DEVELOPMENT OF AN ALGORITHM FOR A LINEAR INTERPOLATION SYSTEM OF CNC MACHINES USING VARIABLES IN COMPASS 3D
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
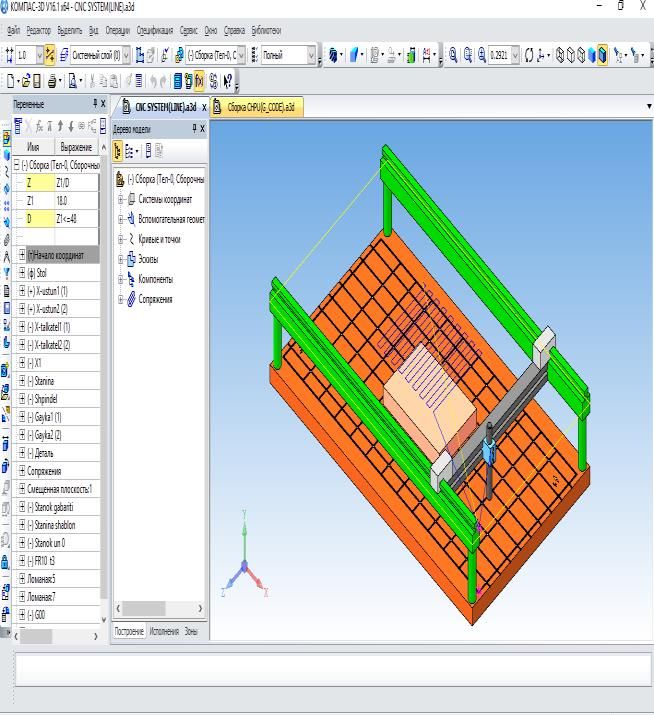
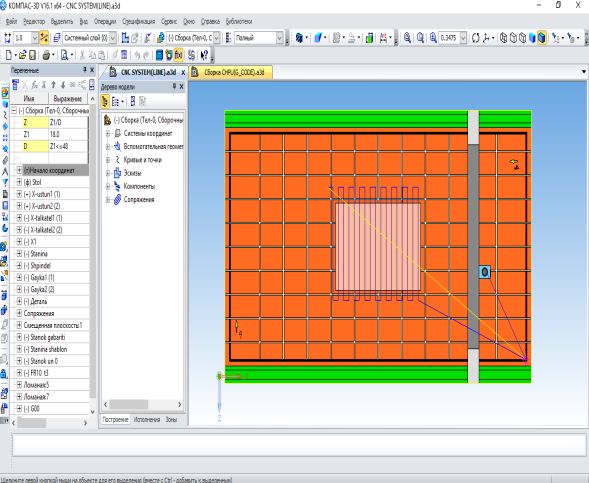
NOVATEUR PUBLICATIONS JournalNX- A Multidisciplinary Peer Reviewed Journal ISSN No: 2581 - 4230 VOLUME 7, ISSUE 5, May. -2021 DEVELOPMENT OF AN ALGORITHM FOR A LINEAR INTERPOLATION SYSTEM OF CNC MACHINES USING VARIABLES IN COMPASS 3D Gafurov B.X, Associate professor of Tashkent state technical university Khasanov O.A, Assistant teacher of Tashkent state technical university Baxronov Kh.B Master student of Tashkent state technical university ABSTRACT: trajectory can be programmed and guided by In this paper, we have analyzed the conventional methods. will not happen. system programming algorithm available in To do this, the nonlinear contours of the the interpolator device used in CNC systems. workpiece are approximated, that is, the Interpolation is a function of the nonlinear contour is replaced by other simpler interpolator structure used to process geometric elements. Replacements are made straight lines, circles, and parabolas. The with straight lines, arcs, circles, or parabola CNC device cannot perform two motions at sections. For example, Figure 1 shows the the same time and feels the need for approximation of the curve y = f (x) bounded by interpolation when performing a shift along points 1 and 2 with the chord, intersection, and a curved contour relative to any system line experiment lines. As a result of the on its coordinate axis. Using the Compass 3D approximation, the curve bounded by points 1 program, we created a machine model and and 2 is replaced by straight lines 1-a-b-2 included system algorithms that perform forming broken lines, where the section "a - b" interpolation. is called the approximation area. INTRODUCTION: The control program's working frame information is general in nature, meaning it provides the coordinates of the end point of the trajectory (in the absolute computational system), or the distance the working body has to travel (in the relative computational system). In this case, the frame does not contain information on how to perform the given a) b) v) displacement, that is, how the CNC device controls the thrust drives to ensure a given Figure 1. Approximation of nonlinear contours displacement trajectory. a) with chordas; b) with intersecting lines; c) Because the coordinate system of CNC with test strips machines is right-angled and the machine In this case, the approximation error is guides are parallel to the coordinate axes, a measured with the bending arrow d, which in curved (or inclined to the coordinate axes) turn is determined by the approximation step. 155 | P a g e
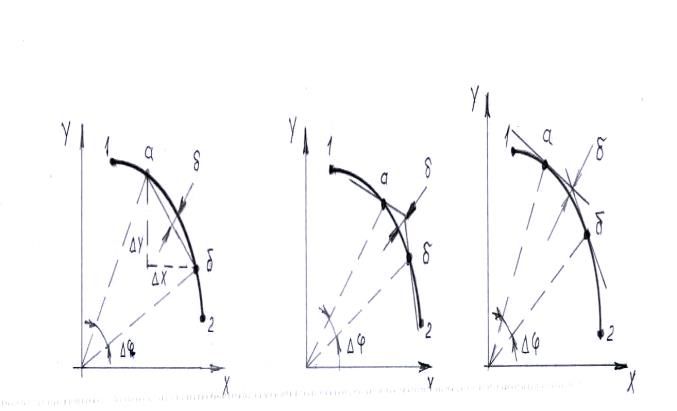
NOVATEUR PUBLICATIONS JournalNX- A Multidisciplinary Peer Reviewed Journal ISSN No: 2581 - 4230 VOLUME 7, ISSUE 5, May. -2021 The approximation step depends on the value of and transmit information about these the Δx and Δy coordinate small pushes or the coordinates to the control unit. consists of. The central angle Δφ. To increase the accuracy of the function of the interpolator can also be approximation, the length of the straight line expressed as: to provide a functional connection sections should be reduced. between the coordinates of the base points The approximation step for the during the movement of one base point to approximation methods is found in the another base point per minute, as well as to following formulas: transmit signals about these coordinates to the A) to approximate with chordas: ∆φ = control device. δ The function performed by the 2 arccos (1 − R) interpolator is called interpolation. Depending B) to approximate with intersecting lines: R− δ on the approximation method, the interpolation ∆φ = 2 arccos (R+ δ) can be linear, circular, or parabola. V) to approximate with attempt lines: ∆φ = The rule of interpolation implementation R 2 arccos (R+ δ) (interpolation algorithm) is mainly based on the solution of algebraic equations, relying on the In these formulas, R is the radius of the method of estimation function. In linear arc, δ is the approximation error. The interpolation, the evaluation function for each approximation step can also be specified with intermediate point of the trajectory can be small shifts in ΔX va ΔY coordinates. expressed by the following formula: As mentioned above, in order to bring the actual F i,j = yj xk − xi yk , trajectory closer to a given trajectory, it is necessary to increase the number of In this case , are the coordinates of intermediate points (or approximation fields), the intermediate point with respect to the as well as to provide a sequence of coordinate beginning of the line section; , - thrusts to the instrument between these points. coordinates of the end point of the line section; The addition of additional reference I, j is the number of elementary thrusts along the points leads to a sharp increase in calculations “x” and “y” axes. The length of each elementary and program size when creating a management slip (interpolation step) is equal to the program. Therefore, in practice, a detailed discreteness of the CNCQ. representation of the trajectory of the The rule of interpolation can be seen in the instrument between two intermediate points is graph below carried out using a special computing device - an interpolator. Or, in other words, for the approximation to take place, the motion must be performed on the two coordinate axes at the same time interval, and the trajectory of the center of the instrument must correspond to the "a - b" intersection. This requirement is met by Figure 2. Interpolation: a) linear interpolation; a special device - an interpolator. b) circular interpolation An interpolator is a computational part As can be seen from the figure, the of a numerical control device whose main straight line contour being processed by OA is function is to continuously find the coordinates not parallel to the coordinate axes. This means of a moving point on a line of approximation or that in order to form such a contour, there must an analytic curve with a certain discreteness 156 | P a g e
NOVATEUR PUBLICATIONS JournalNX- A Multidisciplinary Peer Reviewed Journal ISSN No: 2581 - 4230 VOLUME 7, ISSUE 5, May. -2021 be an interpolation that provides a sequence of step pushes along the X and Y coordinate axes. The line OA drawn on the interpolation divides the XY coordinate plane into two areas: 1) the value of the evaluation function is positive at the top of the line OA (Ϝ> 0), and 2) the function has a negative value at the bottom (Ϝ
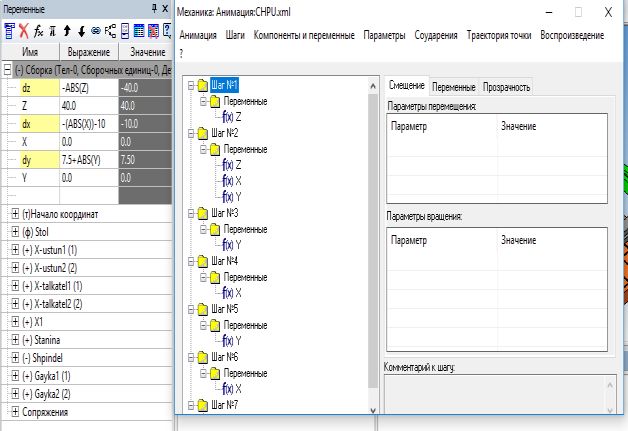
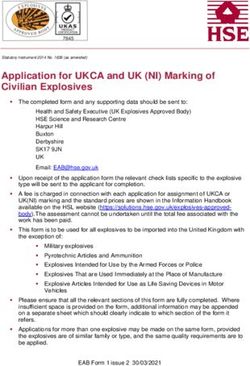
NOVATEUR PUBLICATIONS JournalNX- A Multidisciplinary Peer Reviewed Journal ISSN No: 2581 - 4230 VOLUME 7, ISSUE 5, May. -2021 We perform animation in the Compass Lubricoolant in machining process. IJAR, 3D program: 6(5), 347-352. 6) Umarov, E. O., Mardonov, U. T., & Turonov, M. Z. (2021, January). MEASUREMENT OF DYNAMIC VISCOSITY COEFFICIENT OF FLUIDS. In Euro-Asia Conferences (Vol. 1, No. 1, pp. 37-40). Figure 6. Animation sequence CONCLUSION: In this paper, we performed the interpolation operation used on CNC machines using the Compass 3D program. We know that modern production is impossible without CAD, CAM, CAE technologies. However, the capabilities of CAM technology in Compass 3D are somewhat limited. We have shown that this program can be used as well. We also created an Interpolation Algorithm in the Java programming language. REFERENCES: 1) Molchanov G.N., Smetankin K.I. Stanki s ChPU. Strukturno-texnologicheskoe modelirovanie[CNC machines. Structural and technological modeling]. Tashkent, «Ukituvchi», 1993 – 240 s. 2) Acherkan N.S. i dr. Metallorejuщie stanki. Tom 2[Metal cutting machines. Volume 2], M., «Mashinostroenie», 1965. – 628 str. 3) Push V.E. Konstruirovanie metallorejuщix stankov[Design of metal-cutting machine tools]. M., «Vыsshaya shkola», 1977 – 431 s. 4) Metallorejuщie stanki[Metal cutting machines]. Under edition of Tepinkichieva. M., «Mashinostroenie», 1973 – 431 s. 5) Odilovich, U. E., & Ugli, M. U. T. (2020). Analyzing the effect of magnetic field on 158 | P a g e
You can also read