July 30-31, 2019 Grand Rapids, MI - PMA & United Fresh Joint Listeria Workshop - Produce Marketing Association
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

July 30-31, 2019
Grand Rapids, MI
PMA & United Fresh Joint Listeria Workshop
Using GMPs to Manage
Listeria monocytogenes
Martin Bucknavage, Penn State
PMA & United Fresh Joint Listeria Workshop
Outbreaks Associated with LM in Produce • Cantaloupe (2011) – 147 cases, 33 deaths • Stone fruit (2104) – 2 cases, 1 death • Sprouts (2014) – 5 cases, 2 deaths • Caramel Apples (2014) – 35 cases, 7 deaths • Packaged salads (2015/2016) – 19 cases, 1 death
Recent Recalls due to Presence of LM in Produce • Frozen corn and peas – April 23, 2016 • Frozen onions used as an ingredient in frozen vegetable mixes and used in salads – April 10, 2016 • Cut fruit packages containing apples – April 5, 2016 • Frozen Asparagus – November, 2018 • Peaches, Nectarines, and Plums from Chile – January, 2019 • Avocados from CA - March, 2019

Characteristics of Listeria monocytogenes
• Temperature range for growth: 30ºF to 106ºF (optimal
86ºF to 98.6ºF)
• Grows at refrigeration temperatures, although slowly
• Freezing does not kill the organism
• Forms biofilms which allow for the attachment,
colonization, and survival of the organism in food
processing environments
• Can survive in food processing facilities, even if
conditions do not permit growth
Log Stationary Early-death Late-death LTS
1.0E+10
1.0E+09
Long-term-survival (LTS) phase
TSBYE
1.0E+08
CFU/mlTSBYE
1.0E+07
1.0E+06
1.0E+05
CFU/ml
1.0E+04
1.0E+03
1.0E+02
1.0E+01
1.0E+00
0 100 200 300 400 500 600 700 800
Growth
Growth time (h) time (h)in TSBYE
at 35°C
Growth curve of L. monocytogenes in TSBYE at
Listeria monocytogenes and Produce
Even if the level of contamination is low, or the ability to
support growth is minimal, must consider consequences if
Listeria contaminates the food items during handling /
washing
• During storage and distribution, there is the potential for
growth
• Produce items are used as ingredients in other foods
that changes the nature of that item or puts that item in
a matrix that will support growth
• Testing by downstream customer triggers recall and/or
inspection
Sources of Listeria monocytogenes
Sources – Processing Facility
• The plant environment must be considered an important
source for Listeria
• So while preventing the introduction of Listeria into the
facility, in many outbreaks, it has been resident Listeria
(those that have become established in the facility over
time) that are most problematic
• Well developed GMPs and sanitation are a key to
minimizing the risk of Listeria in the processing facility
and thus in the produce item – especially in the post-
processing environment
Listeria monocytogenes and Produce Processing facility concerns: • Packing houses and processing facilities were not built with microbiological control in mind • Seasonal operations • Poor flow patterns • Floors and drain systems difficult to clean • Many of the facilities are older • Cracks in floors and walls • Pitted / worn equipment • Excessive moisture / standing water • Listeria monitoring systems are still underdeveloped
Sources of Listeria monocytogenes
Sources – Processing Facility
• Can be transported from location to location via several
different vectors – people, equipment, etc
• Can be found in food processing plant niches where
conditions conducive to growth exist (food source,
moisture, etc)
• Can become a persistent environmental contaminate –
has been reported in various types of food processing
plantsListeria monocytogenes and Produce Specific processing issues: • Wash / flume tanks subject to LM biofilm formation • Long term refrigerated storage may allow for growth (Small amounts of growth can be an issue) • While blanching or washing processes will eliminate/reduce the pathogen within the flow of product, there can be issues with post-process contamination due to facility and equipment design and maintenance
Regulations and Guidance • Control of Listeria monocytogenes in Ready-To-Eat Foods: Guidance for Industry Draft Guidance - January 2017* • 21 CFR Part 117 subpart B* • Guidance on Environmental Monitoring and Control of Listeria for the Fresh Produce Industry (United Fresh Food Safety & Technology Council, Second Edition - 2018) * While these documents are geared to food processing, specifically of RTE foods, the fundamental elements can be used by facilities that are not under the jurisdiction of the regulation – 21 CFR 117
GMPs and SSOPs for Controlling Listeria
Conduct a risk analysis to determine what is needed
• Written procedures
• Monitoring procedures
• Verification
– Observational
– Microbiological
• Corrective action
• DocumentationPersonnel
• Personnel in RTE areas
– Handwashing / Glove usage
– Clothing
– Shoes
• Personnel who move throughout facility can present a
source of contamination
– Training
– Identification of people
– Dedicated foot ware programs
– Dedicated toolsPersonnel
• Separation of those working in raw areas from those in
ready-to-eat or washed areas (clean and less-clean)
– Flow patterns
– Floor foamers / footbaths / powdered sanitizersFacility – Sanitary Design
• Rarely is there the opportunity to build a new facility, but
when possible to construct or renovate, it is important to
incorporate sanitary design
• Where design is less than perfect, procedures must be
developed to compensate
• Key areas
– Floors and walls
– Drains
– Process flow
– Equipment design and layoutFacility
• Flooring
– Cleanable surfaces – seal
concrete
– Eliminate cracks and
crevices
– Prevent standing water
– Floors slope toward drain
– Mounted equipment
• Floor mats – daily cleaning
• Walls and ceilings - washableFacility
Drains
• Consideration for type of drain
– Capable of removing water
balanced against being cleanable
• Facility drains from finished to raw
• Prevent backups
• Regular cleaning
• Never pressure wash into a drain
• There are specific drain treatmentsFacility
Separation of clean from less-clean areas
• Process flow should be linear with understanding of foot
and material traffic (pallets, forklifts, etc)
• Separation of raw and finished product areas in terms of
personnel and material movement - Can be physical
structures or even procedural restrictions
• Dedicated equipment
• Air flow – filtration systems
• Water flow issuesFacility Evaluate congregation points as a potential cross contamination point • Handwashing stations • Break areas • Maintenance areas • Forklift travel lanes
Facility
Containers – totes, bins, pallets
• Cleanable
• Designed for purpose
• Acceptable condition
• Designate for area and for
function
– Ingredient vs rework vs trash
• Proper storageEquipment
• Cleanable with areas for harborage sites minimized
• Located so easy to clean, but off the ground, spacing
between equipment should be adequate, areas should
be made to be reachable
• Equipment should not be near open drain systems
• Made of materials that are resistant to cracking or
marring (Stainless vs wood, soft plastic, aluminum, etc)
• Pressurized air should clean, filter changed
• Eliminate open stairs or cat walks, or unprotected
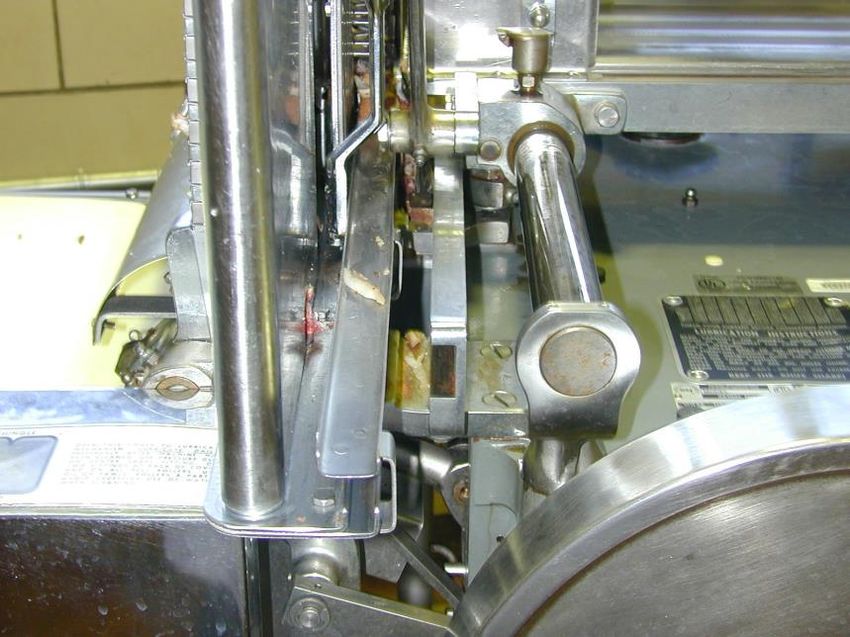
conveyance systems over open productEquipment
Operational equipment
• Conveyors – use belt-loosening devices and/or
conveyor lifts to enhance cleaning
• Equipment support structures
• Wheeled devices – carts, hand trucks, pallet jacks, fork
lifts
• Scale / weigh / package equipment
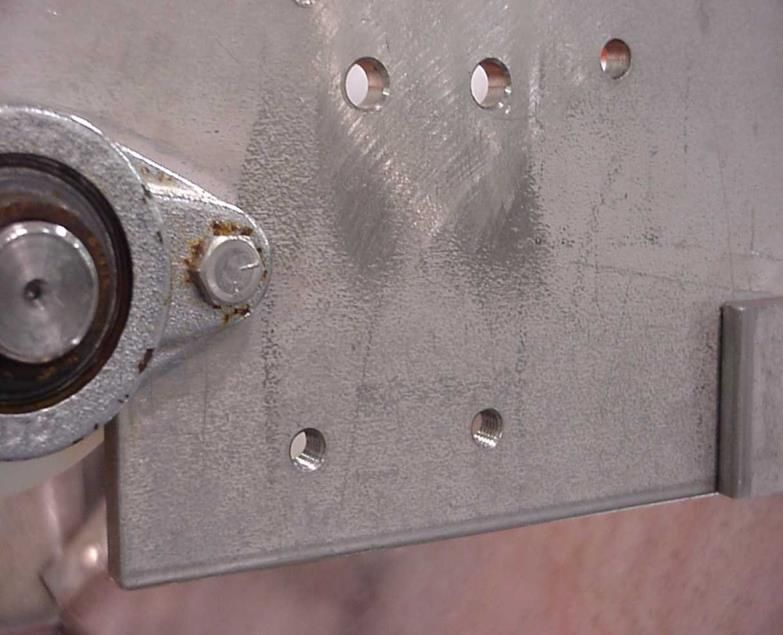
• BrushesEquipment Eliminate / manage collection points / niches • Bolt seams, bolt holes • Unpolished welds • Hollow tubes on rollers, table stands, etc • Unsealed electrical boxes and conduit • Hoist chains • Housing for motors
Equipment - Refrigeration Systems
• Coils and drip pans – drain properly and are cleaned at
scheduled intervals
– Drained to sanitary drain and not floor
• Moisture minimized – condensation, moisture on the
ground
• Items stored off the ground
• Racking systems – cleaning, avoid dripping
• Equipment maintained so capable of temperature
control
• Monitoring temperature controlOperations
• Washing / flume systems are properly maintained –
equipment is regularly cleaned to remove solids and
sanitizer concentration is maintainedOperations
• Processing environment is cleaned and maintained in a
sanitary manner as needed
• Reduction of excess moisture (standing water,
condensation)
• Eliminate lapses in flow pattern rules
• Maintain proper storage conditions including
refrigeration temperatures
• Procedures to ensure that refrigerated product is
handled to maintain temperatureFacility Renovations
• Avoid in areas or times when product is exposed
• Proper protection as underlying structures are
uncovered and removed
• Physical separation to construction area
• Limit traffic in and out of construction area
• Be aware of drainage and air flow from construction
areas
• Filling in of holes left in floors or walls
• Heavy cleaning and sanitizing before restarting
operationCleaning
• Restriction of high-pressure hoses
during operation
• Hoses and nozzles stored off the
ground
• Floor scrubbers
• Mops, brooms, squeegees –
dedicated, properly maintained and
stored
• Do not clean when RTE product can
be exposedCleaning
• Master cleaning schedule for all areas of facility
• Protocol for cleaning difficult to clean areas or
eliminate those areasCleaning – FDA Guidance 1. Dry Cleaning or Pick-Up – solids/soils removal through scrapping, shoveling, brushing 2. Pre-Rinse or Wash Down - Working from the top down, rinse equipment with water to remove all visible soils. Remove any blockage from drains 3. Soap and Scrub - Apply foam cleaner by first foaming walls (if applicable), floors, and then the equipment from the bottom of the equipment to the top. Use physical action to remove any soils 4. Post-Rinse - Remove cleaner by flood rinsing in the same order that the foam was applied. 5. Prepare for Inspection - Remove any possible overhead condensation or standing water 6. Pre-Op Inspection - Visually inspect the equipment for cleaning effectiveness and correct any deficiencies; 7. Sanitize and Assemble - Sanitize the equipment, floors, and (if applicable) walls verify sanitation using ATP bioluminescence or other method
Drain Cleaning • Restriction of high-pressure hoses during operation • Do not clean when RTE product can be exposed • Well designed sanitation procedures • Clean from
Summary
• The processing facility is a potential source for Listeria
contamination
• Evaluate the facility for risks for cross contamination,
niche development, or inadequate procedures
• Develop and implement robust GMPs and other
ancillary programs to control Listeria
• Monitoring, verification, corrective action, and
documentation must be incorporated
There is no perfect facility, but imperfections in design,
materials, and flow can potentially be corrected with well
developed and implemented proceduresQuestions
You can also read