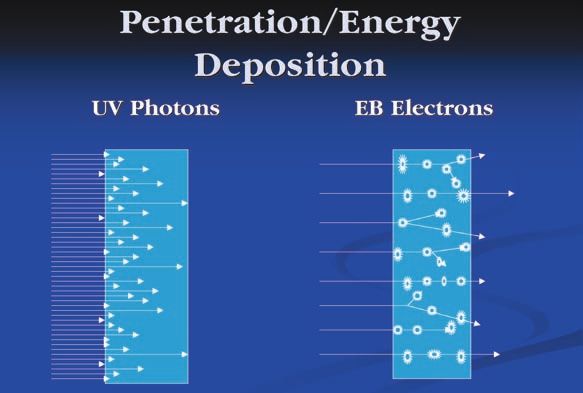
Technical Paper
multiple wet-trapped ink and coating
Figure 4 layers may be cured with this single
unit. EB curing units are easily sized
Interstation UV installation on a flexo press for wide-web (>60 inches) printing
applications.
Even though a single UV lamp is
significantly lower in cost than an EB
unit, when one considers the total
capital cost of a wide, high-speed line,
EB may be comparable or lower in cost
than a multilamp UV installation.
Operating Costs
One of the primary advantages of UV
and EB curing is the reduced energy
costs compared to thermal drying
ovens.12 Another major component of
the operating expense is the cost of the
inks, coatings and adhesives. When
comparisons are made based on the
“solids” that are applied, it may be seen
that the cost of UV/EB materials
(which are near 100% solids) may not
command a significant premium.
In general, there does not tend to
method for flexible packaging since it 30 kGy (3 Mrad) cure dose at greater be a significant difference in cost
provides superior handling of extensible than 1,000 ft/min. As discussed above, between UV and EB inks, coatings and
film substrates.
New permanent vacuum modular Figure 5
low-voltage equipment makes it
possible to consider interstation EB Industrial EB processing equipment
curing. So far this does not appear to
be a commercial reality, but it is an
area for potential future development.
Capital Costs
The cost of a UV lamp for a narrow
application is relatively low. For many
printing and packing applications, a
single lamp operating at input powers
up to 600 w/in will cure a single ink or
topcoat up to about 300 to 400 feet/
minute. Installation of six or more
press stations running at 800 to 1,000
ft/minute could require 12 or more lamps.
Original industrial EB curing units
typically cost more than $1 million.
Modern low-voltage equipment has
reduced the cost by at least half. A
single EB unit is capable of delivering
SEPTEMBER/OCTOBER 2008 RADTECH REPORT 31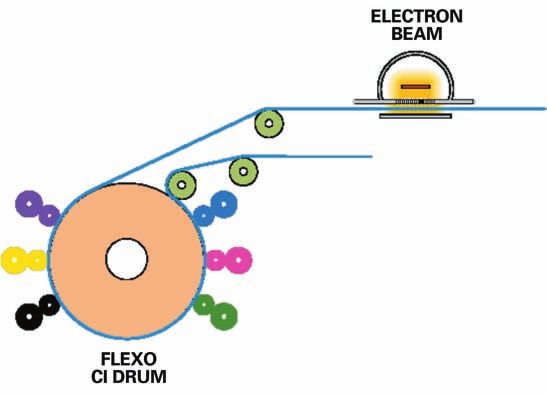
Technical Paper
is inhibited by atmospheric oxygen.
Figure 6 Oxygen itself exists in a biradical
(triplet) state and will rapidly diffuse
Low-voltage EB equipment on web offset press into the surface of an ink or coating
and terminate the polymerization
(curing) reaction.
UV formulations can be designed to
cure in an air atmosphere. In air curing
systems, the radical initiation
essentially outcompetes the oxygen
termination. This is possible because of
the high surface irradiance illustrated
in Figure 1. The ability to UV cure in
air can be advantageous for some
printing and packaging applications. In
particular, air curing is very important
in sheet-fed printing. Sheet-fed
equipment is very difficult to inert
because of the mechanisms present to
transport the sheet through the press.
In some cases, it may be advantageous
to inert UV-cured systems. Inerting can
adhesives for printing and packaging and significant savings compared to greatly accelerate UV curing which can
applications. This may be due in part thermal curing. increase line speed, reduce the number
to a declining cost of photoinitiators of lamps, and/or reduce the amount of
following the expiration of some key Inerting photoinitiator needed for curing.
patents. Comparison of UV and EB Free radical curing—commonly Inerting may be an attractive option for
operating costs is, therefore, more used in both UV and EB applications— food packing applications in which
related to the equipment itself.
With mercury-based UV lamps,
about one-half of the electrical energy Figure 7
input is converted to UV energy. The
remaining energy is lost as heat. Some WetFlex™ EB flexographic printing
additional electrical energy is consumed
in the operation of blowers for air
cooling which is most common for
printing and packaging applications.
EB equipment is more efficient at
converting electrical energy into curing
energy compared to UV equipment.
Some additional electrical energy is
needed for vacuum pumps and water
cooling of the emitter. Another
operating cost of EB is nitrogen, which
is needed to inert the curing zone for
most ink and coating applications.
A detailed comparison of operating
costs for UV and EB can be made for a
specific application. Often, this analysis
will show similar costs for UV and EB
32 RADTECH REPORT SEPTEMBER/OCTOBER 2008
Technical Paper
migration of the photoinitiator and inner (food contact) layer. This is heat exposure. Most arc lamp-based
their fragments may be a concern. particularly important when the inner web systems include shutters to
EB curing of free-radical inks and layer is designed to be heat sealed when prevent the web from burning when it
coatings requires inerting to displace the packaged is filled and sealed.14 is stopped. Other strategies used to
the atmospheric oxygen in the reaction In some cases where porous minimize lamp heat effects on the
chamber of the cure unit. EB energy is substrates (such as paper or cavitiated substrates include dichroic reflectors,
deposited more evenly throughout the films) are used, it can be advantageous hot mirrors and chill drums.15
thickness of the ink and coating. to use EB to cure materials which have EB is a cooler process compared to
The absence of excess energy at the penetrated into the substrate. UV. Some internal components of the
surface does not allow curing reactions EB’s effect on the substrate can be EB emitter (including the window)
to compete with oxygen termination beneficial. Cross-linking may enhance utilize water cooling. Little heat is
(Figure 1). the properties of some polyethylene- transferred to the substrate which
EB laminating involves irradiation based films. EB-induced ionization of allows most packaging films to run
of the adhesive that is contained the film surface may result in without any effect on the dimensional
between two layers of substrate. EB enhanced adhesion by grafting of the stability of the film. A chill drum may
laminating does not require inerting ink or coating layer. EB can also be integrated into the EB unit for
because the substrates are generally
effective at preventing the diffusion of In general, there does not tend to be a significant
oxygen into the adhesive layer.
Inerting is most commonly achieved difference in cost between UV and EB inks,
with nitrogen gas. Nitrogen serves to
coatings and adhesives for printing and
displace oxygen from the reaction
chamber. The most common source of packaging applications.
the nitrogen gas is a tank of liquid
nitrogen. The liquid offers the high- potentially be used for simultaneous applications that are very sensitive to
purity nitrogen and volume needed for curing and surface sterilization of the heat. In this configuration the
the curing process. Most modern EB food contact layer. substrate is in direct contact with the
equipment is designed with nitrogen Since UV is non-ionizing radiation, chill drum during irradiation.
knives to remove the surface boundary effects on the substrates are minimal.
layer of air. Optimized inerting systems Since grafting is not expected, a primer Food Packaging
can reduce the amount of nitrogen that layer may be needed for adhesion to UV-curable coatings and inks have
is used.13 some films. been used in food packaging applications
for many years. These applications are
Effect on Substrates Heat Control possible with packaging designs that
Since EB is ionizing radiation, it Mercury lamps used for UV curing include a functional barrier between
may affect the thermal and mechanical produce significant heat. This is due to the ink or coating and the food. Taint
properties of substrates. EB affects high temperatures needed to create and odor problems can usually be
different polymer films in different and maintain a plasma within the prevented by using properly formulated
ways. References are available which quartz bulb. Approximately one-half UV-curable inks and coatings.
describe the effects. Fortunately, with of the electrical energy input into Photoinitiators and photoinitiator
the relatively low dose (20 to 40 kGy) the lamp is converted to heat (IR) fragments can be a source of concern
used in most curing applications, the energy. UV systems for printing and for migration, odor and taint. New
effects are minimal and the films are packing applications are commonly systems have been developed that
still fully functional for the intended cooled by moving high volumes of air include polymeric photointiators,
application. Another strategy to over the lamp. Water-cooled lamps are reactive photointiators,16 and oligomers
minimize film damage is to use low also available. that contain a “built-in” photoinitiator
voltage in the range of 70 to 110 kV. Many packaging films may be moiety.17 Some of these systems have
These voltages allow the beam to easily adversely affected by heat from the been effective but may still lack cost/
penetrate the coating and ink layer lamps. High-speed transport of the performance properties needed for
while minimizing the energy at the substrate under the lamp minimizes practical applications.
SEPTEMBER/OCTOBER 2008 RADTECH REPORT 33Technical Paper
Since EB does not require an cut-and-stack processing of the aging may also not be uniform across
initiator, it is often considered to be packaging allowing off-setting to occur the width of the lamp causing
more “food friendly.” EB-induced prior to filling. Migration testing or inconsistent curing at the edges of the
breakdown of components of inks, calculations can often be used to sheet or web relative to the center. The
coatings, adhesives and substrates may establish food law compliance in process itself may be able to tolerate
be a source of other taint, odor and these cases.18 The recent successful this variability in lamp output. The
migration issues that merit Food Contact Notification (FCN) can most common way to minimize the
investigation for a given application. also help assure food law compliance variability is by preventive
In many packaging constructions, and provide additional assurances for maintenance which consists primarily
the functional barrier is obvious and end-users.19 of bulb replacement and reflector
there is no reasonable expectation of cleaning or replacement. The typical
adulterating the food. Examples Consistency/Maintenance lamp maintenance interval is about
include labels on rigid containers and Process consistency and 1,000 to 3,000 hours. The cleanliness
folding cartons that have an additional maintenance required to assure of the process can have a major effect
inner layer of packaging around the product quality may also merit on the need for maintenance. Ink mist,
food. There are many constructions in consideration when comparing UV and paper dust and other sources of
which the barrier is less obvious. This EB technology. The output of UV contamination will shorten the useful
may include cases in which a relatively lamps will decrease as the lamps age. life of the lamp. Lamp temperature
thin polyolefin film is the only layer This decrease may not be uniform control is also critical for maximum life.
between the UV/EB material and the across the spectral output with short EB output tends to be very consistent
food. It may also include applications wavelengths output degrading before with time. No significant change is
in which the UV/EB printed/coated longer wavelengths. This can affect the expected with age. Variability in cross-
surface is in contact with the food surface versus throughcure web uniformity is typically less than
contact surface during roll-to-roll or characteristics of the process. The 10%. Essentially, all EB systems are
34 RADTECH REPORT SEPTEMBER/OCTOBER 2008Technical Paper
directly linked to line speed. Beam The selection of UV or EB should be 22. A. Testoni, S. Norasetthekul, P. M.
Fletcher, RadTech UV&EB Technology
current automatically ramps to based on the best fit for the selected Expo & Conference, May 2008.
maintain a constant cure dose at all application. For some applications the
speeds. The typical preventive choice is obvious. Others may require a —Stephen C. Lapin, Ph.D., is an
maintenance interval is 4,000 to 8,000 cost/benefit analysis in order to make Applications Specialist, BroadBeam,
hours and mainly involves changing the best choice. ◗ with PCT Engineered Systems LLC,
Davenport, Iowa.
window foils and filaments. Factors
affecting the EB maintenance cycle are References
1. A. Mykytiuk, Flexible Packaging,
process cleanliness and window
August 2000, p. 16.
temperature control.
2. A. J. Berejka, RadTech Report,
One factor to consider is that when September/October 2003, p. 50.
an EB unit is down for maintenance 3. R. W. Stowe, RadTech 1996
the process must stop. With a multilamp Conference Proceedings, p. 472.
UV system, it may be possible to slow 4. S. Whittle, Flexo, January 2005, p. 40.
but not stop the process while waiting 5. S. C. Lapin, RadTech Report,
November/December 2006, p. 45.
for repairs on one of the lamps.
6. I. Rangwalla, E F. Maguire, RadTech
Report, May/June 2000, p. 27.
Measurement 7. T. Molamphy, RadTech UV&EB Curing
Measurement is critical for Technology Expo & Conference,
maintaining a constant process for UV Conference Proceedings, May 2008.
and EB. There is a wide range of 8. M. Laksin, J. Epstein, RadTech Report,
March/April 2007, p. 15.
radiometers available to measure the
9. I. Rangwalla, RadTech Europe ‘05
output of UV lamp systems. These Conference Proceedings, October
include electronic probes which may 2005.
be temporality inserted or fixed in the 10. R. Meij, RadTech Europe ‘05
Conference Proceedings, October
lamp housing. Radiometers are also
2005.
available which can be attached to the
11. M. Laksin, V. Linzer, T. Best, J. Modi,
moving substrate.20 UV-sensitive films S. Chatterjee, TAPPI PLACE Division
are available that can attach to a Conference, August 2004.
substrate and not interfere as they 12. R. Sanders, RadTech Report, March/
April 2006, p. 20.
pass through press stations or rollers.
13. D. Meskan, A. Klein, RadTech Europe
The films may produce a visible color ‘91 Conference Proceedings,
change or require a subsequent optical September 1991, p. 93.
reading which is related to the UV 14. I. Rangwalla, TAPPI PLACE Division
Conference, September 2005.
exposure.21 The limits of each type of
15. D. Samide, E. Midlik, TAPPI PLACE
radiometer must be understood in
Division Conference, September 2005.
order to be used effectively.
16. J-L Birbaum, R. Huesler, J-P Wolf, S.
The most common type of EB Ilg, S. Villeneuve, RadTech 2006
measurement involves exposure of thin Conference Proceedings, April 2006.
films containing radiochromic 17. S. Narayan-Sarathy, M. Gould, A.
Zaranec, L. Hahn, American Ink Maker,
indicators. The optical changes in the March/April 2004
films are subsequently measured 18. C. R. Nielson, G. G. Misko, RadTech
against calibration cures which are Report, July/August 2001, p. 12.
generated from films traceable to 19. M. Marrapese, RadTech UV&EB
Technology Expo & Conference,
NIST standards.22
May 2008.
20. R. W. Stowe, RadTech 2002
Conclusions Conference Proceedings, p. 475.
UV and EB are environmentally 21. R. W. Stowe, J. W. Guerniere,
sound technologies well suited for RadTech Europe ’07 Conference
printing and packaging applications. Proceedings, November 2007.
SEPTEMBER/OCTOBER 2008 RADTECH REPORT 35You can also read