Grain Refiner Development for Al Containing Mg Alloys
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Materials Science Forum Vol. 765 (2013) pp 145-149
© (2013) Trans Tech Publications, Switzerland
doi:10.4028/www.scientific.net/MSF.765.145
Grain Refiner Development for Al Containing Mg Alloys
L. Bolzoni1,a, M. Nowak1,b, F. Yan1,c, and N. Hari Babu1,2,d
1
BCAST - (Brunel Centre for Advanced Solidification Technology)
2
The EPSRC Centre - LiME, BCAST, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK
a
leandro.bolzoni@brunel.ac.uk, bmagdalena.nowak@brunel.ac.uk, cfeng.yan@brunel.ac.uk,
d
mtsthbn@brunel.ac.uk
Keywords: Grain refinement, Mg alloys, High pressure die casting, Solidification processes
Abstract. We have found a chemical compound which can refine the grain structure of both
commercially used Al-free and Al-containing magnesium alloys. In this work, the addition of novel
grain refiner (NGR) on microstructural evolution of two magnesium alloys (AZ91D and AM50)
solidified under various cooling rates is presented. A wedge-shaped copper mould was used to
achieve continuous variation in cooling rate for both alloys. The influence of addition of the grain
refiner for AM50 alloy is investigated for high pressure die casting (HPDC) process. A series of
tensile samples were produced to inspect microstructural and mechanical properties. The observed
improvement in elongation for grain refiner added samples is correlated with the grain refinement in
early solidified crystals that are commonly observed in HPDC products.
Introduction
Magnesium and its alloys are characterised by good specific mechanical performances (strength
and stiffness), good thermal conductivity, electromagnetic shielding capacity as well as excellent
machinability and low density [1]. Consequently, in the last two decades the employment of
magnesium and its alloys was extended to the automotive and aeronautical industries for the
production of lightweight structural components [2] and in the electronic industry for simple thin-
walled castings [3]. The main and broad classification of magnesium alloys is, generally, made on
the base of the addition and the presence of aluminium as an alloying element and, therefore, Al-
free and Al-containing magnesium alloys are commonly used in the industry [4]. Amongst the broad
range of magnesium alloys, the alloys developed based on the Mg-Al phase diagram take a
dominant position in the magnesium products because of their low cost and good castability [5] and
casting is currently the most commonly used production process for magnesium components [6-7].
Of all the developed magnesium alloys used in industries, the AZ91 (Mg-9Al-1Zn), the AM60 (Mg-
6Al-0.5Mn) and, to a lesser extent, the AM50 (Mg-5Al-0.5Mn) alloys dominate the market [8].
Another wide and accepted classification of magnesium alloys, which is applicable to both cast or
wrought alloys, is according to whether or not they contain zirconium [1]. Zirconium has been
recognised as the most effective grain refiner for elemental magnesium and Al-free magnesium
alloys [9] due to the similarities between the crystal structures of Zr and Mg and the potent growth
restriction effect of Zr for Mg [4]. Nonetheless, zirconium is largely ineffective in terms of grain
refinement for Al-containing magnesium alloys [3,10] due to the strong affinity between Zr and Al,
Mn and Si which leads to the formation of stable compounds when they are present in the melt the
melt.
Currently, different techniques are available for the grain refinement of Al-containing
magnesium alloys, such as melt superheating, the Elfinal process, melt agitation, carbon inoculation
and the addition of solute elements like Ca, rare earths or Sr [11-16]. In spite of the development of
these methods, which nevertheless present significant problems of efficiency and reliability, no
commercial grain refiner for Al-containing magnesium alloys is commercially available [2].
Therefore, the development of a more appropriate, effective and consistent grain refiner is
technologically important and necessary but it has not been found yet despite the significant
increase in the number of publications reporting potential grain refiners for Al-containing
magnesium alloys [17].
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,
www.ttp.net. (ID: 134.83.1.243-30/05/13,18:46:57)
146 Light Metals Technology 2013
The aim of this work is to study the influence of a novel grain refiner (NGR), developed at
Brunel University, on the microstructural features and mechanical properties of two Al-containing
commercial magnesium alloys. Specifically, the development of the NGR was performed taking
into account the analogy between the Al-Ti and Al-X phase equilibrium diagrams [18] where
X = Nb, Ta, Mo & W which present a peritectic reaction between aluminium and the master alloy
(i.e. liquid Al + Al3X → solid solution).
Experimental Procedure
The Al-containing commercial magnesium alloys considered in this study were AZ91D and
AM50. The international recognised chemical composition of these two commercial alloys is
reported in Table 1.
Table 1. Chemical composition of the materials studied.
Alloy
Element [wt.%]
AZ91D AM50
Mg Balance Balance
Al 8.3-9.7 4.4-5.4
Mn 0.15-0.5 0.26-0.6
Zn 0.35-1.0 0.22 max
Si 0.1 max 0.1 max
Cu 0.03 max 0.01 max
Ni 0.002 max 0.002 max
Fe 0.005 max 0.004 max
Initially, the alloys for casting experiments were placed inside a conventional furnace lined with
a steel mould and melted at 680 ºC under a protective gas composed of a mixture of SF6 and N2.
Moreover, an Al-Be master alloy was added to further protect the melt from burning. At least 1 hour
was waited for the melt to homogenise at the maximum temperature prior to casting of the melt
without the addition (reference material) of the grain refinement in the form of master alloy or the
addition of the grain refiner. To obtain a reference material, the melt was cooled to 670 ºC ± 3 ºC
and cast in a wedge-shaped copper mould. In the case of the addition of the grain refiner, the master
alloy was added to the melt and left approximately 30 minutes for its dissolution and homogeneous
distribution within the melt. As for the reference material, the melt was then cooled down to
approximately 670 ºC ± 3 ºC and, afterwards cast into the copper mould. Fig. 1 shows a sketch of
the geometry, dimensions and cooling rates Cooling rate ≈ 20 ºC/s
achievable by means of the wedge-shaped
copper and the cylindrical moulds used to
solidify the commercial magnesium alloys. As Cooling rate
it can be seen in Fig. 1, by employing the ≈ 2 ºC/s
wedge-shaped mould, the cooling rate ranges
from approximately 20 ºC/s to 150 ºC/s whilst Cooling rate
for the cylindrical mould the cooling is profile
approximately 2 ºC/s.
The obtained wedge-shaped samples were
cut in halves and one half was Microstructural
metallographically prepared by grinding and analysis of the
etched by means of Tucker’s reagent for cross-section
macroetching analysis. The other half of the Cooling rate ≈ 150 ºC/s
same sample was prepared following the Fig. 1. Sketch of the wedge-shaped copper and
classical metallographic route (grinding, cylindrical steel moulds with their cooling rate
polishing with OPS solution and etching) for profile.
microstructural analysis.
Materials Science Forum Vol. 765 147
To determine the mechanical properties, the AM50 alloy was melted using the same procedure
previously explained and cast by means of high pressure die casting (HPDC) in order to obtain both
cylindrical tensile samples with dimensions as specified in the ASTM E8 standard and 5 mm flat
specimens. Tensile tests were carried out using an Instron® 5569 universal testing machine using a
crosshead speed of 1 mm/min and a 25 mm gauge length external extensometer was used to record
the elongation of the samples. Yield strength, ultimate tensile strength and strain at fracture were
obtained directly from the dedicated program. Specifically, yield strength values (σ0.2) were
calculated by means of the offset method.
Results and Discussion
The macroetched cross-sections of the AM50 wedge-shaped samples with and without the
addition of the NGR are shown in Fig. 2. From these pictures it can be seen that the addition of the
grain refiner to the melt prior to casting leads to much finer microstructural features. In particular,
in the low cooling region, the mean grain size of the reference material is about 1-2 mm whilst after
modification the alloy is characterised by a grain size of approximately 200-300 µm.
Fig. 2. Macroetched cross-section of the AM50 wedge-shaped samples: (a) without and (b) with the addition
of the NGR in the form of master alloy.
From the pictures shown in Fig. 2, it can also be seen that the grain size of the alloy without the
addition of the grain refiner is highly sensitive to the cooling rate as there is an important spatial
variation from the tip to the top of the wedge-shapes specimens. Conversely, after the addition of
the NGR, the spatial variation is significantly reduced indicating that the final grain size is much
less dependent on the cooling rate employed to solidify the material. Based on the results, the same
grain refinement is expected on components produced by sand casting, which has slow cooling
rates, as the addition of the NGR makes the grain size of the material far less sensitive to the
cooling rate employed [19].
Fig. 3 shows an example of the microstructure of AZ91D cast in cylindrical bars. In particular,
the images shown in Fig. 3 illustrate the comparison between the grain size without and with the
addition of the NGR for a slow cooling rate where the reduction of the mean grain size after the
addition of the NGR is clearly visible. Specifically, the primary Mg grain size is lowered from
almost 0.5 mm to roughly 50-100 µm which is beneficial in terms of mechanical properties. Fig. 4
displays the variation of the tensile properties as measured on the AM50 samples obtained by means
of high pressure die casting without and with the addition of the NGR. From the data shown in Fig.
4 it can be seen that the addition of the NGR leads to a better mechanical performance, especially in
terms of strain at fracture which increases from almost 12 % to approximately 14 % in addition to a
marginal reduction in the variation of the data. In this particular case, the strength is just slightly
improved (10 MPa) because HPDC products already have a characteristic fine grain structure due to
the fast cooling rate which is intrinsic of the process.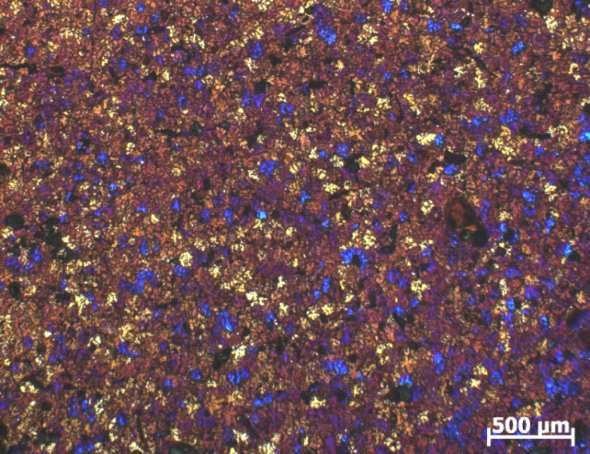
148 Light Metals Technology 2013
a) b)
500 µm 500 µm
Fig. 3. Microstructure of the AZ91D alloy cast into 30 mm diameter cylindrical mould: (a) without and (b)
with the addition of the NGR in the form of powder.
σ0.2 UTS ε
250 20
230 18
Strain at fracture [%]
Strength [MPa]
210 16
190 14
170 12
150 10
130 8
110 6
90 4
70 2
50 0
AM50 without AM50 with
addition NGR addition
Fig. 4. Tensile properties for AM50 tensile samples without and with the addition of the novel grain refiner in
the form of master alloy.
Conclusions
A suitable method to fabricate a NGR in the form of master alloy for the refinement of Al-free
and Al-containing magnesium alloys was developed. This study demonstrated that the addition of
the NGR is an effective route for the refining of the microstructure of commercial Al-containing
magnesium cast alloy. It was proved that the addition of the NGR leads to finer primary Mg grains
and the grain size is not greatly influenced by the variation of the cooling rate and, thus, is less
sensitive to the cooling rate employed.
Acknowledgments
The financial support from the Engineering and Physical Sciences Research Council (EPSRC)
through the EP/J013749/1 Project is gratefully acknowledged.
References
[1] I.J. Polmear, Light Alloys. Metallurgy of the Light Metals, second ed, Edward Arnold, 1989,
pp. 144-159.
[2] M. Suresh, A. Srinivasan, K.R. Ravi, U.T.S. Pillai, B.C. Pai, B, Influence of Boron Addition to
the Grain Refinement and Mechanical Properties of AZ91 Mg Alloy, Mat. Sci. Eng. A 525 (2009)
207-210.
[3] L. Lu, A.K. Dahle, D.H. St. John, Grain Refinement Efficiency and Mechanism of Aluminium
Carbide in Mg-Al Alloys, Scripta Mater. 53 (2005) 517-522.
Materials Science Forum Vol. 765 149 [4] D.H. StJohn, M. Qian, M. Easton, P. Cao, Z. Hildebrand, Grain Refinement of Magnesium Alloys, Metall. Mater. Trans. A 36 (2005) 1669-1679. [5] A.A. Luo, Recent Magnesium Alloy Development for Elevated Temperature Applications, Inter. Mater. Rev. 49 (2004) 13-30. [6] J. Du, M. Wang, W. Li, Effects of Fe Addition and Addition Sequence on Carbon Inoculation of Mg-3%Al Alloy, J. Alloys Compd. 502 (2010) 74-79. [7] A.K. Dahle, D.H. St. John, G.L. Dunlop, Developments and Challenges in the Utilisation of Magnesium Alloys, Mater. Forum 24 (2000) 167-182. [8] A.K. Dahle, Y.C. Lee, M.D. Nave, P.L. Schaffer, D.H. St. John, Development of the As-cast Microstructure in Magnesium-Aluminium Alloys, J. Light Met. 1 (2001) pp. 61-72. [9] E.F. Emley, Principles of Magnesium Technology. Oxford: Pergamon Press, 1966, pp. 200-231. [10] Y.C. Lee, A.K. Dahle, D.H. St. John, The Role of Solute in Grain Refinement of Magnesium, Metall. Mater. Trans. A 31 (2000) 2895-2906. [11] Z.H. Gu, I.Y. Wang, N. Zheng, M. Zha, L.L. Jiang, W. Wang, G.Q. Jiang, Effect of Melt Superheating Treatment on the Cast Microstructure of Mg-1.5Si-1Zn alloy, J. Mater. Sci. 43 (2008) 980-984. [12] Farbenindustrie IG. Belgian Patent 444757, 1942. [13] L. Gao, S.-M. Liang, R.S. Chen, E.-H. Han, Correlation of Recalescence with Grain Refinement of Magnesium Alloys, Trans. Nonferrous Met. Soc. China 18 (2008) 288-291. [14] Y.M. Kim, C.D. Yim, B.S. You, Grain Refining Mechanism in Mg-Al Base Alloys with Carbon Addition, Scripta Mater. 55 (2007) 691-694. [15] G. Wu, Y. Fan, H. Gao, C. Zhai, Y.P. Zhu, The Effect of Ca and Rare Earth Elements on the microstructure, Mechanical Properties and Corrosion Behavior of AZ91D, Mat. Sci. Eng. A 408 (2005) 255-263. [16] S.F. Liu, L.Y. Liu, L.G. Kang, Refinement Role of Electromagnetic Stirring and Strontium in AZ91 Magnesium Alloy, J. Alloys Compd. 450 (2008) 546-550. [17] H.M. Fu, M.-X. Zhang, D. Qiu, P.M. Kelly, J.A. Taylor, Grain Refinement by AlN Particles in Mg-Al Based Alloys, J. Alloys Compd. 478 (2009) 809-812. [18] L.F. Mondolfo, Aluminium Alloys; Structure and Properties, Butterworths, Boston, 1976. [19] N. Hari Babu, M. Nowak, L. Bolzoni, Grain Refiner for Al-Si Alloys, Light Metals 2013, Aluminum Cast Shop III, 2013, pp. 1009-1012.

You can also read