Medical device package testing case study-the importance of thorough package performance evaluation to support compliance with the new medical ...
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
White paper—June 2019
Medical device package testing
case study—the importance of thorough package
performance evaluation to support compliance with
the new medical device regulations (MDR)
Study phase 2
Comparative packaging performance testing post sterilization and environmental conditioning
Authors: Nicole Kaller, Application Development Leader EMEA, and Laetitia Clerc, Global Technology Market Leader,
DuPont Medical and Pharmaceutical Protection
Background
Revision of International Organization for Standardization (ISO) Making a thoughtful selection of qualified materials and
11607 Packaging for terminally sterilized medical devices, the focusing on appropriate packaging designs are crucial steps to
guiding standard for medical device packaging, is complete and help maintain sterility of medical devices until the point of use
the revised standard was published in February 2019. and to support the regulatory compliance process in light of the
new requirements of the MDR and the revised ISO 11607.
Revisions were made specifically to support compliance with
the new EU medical device regulations (MDR) emphasizing In addition to more stringent requirements from the regulatory
sterile packaging validations with a few new key requirements. side, rising cost pressures and increasing cost-cutting measures
For example, ISO 11607-1 supports the general safety and continue to challenge the healthcare industry. The optimal
performance requirement (GSPR) of the new MDR, stating balance between risk management, in terms of safe package
that “Devices shall be designed, manufactured and packaged performance, and economic efficiency is the key. Therefore,
in such a way that their characteristics and performance current and alternative medical packaging solutions are being
during their intended use are not adversely affected during evaluated to best meet this balance.
transport and storage, for example, through fluctuations of
temperature and humidity, taking account of the instructions Based on this need, DuPont developed Tyvek® 40L for
and information provided by the manufacturer.”1 protecting lightweight, lower-risk and lower-cost devices.
The MDR insists on the point that maintenance of sterility shall All in a clean peel, low particulate generating material that
be ensured “until that packaging is opened at the point of is compatible with ethylene oxide (EO) and radiation sterilization
use”2 while “it shall be ensured that the integrity of that modalities. The addition of DuPont™ Tyvek® 40L to the
packaging is clearly evident to the final user”.2 To achieve this, family of Tyvek® styles for medical packaging provides an
the MDR requires sterile devices to be “packaged by means of economical and robust Tyvek® option for applications where
appropriate, validated methods”.3 medical-grade papers are used and do not always meet the
performance requirements.
ISO 11607-1 considers packaging systems as validated when
they “meet the requirements of design, usability, performance Figure 1. New DuPont™ Tyvek® 40L.
testing and stability testing”4 and when they are produced by a
validated packaging process.
The MDR also contains a requirement to include validation
reports, with respect to packaging and maintenance of
sterility, into the technical documentation that will be reviewed
by notified bodies in the frame of quality management
system audits.
1
Regulation (EU) 2017/745, Annex 1, Chapter 1, Paragraph 7 (p. 95), 2017.
2
Regulation (EU) 2017/745, Annex 1, Chapter 2, Paragraph 11.4 (p. 97), 2017.
3
Regulation (EU) 2017/745, Annex 1, Chapter 2, Paragraph 11.5 (p. 97), 2017.
4
International Organization for Standardization (ISO) 11607-1 Packaging for terminally
sterilized medical devices—Part 1: Requirements for materials, sterile barrier systems
and packaging systems, Chapter 9, Paragraph 9.1 (p. 15), 2019.
1
Overview
A comprehensive study was conducted to evaluate the During study phase 2, which will be covered in this white paper,
performance of flexible form-fill-seal (FFS) blisters made package testing was performed pre- and post-sterilization (EO
with either DuPont™ Tyvek® 2FS™, the new Tyvek® 40L or one and Gamma) and post environmental conditioning (considering
of two commonly used medical-grade papers (reinforced standard and wet conditions that may occur during transport)
medical-grade paper >80g or direct seal medical-grade paper with subsequent transportation testing (shipper and pallet
60g). A total of approximately 2,800 packages were tested in testing). The blisters were subjected to visual inspection, seal
two study phases. integrity evaluation (dye penetration and bubble leak testing)
and seal and burst strength testing.
The purpose of study phase 1 was to define the sealing
process window of the blister seals and perform an evaluation All testing for study phase 2 was conducted according to
of the seal performance prior to sterilization. This analysis recognized standards listed in ISO 11607 by Anecto Test
was performed by Steripac GmbH, an independent contract Services, an independent accredited laboratory based in
packaging service provider based in Germany. The white paper Ireland. Statistical methods have been applied for the definition
that covers study phase 1 was published in October 2018 and of an appropriate sample size.
is available to download: metric version or English version.
Executive summary—study phase 2 Package integrity
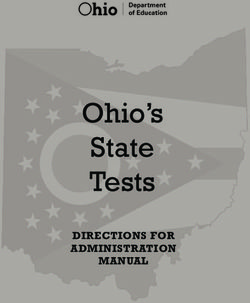
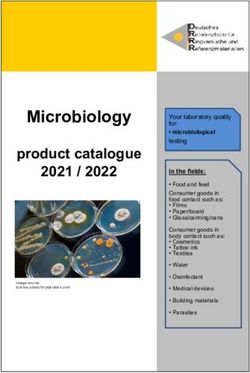
Integrity failures were reported for three of the four
Scope of the study tested blister material combinations. Several blisters
In study phase 1, the sealing process window range made with medical-grade paper (reinforced medical-
and the optimal process parameters for producing the grade paper >80g or direct seal medical-grade paper
four seals were successfully defined for all four blister 60g) did not pass the bubble leak test (ASTM F2096)
material combinations (DuPont™ Tyvek® 40L, DuPont™ post pallet transportation testing after standard
Tyvek® 2FS™, reinforced medical-grade paper >80g and environmental conditioning (sequence A) and post
direct seal medical-grade paper 60g). All four material shipper transportation testing after wet environmental
combinations met the specified requirements (minimum conditioning (sequence B).
seal strength, seal integrity, peel performance and
visual attributes) with some differences in seal strength One failure on a blister made with Tyvek® 40L was
performance. The white paper that covers study phase reported post sequence B. No failures occurred with
1 was published in October 2018 and is available to blisters made with Tyvek® 2FS™.
download: metric version or English version.
The results of the integrity testing suggested that
Following this basic assessment, blisters were produced increasing the basis weight of the paper does not
according to the defined nominal process parameters necessarily lead to a reduced risk of package failure.
and filled with the selected medical device (transfusion Wet or humid environmental conditions have been
kit) and subsequently underwent sterilization (double shown to have a negative impact on integrity testing
cycle EO or Gamma). Package testing was performed results post transportation testing, especially for
by an independent accredited laboratory according to cellulose-based materials. Integrity failures of blisters
recognized standards listed in ISO 11607. after transportation testing have only been observed
post Gamma sterilization.
Integrity and package strength testing were performed
pre- and post-sterilization; post environmental standard Figure 2. Example of an integrity failure on a
conditioning and subsequent pallet transportation medical-grade paper blister.
testing (sequence A); and post environmental wet
conditioning and subsequent shipper transportation Direct seal medical-grade paper 60g
(sequence B). The objective of sequence B was to assess
if highly humid conditions might have a negative impact
on the packaging materials and/or seals and could
potentially lead to an increased risk of sterility breach.
Statistical methods were applied for the definition of an
appropriate sample size.
Transportation testing—standard
2
All samples of the four blister material combinations Burst strength results (ASTM F2054) were reviewed
passed the dye penetration test, confirming the integrity for each blister material combination to find out if
of all blister seals. sterilization (Gamma) and/or wet environmental
conditioning and subsequent transportation testing
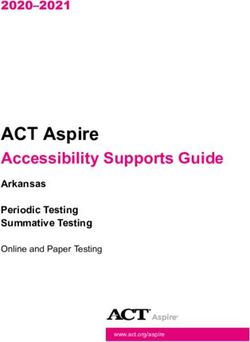
Visual inspection—material color stability might have an influence on the data trend.
and seal quality
Burst strength of the Tyvek® 2FS™ blister was found to
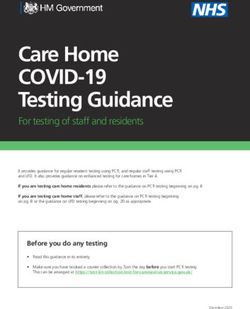
Of the four tested blister material combinations,
be the highest compared to the other blister material
the two medical-grade papers showed yellowing in
combinations. The direct seal medical-grade paper
different degrees after Gamma sterilization. This shows
60g blister had the lowest burst strength. For all blister
that Gamma radiation had a negative impact on the
material combinations, except for the Tyvek® 40L blister,
aesthetics of the paper blisters, likely related to the
degradation of cellulose or other components. None of some decrease in burst strength was observed post-
the blisters made with Tyvek® 40L or Tyvek® 2FS™ showed sterilization and post wet environmental conditioning
and subsequent transportation testing.
any noticeable discoloration.
Figure 3. Example of post-sterilization color change on a Burst experiment
medical-grade paper blister. During transport, pressure changes occur due to
altitude and temperature changes, which can result
Reinforced medical-grade paper >80g in an increased risk of sterility breach of a package.
An experiment based on ASTM F1140 modified burst
strength testing was conducted to demonstrate the
positive impact of high package breathability on the
burst strength of a package.
This experiment demonstrated very clearly the benefit
of a highly breathable package, such as one made with
Tyvek® 40L, decreasing the risk of a package bursting during
Non-sterilized Post EO Post Gamma transport and handling. Tyvek® 40L has very high porosity.
sterilization sterilization
Conclusions
All blister package seals were inspected according
to ASTM F1886, pre- and post-sterilization. No Based on the results of study phase 2, it can be
abnormalities were reported. concluded that a risk-based package performance test
plan (e.g., including wet environmental conditioning
prior to transportation testing) is indispensable to
Package strength analysis
ensure that all device packaging requirements, such
Seal strength results (ASTM F88) of seals produced as those outlined in the new MDR and ISO 11607, are
with nominal settings were reviewed for each blister met. Testing conditions should be selected based on a
material combination to find out if sterilization risk assessment that considers all possible challenges
(EO or Gamma) and/or wet environmental conditioning during the life cycle of a device and packaging, from
and subsequent transportation testing have an influence manufacturing up to the point of use. It is important
on the data trend. to consider all risk aspects, such as transportation
or environmental conditioning extremes and/or
Seal strength of the Tyvek® 40L blister and Tyvek® 2FS™ sterilization modality and doses, in order to define
blister was between 3 N/15 mm and 4 N/15 mm, with the appropriate packaging material and design.
normal variability. Seal strength remained stable post- Prescreening testing prior to starting any validation
sterilization with each condition. work is strongly recommended to avoid costly
revalidations and commercialization delays.
Seal strength of the reinforced medical-grade paper
>80g blister was at the same level, but variability
was higher and even increased post-sterilization and
post wet environmental conditioning and subsequent
transportation testing.
Seal strength of the direct seal medical-grade paper 60g
blister was found to be the lowest (around 2N/15 mm)
compared to the other blister material combinations.
3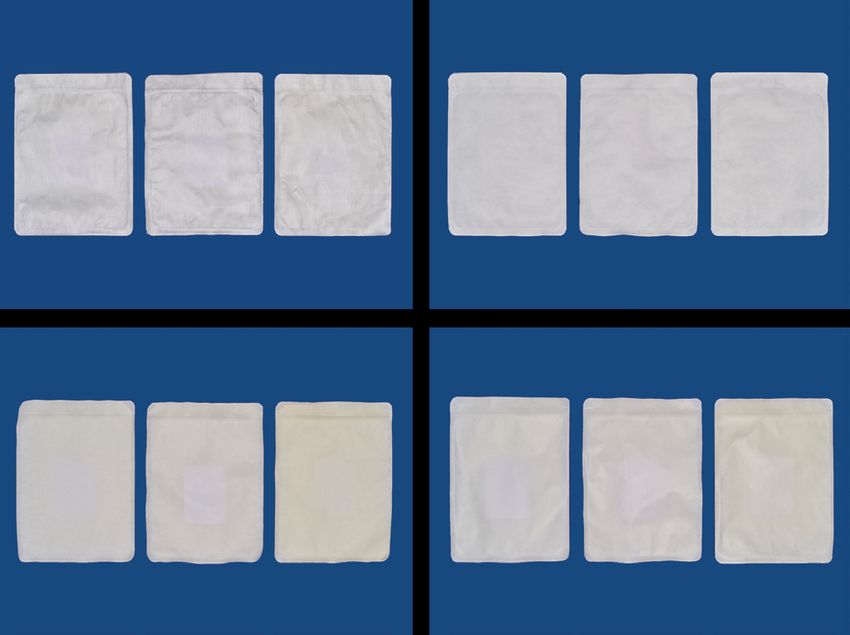
Scope of study phase 2 Figure 5. Sample blisters filled with the blood transfusion device.
Test material and package design selection DuPont™ Tyvek® 40L DuPont™ Tyvek® 2FS™
Study phase 2 is to be seen as the continuation of study
phase 1, which is available to download: metric version or
English version.
For both studies, four different material combinations were
used to produce flexible blisters on a Multivac form-fill-seal
(FFS) machine. Reinforced medical-grade Direct seal medical-grade
paper >80g paper 60g
For Tyvek® as the top web material, the styles with the lowest
basis weight offered by DuPont that are used in medical
packaging (Tyvek® 2FS™ and Tyvek® 40L) were selected.
Tyvek® 2FS™, with a basis weight of approximately 59.5 g/m2,
is ideal for FFS applications, smaller medical devices and
those with rounded edges. Tyvek® 40L, with a basis weight of
approximately 41 g/m2, is a cost-effective option for lightweight, Sealing process window definition and blister
lower-risk medical devices and was recently added to the
sample production—study phase 1
Tyvek® portfolio for sterile packaging applications.
The purpose of study phase 1 was to define the sealing window
In addition to Tyvek® 2FS™ and Tyvek® 40L, two medical-grade of the four seals for each blister material combination (refer to
papers commonly used for the same type of devices were Table I) and to perform an evaluation of the seal performance.
selected for the top web material—one low basis weight Seal performance was determined by assessing the sealing
and one higher basis weight; one coated reinforced and one window, seal strength properties, visual attributes, peelability
uncoated version—reinforced medical-grade paper >80g and and seal integrity of non-filled blisters. This analysis was
direct seal medical-grade paper 60g. performed by Steripac GmbH, an independent contract
packaging service provider based in Germany. Details can be
found in the white paper that covers study phase 1, which is
For each of the top web materials, appropriate PA/PE forming
available for download: metric version or English version.
films were selected in consultation with Steripac GmbH, the
contract packaging service provider. To allow for peelability,
the film has an integrated peel layer to seal to uncoated Tyvek®. A Multivac FFS Machine Type R700 was used to form the
Refer to Table I for a list of materials used in this study. blisters and create the seals, with a defined speed of 5.5
cycles/min.
Table I. Materials used in the study
In study phase 1, the sealing process window range and the
optimal process parameters for producing the four seals
Top web material Bottom web material
were defined for all four blister material combinations
DuPont™ Tyvek® 40L (refer to Table II). All four material combinations met the
PE/PA/PE 75 µm specified requirements with some differences in seal strength
DuPont™ Tyvek® 2FS™ performance. Seal strength was very low on the direct seal
Reinforced medical-grade paper >80g medical-grade paper 60g blisters at all sealing conditions
PA/PE 80 µm (minimum, nominal, maximum). The highest seal strength
Direct seal medical-grade paper 60g could be achieved with the two Tyvek® blisters.
A blood transfusion device (lightweight, not very bulky with
Following this basic assessment, a defined number of blisters
flexible as well as sharp-edged parts) was selected as the
was produced according to the defined nominal process
medical device to be packaged because this low-cost and high-
parameters and filled with the selected transfusion device.
volume device can realistically be expected to be packaged in
The blisters were then packed in transport boxes and shipped
flexible FFS blisters (refer to Figure 4). The blister dimension of
to the contract sterilizers for sterilization with either EO or
filled packages was 180 x 130 x 20 mm (refer to Figure 5).
Gamma radiation. A typical EO cycle according to the contract
packaging service provider and the Gamma target dose of
Figure 4. Blood transfusion device.
25 kGy were applied (each a double cycle).
4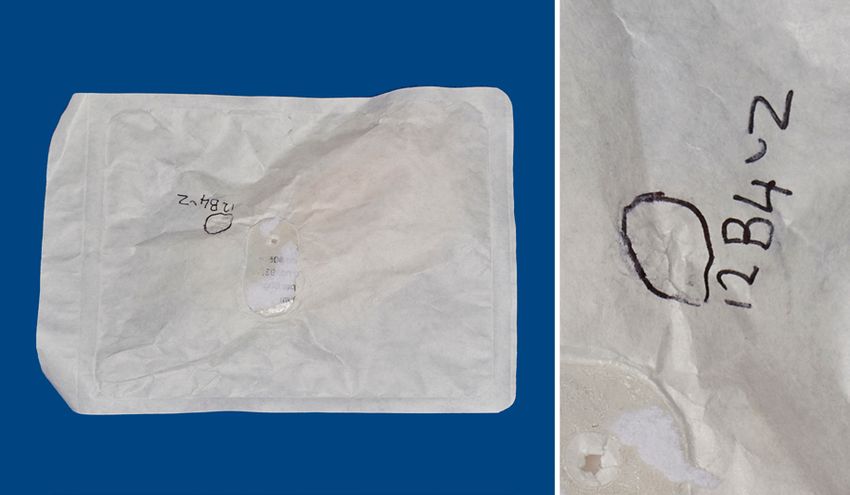
Figure 6. Blister sample production on the FFS machine at Steripac GmbH.
Table II. Defined sealing process parameters for all four blister material combinations
Sealing temperature (ºC) Dwell time (sec) Pressure # Cycles/
Minimum Nominal Maximum Minimum Nominal Maximum (bar) min
DuPont™ Tyvek® 40L 100 105 110 1 1.5 2 6 5.5
DuPont™ Tyvek® 2FS™ 105 112 120 1 1.5 2 6 5.5
Reinforced medical-grade
130 137 145 1 1.5 2 6 5.5
paper >80g
Direct seal medical-grade
150 157 165 1 1.5 2 6 5.5
paper 60g
Packaging quality evaluation pre-sterilization,
post-sterilization and post environmental
conditioning and transportation testing
During study phase 2 and as shown in Figure 7, package testing market for validation of sterile barrier systems (SBS) and for
was performed pre- and post-sterilization (EO and Gamma) performing prescreening tests. Prescreening testing is applied
and post environmental conditioning (considering standard prior to validation to assess the fitness for use of an SBS for
and wet conditions that may occur during transport) with a specific medical or pharmaceutical device application.
subsequent transportation testing (shipper and pallet testing). This is recommended to avoid unpleasant “surprises” during
The blisters were subjected to visual inspection, seal integrity validation, which can be very expensive and time consuming.
evaluation (dye penetration and bubble leak testing) and seal
and burst strength testing. Refer to Table II for testing details.
Testing has been performed by Anecto Test Services, an Statistical methods have been applied for the definition of an
independent accredited laboratory based in Ireland, according appropriate sample size.
to recognized standards listed in ISO 11607. The selected
test methods for this study are widely used in the global
5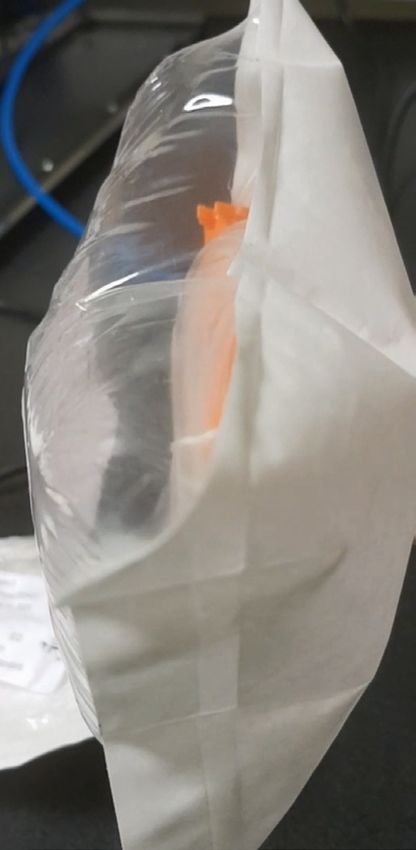
Figure 7. Overview of the testing that was conducted during study phase 2.
Package testing
Sterile (EO/Gamma) and non-sterile packages Sterile (EO/Gamma) packages
Conditioning Conditioning
Pre- and post- ASTM D4332 ASTM D4332
sterilization
- standard - - wet -
Sequence A
Sequence B
Transport Transport
ASTM D4169 ASTM D4169, ISTA 2A
- pallet - - shipper -
Visual inspection Visual inspection
Dye test
Visual ASTM F1929 Seal Burst Bubble Bubble Seal Burst
inspection strength strength leak leak strength strength
ASTM F1886 Bubble leak ASTM F88 ASTM F2054 ASTM F2096 ASTM F2096 ASTM F88 ASTM F2054
ASTM F2096
Sample size definition
ISO 11607 requires that “sampling plans used for testing of standard deviation of the measured property. Refer to Table
materials, sterile barrier systems or packaging systems shall III. Following calculation of the appropriate size, the definitive
be applicable to materials, sterile barrier systems or packaging number has been partially adapted or rounded by applying
systems being evaluated. Sampling plans shall be based upon rationales for the purpose of this comparative study.
statistically valid rationale.”5
As outlined in ISO 11607-1, common statistically based sampling
There are many factors to consider, such as the number of plans can be applied; for example, as per ISO 2859-1 or ISO 186.
packages in a population or lot; the type of data the test You may also consult ISO/TS 16775, ANSI/ASQ Z1.9 (for variable
method produces (variable or attribute); the variability of data) and ANSI/ASQ Z1.4 (for attribute data).
the measurements; and the level of acceptable risk. Adapted
plans should be defined based on whether the sampling is For more information on hypothesis testing and sample size
for routine production control, for validation purposes, for definition, refer to an article published by MD&DI/Qmed, titled:
comparative studies or other uses. “Using Hypothesis Testing In Medical Packaging Validation” by
Nick Fotis, Wayne Taylor and Laura Bix.
For this comparative study, we applied the following statistical
approach to define the sample size: You may also be interested in reading “Scientists rise up
against statistical significance,” an article published by
• For variable data: analysis of variance/power calculation (based
nature, the international journal of science, which discusses
on a statistical power of 90% and confidence level of 95%)
recent recommendations from the American Statistical
• For attribute data: binomial distribution (based on acceptable Association (ASA).
risk—statistical probability/statistical power of 90% and
confidence level of 90%) Table III. Data input for sample size calculation for
comparative study phase 2
Sample size definition with analysis of variance/power
calculation and binominal distribution is typically used with Effect size
Statistical Confidence Standard
the objective to apply hypothesis testing, which is a common (difference
power (%) level (%) deviation
approach in the six sigma methodology. to detect)
For the actual calculation of the sample size, Minitab® statistical Depending Depending
software was used, taking into account statistical power of 90% Variable data 90 95 on test on test
or 95% and a confidence level of 90% or 95%; the effect size specifics* specifics*
(how large of a difference you wish to detect); and the typical Attribute data 90 90 - -
5 *As an example, for calculating seal strength sample sizes for this study, the effect size of
International Organization for Standardization (ISO) 11607-1 Packaging for terminally sterilized
0.25 N/15 mm and an estimated standard deviation of 0.25 N/15 mm was used.
medical devices—Part 1: Requirements for materials, sterile barrier systems and packaging
systems, Chapter 4, Paragraph 4.3 (p. 6), 2019.
6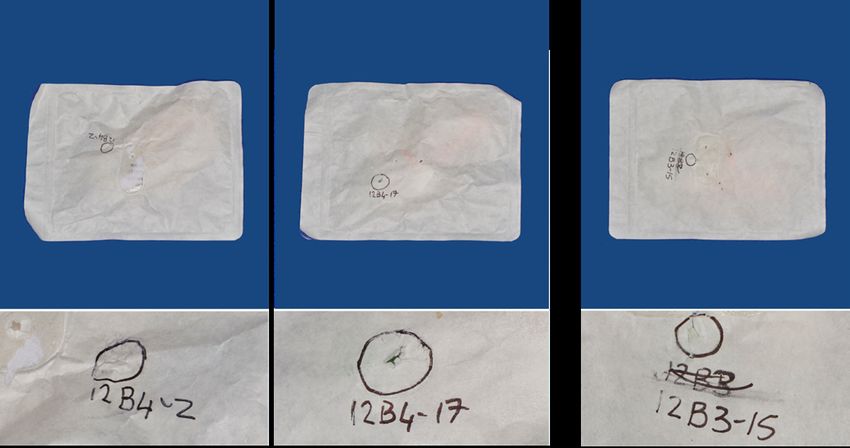
Study phase 2 test plan
Following the definition of an appropriate size, the final test plan was confirmed as detailed in Table IV.
Table IV. Defined test characteristics for packaging quality evaluation post environmental conditioning
and transportation testing at Anecto Test Services, an accredited laboratory
Acceptance Sample size per material
Test/test method Test details/notes Unit
criteria combination
Visual inspection
ASTM F1886 / The following quality Pass/fail No fail (all fails 15 unfilled, non-sterilized
Visual color change properties were considered: to be reported) blisters
assessment wrinkles; channels; non-
uniform seal width; foreign 15 filled blisters each
particles; visible bubbles in sterilized by EO and
the seal area Gamma radiation
Note: Reference samples
were sent to DuPont for
assessment of potential color
changes of the materials
post-sterilization
Seal integrity—dye penetration
ASTM F1929 The method has been Pass/fail No fail (all fails 15 unfilled, non-sterilized
validated to detect defects or half channels blisters
down to 50 microns to be reported)
15 filled blisters each
Dye injected into the sterilized by EO and
blister, each seal wetted Gamma radiation
for 5 seconds
Observed for evidence
of channels, seal creep
and any leakage
Seal integrity—bubble leak
ASTM F2096 The method has been Pass/fail No fail/no leakage 15 unfilled, non-sterilized
validated to detect defects during testing blisters
down to 250 microns from the seals
or the surface of 15 filled blisters each
Blister was submerged in the blister sterilized by EO and
water and internal pressure Gamma radiation
was gradually increased Leakage
20 filled blisters post
areas to be
Observed for evidence of environmental conditioning
documented and
bubbles seen coming from a and transportation; each
photographed
potential blister failure shipper wet and pallet
tested
(Continued)
7
Table IV. Defined test characteristics for packaging quality evaluation post environmental conditioning
and transportation testing at Anecto Test Services, an accredited laboratory (Continued)
Acceptance Sample size per material
Test/test method Test details/notes Unit
criteria combination
Seal strength
ASTM F88/F88M Test speed 200 mm/min; N/15 mm Comparative 10 unfilled, non-sterilized
unsupported 90⁰ evaluation blisters
Measuring maximum in different
Sample dimension load seal strength conditions 10 filled blisters each
15 mm x 75 mm sterilized by EO and Gamma
radiation
Seal strength sampling
locations were as follows: 10 filled blisters post
environmental conditioning
Top web and transportation shipper
/16”
9 MD
wet testing
D
4 separate samples were
/16”
9
A B 9
/16” taken from the seals per
blister
C
/16”
9
Burst strength
ASTM F2054 The porous area of the mbar Comparative 10 unfilled, non-sterilized
blister was not taped evaluation blisters
in different
Internal pressure of the conditions 10 filled blisters sterilized
blister was increased until by Gamma radiation
a failure occurred
10 filled blisters post
The package was visually environmental conditioning
examined and the position/ and transportation shipper
type of failure (material or wet testing
seal failure) noted
The pressure at which the
burst occurred was recorded
8
Environmental conditioning and transportation Figure 8. Environmental conditioning and transportation
testing protocol testing flow.
In the new MDR it is stated that “Devices shall be designed,
Sequence A—pallet Sequence B—shipper
manufactured and packaged in such a way that their
characteristics and performance during their intended use
Environmental Environmental
are not adversely affected during transport and storage, for conditioning conditioning
example, through fluctuations of temperature and humidity, ASTM D4332 ASTM D4332
taking account of the instructions and information provided by - standard - - wet -
the manufacturer.”6
As per ISO 11607-1 “the packaging system shall provide Direct transfer
Conditioning
adequate protection to all sterile barrier systems and the to transportation
back to ambient
sterile contents through the hazards of handling, distribution testing
and storage”.7 The standard lists different hazards, such as
shock and vibration; compression; temperature; humidity;
mode of transportation; and pressure changes. Transportation testing Transportation testing
ASTM D4169 ASTM D4169, ISTA 2A
The rationale for the selected environmental conditioning
parameters in this study was to consider eventual occurring
humid conditions during transport. The objective was to assess
if wet conditions have a negative impact on the packaging
materials and/or seals and potentially lead to an increased risk Package testing Package testing
of sterility breach. Visual inspection Visual inspection
Integrity Integrity
ASTM F2096 ASTM F2096
The most common practice in the market for environmental
pre-conditioning is to run through the different extremes of Seal strength
ASTM F88
temperature and humidity, as defined in the standards ASTM
Burst strength
D4169/ASTM D4332 based on the risk level, but then go back
ASTM F2054
to ambient environmental conditions before starting the actual
transportation testing.
Shipper and pallet configuration
For this study, following consultation with Anecto Test Services, Filled and sterilized blisters were packed in carton boxes
transportation testing was performed with pallets, applying (shippers) for wet condition transportation testing.
“standard” environmental conditioning (sequence A), as well
as with shipper cartons (single parcels), applying a modified Figure 9. Blister samples in shipper box (empty example).
environmental conditioning protocol (sequence B). Modified
means that the very last step included very humid conditions
and the shippers were subsequently directly transferred to
transportation testing. That way, the potential impact of wet
conditions similar to what may occur during transportation in
tropical locations, for example, can be evaluated.
See Figure 8 for test flows.
For pallet testing post standard environmental conditioning,
the shippers have been loaded onto the pallet as follows:
• Layer 1: one shipper per material combination post
EO sterilization
• Layer 2: one shipper per material combination post
Gamma radiation
For more details on the pallet configuration, refer to Figure 10.
6
Regulation (EU) 2017/745, Annex 1, Chapter 1, Paragraph 7 (p. 95), 2017.
7
International Organization for Standardization (ISO) 11607-1 Packaging for terminally
sterilized medical devices—Part 1: Requirements for materials, sterile barrier systems
and packaging systems, Chapter 8, Paragraph 8.2.1 (p. 14), 2019.
9
Figure 10. Top and side view of the pallet; shipper orientation After environmental conditioning, transportation testing was
for transportation testing. carried out in accordance with ASTM D4169 and associated
international testing standards as described in Table VI. The
test has been based on Assurance Level I of ASTM D4169
Top view—Layer 2 Distribution Cycle 6.
Shipper Shipper Vehicle compression was excluded because shipper
blisters 1 blisters 2
Gamma Gamma performance was not subject to the comparative study.
Table VI. Transportation test standards sequence—
Shipper Shipper pallet testing
blisters 3 blisters 4
Gamma Gamma Test method /
Sequence Test schedule
standard
ASTM D4169,
1 Conditioning
ASTM D4332
Side view—Layer 2
A: Manual handling—pickup ASTM D4169,
Shipper Shipper 2
blisters 3 blisters 4 obstacle course 1 ASTM D6055
Gamma Gamma
A: Manual handling—incline ASTM D4169,
3
Side view—Layer 1 impact 1 ASTM D880
Shipper Shipper A: Manual handling—forklift ASTM D4169,
4
blisters 3 blisters 4 truck handling 1 ASTM D6179
EO EO
E: Vehicle/random ASTM D4169,
5
vibration—truck ASTM D4728
ASTM D4169,
6 J: Concentrated impact
ASTM D6344
A: Manual handling—pickup ASTM D4169,
7
Pallet transportation testing under standard conditions— obstacle course 2 ASTM D6055
sequence A
A: Manual handling—incline ASTM D4169,
The conditioning of the respective filled and sterilized blisters 8
impact 2 ASTM D880
in the shippers was carried out per ASTM D4332 environmental
conditioning for a total of seven days, as shown in Table V. A: Manual handling—forklift ASTM D4169,
9
truck handling 2 ASTM D6179
Table V. Pallet/shipper standard pre-conditioning ASTM D4169,
10 B: Warehouse compression
ASTM D642
Relative Duration
Anticipated Temperature
humidity time
condition (ºC ± 2°C) Shipper transportation testing under wet conditions—
(% RH ± 5°C) (hours)
sequence B
Ambient 23 50 6 Prior to the transportation testing, the conditioning of the
respective filled and sterilized blisters packed in the shippers
Frozen or
-35 - 72 was carried out per ASTM D4332 environmental conditioning
winter ambient
for a total of seven days, as shown in Table VII. The last
Ambient 23 50 6 sequence of the pre-conditioning is the tropical state (very
humid and warm) to simulate the risks of transportation under
Tropical (wet) 40 90 72
wet or humid conditions.
Desert (dry) 60 15 6
10Table VII. Shipper wet pre-conditioning Acceptance criteria post environmental conditioning
and transportation testing before additional package
Relative Duration quality evaluation
Anticipated Temperature The shippers and blisters were required to meet the following
humidity time
condition (ºC ± 2°C) acceptance criteria before any additional testing was conducted.
(% RH ± 5°C) (hours)
Ambient 23 50 6 Post conditioning:
• The external shipper box shall not show any signs of
Frozen or
-35 - 72 deterioration after pre-conditioning. The closing tape must
winter ambient
remain in position in all locations of the shipper.
Ambient 23 50 6
Desert (dry) 60 15 6 Post transportation:
•S
ome slight damage to corners and edges of the pallet
Tropical (wet) 40 90 72
is allowed.
Following environmental conditioning (without reconditioning •S
ome slight damage to the sides and corners of the shipper
to ambient), transportation testing was carried out in box is allowed (but must remain intact overall).
accordance with ASTM D4169 and associated international
• The manufacturer’s closing joint must remain intact.
testing standards as described in Table VIII. Worldwide
distribution with different means of transport has been •N
o damage is allowed on the blisters.
assumed as a base for the selection of the test level and
conditioning. The test has been based on Assurance Level I of Post transportation test blister sampling:
ASTM D4169 Distribution Cycle 13.
•A
ll blisters were inspected visually. Damaged packages
were recorded.
Altitude testing is not required because the packaging material
is breathable and the internal and external pressures will •O
n non-visibly damaged blisters, if folds/creases were found
equalize very quickly. on the porous top web, the packages were subjected to bubble
leak testing.
Vehicle stacking was excluded because shipper performance
• The remaining blisters were tested for seal strength and
was not subject to the comparative study.
burst strength (post sequence B).
Table VIII. Transportation test standards sequence—
shipper testing
Test method /
Study phase 2 results
Sequence Test schedule
standard This section discusses the package and seal quality evaluation
results obtained post the different conditions: pre-sterilization,
ASTM D4169,
1 Conditioning post-sterilization (double cycle EO, Gamma) and post
ASTM D4332
pallet transportation testing after standard environmental
A: Manual handling— ASTM D4169, conditioning (sequence A) and/or post shipper transportation
2
first sequence ASTM D5276/ISTA 2A* testing after wet environmental conditioning (sequence B).
ASTM D4169,
4 F: Loose load vibration Package integrity
ASTM D999 Method A1
Whole package quality
E: Vehicle vibration— ASTM D4169,
5 Integrity failures were reported for three of the four tested
truck and air ASTM D4728
blister types. Several blisters made with medical-grade
A: Manual handling— ASTM D4169, paper (reinforced medical-grade paper >80g or direct seal
6
second sequence ASTM D5276/ISTA 2A* medical-grade paper 60g) did not pass the bubble leak test
*ISTA drop test heights were used with the ASTM drop test sequence.
(ASTM F2096) post pallet transportation testing after standard
environmental conditioning (sequence A) and post shipper
transportation testing after wet environmental conditioning
(sequence B) (see Figures 11-14). Also, one single failure on a
blister made with Tyvek® 40L has been reported post sequence
B (wet). No failure occurred with blisters made of Tyvek® 2FS™.
11The blister made with the lower basis weight medical-grade Figure 11. Bubble leak test failures post standard
paper (direct seal medical-grade paper 60g) had the highest environmental conditioning (sequence A) and subsequent
integrity failure rate post sequence A testing. The blister made pallet transportation testing.
with the higher basis weight medical-grade paper (reinforced
medical-grade paper >80g) had the highest integrity failure Direct seal medical-grade Direct seal medical-grade Reinforced medical-grade
paper 60g paper 60g paper >80g
rate post sequence B testing. This leads to the assumption that
increasing the basis weight of the paper does not necessarily
lead to a reduced risk of package failure.
Wet or humid environmental conditions have been shown
transportation transportation transportation
to have a negative impact on integrity testing results post testing—standard testing—standard testing—standard
transportation testing, especially for cellulose-based materials.
Integrity failures of blisters after transportation testing have
only been observed post Gamma sterilization.
Figure 12. Bubble leak test results (counts)—post standard environmental conditioning (sequence A)
and subsequent pallet transportation testing
20 20 20 20 20 20 20 20 20 20 20 20 20 20
19
18
2
0 0 0 0 0 1 0
EO Gamma EO Gamma EO Gamma EO Gamma
DuPont™ Tyvek® 40L DuPont™ Tyvek® 2FS™ Reinforced medical-grade paper >80g Direct seal medical-grade paper 60g
Number of blisters tested
Number of blisters passed
Number of blisters failed
Figure 13. Bubble leak test failures post wet environmental conditioning (sequence B)
and subsequent shipper transportation testing.
Reinforced medical-grade Reinforced medical-grade Direct seal medical-grade Direct seal medical-grade
paper >80g paper >80g paper 60g paper 60g DuPont™ Tyvek® 40L
transportation testing—wet transportation testing—wet transportation testing—wet transportation testing—wet transportation testing—wet
Reinforced medical-grade Reinforced medical-grade Direct seal medical-grade
paper >80g paper >80g paper 60g
transportation testing—wet transportation testing—wet transportation testing—wet
12Figure 14. Bubble leak test results (counts)—post wet environmental conditioning (sequence B)
and subsequent shipper transportation testing
20 20 20 20 20 20 20 20 20 20 20 20 20
19
17
16
4 3
0 1 0 0 0 0
EO Gamma EO Gamma EO Gamma EO Gamma
DuPont™ Tyvek® 40L DuPont™ Tyvek® 2FS™ Reinforced medical-grade paper >80g Direct seal medical-grade paper 60g
Number of blisters tested
Number of blisters passed
Number of blisters failed
Seal integrity The average L,a,b values were used to calculate the color
difference per the CIE76 formula:
All samples of the four blister material combinations passed
the dye penetration test (ASTM F1929), confirming the integrity
of all blister seals (A, B, C and D). ΔEab = √(L2 - L1 )2 + (a2 - a1 )2 + (b2 - b1 )2
Visual inspection
A change in color of ~2.3 or greater is considered to be
Material color stability
“noticeable” by the human eye. These results underline the
Of the four tested blister material combinations, only the two findings as reported by the visual inspection, showing that
medical-grade papers (reinforced medical-grade paper >80g Gamma radiation caused a color change in the medical-grade
and direct seal medical-grade paper 60g), showed yellowing papers only (refer to Figure 16).
in different degrees after Gamma sterilization (refer to photos
in Figure 15). This shows that Gamma radiation has a negative Figure 16. ∆Eab value calculation based on L,a,b average
impact on the aesthetics of the paper blisters, likely related to values for the four different blister material combinations.
the degradation of cellulose or other components.
None of the blisters made with Tyvek® 40L or Tyvek® 2FS™
showed any noticeable discoloration. 7.0
6.0
Figure 15. Medical-grade papers show yellowing after
∆Eab, average values*
sterilization by Gamma radiation. Neither Tyvek® 40L nor 5.0
Tyvek® 2FS™ show any noticeable discoloration.
4.0
DuPont™ Tyvek® 40L DuPont™ Tyvek® 2FS™ A ∆Eab value of ~2.3 corresponds to a
3.0 “just noticeable difference.”
2.0
1.0
Non-sterilized Post EO Post gamma Non-sterilized Post EO Post gamma
sterilization sterilization sterilization sterilization 0.0
After ethylene oxide (EO) After gamma
Reinforced medical-grade paper >80g Direct seal medical-grade paper 60g Sterilization modality
Direct seal medical-grade paper 60g
Reinforced medical-grade paper >80g
DuPont™ Tyvek® 40L
DuPont™ Tyvek® 2FS™
* These values were obtained using a Konica Minolta Chroma Meter (CR410),
with a white backdrop and the following instrument settings:
Non-sterilized Post EO Post gamma Non-sterilized Post EO Post gamma 1. Observer angle of 2º
sterilization sterilization sterilization sterilization 2. Illuminant type = D65 (representative of 6500K daylight)
To quantify the color change, L,a,b values were measured using Seal quality
a Konica Minolta Chroma Meter (CR-410). The measurements
All blister package seals produced at nominal conditions were
were taken at five different locations, in all four corners and
inspected according to ASTM F1886, pre- and post-sterilization
the center of the blisters.
(EO, Gamma). No abnormalities were reported.
13Package strength analysis
Seal strength
Seal strength results (ASTM F88) have been reviewed for • Reinforced medical-grade paper >80g blister
each blister material combination to find out if sterilization Pre-sterilization seal strength was 3.76 N/15 mm on average.
(EO or Gamma) and/or wet environmental conditioning and The variability was higher (0.87 N/15 mm) compared to the
subsequent transportation testing might have an influence on blisters made with Tyvek®. Post-sterilization and post wet
the data trend. Maximum seal strength values measured on environmental conditioning and subsequent transportation
seals produced at nominal sealing conditions were used. testing, the variability increased and seal strength results
have been lower post wet environmental conditioning and
• Tyvek® 40L blister
subsequent transportation testing (Gamma) compared to
Pre-sterilization seal strength was 3.37 N/15 mm on average
pre-sterilization.
and did show normal variability (standard deviation of
0.5 N/15 mm). Post-sterilization and post wet environmental • Direct seal medical-grade paper 60g blister
conditioning and subsequent transportation testing, there was The seal strength was found to be the lowest compared to the
no noticeable change in seal strength observed. other blister material combinations—on average 2.14 N/15 mm
pre-sterilization. Variability was normal (0.42 N/15 mm). Except
• Tyvek® 2FS™ blister
for post-sterilization (EO), the seal strength values stayed at a
Pre-sterilization seal strength was 3.67 N/15 mm on average
lower level post the different conditions.
and did show normal variability (standard deviation of
0.46 N/15 mm). Post-sterilization and post wet environmental To highlight the variability of sample distributions, a boxplot of
conditioning and subsequent transportation testing, there blister material combinations and conditions is shown in Figure
was no noticeable change in seal strength observed. 17. The boxplot shows the median, interquartile range and
outliers for each group.
Figure 17. Seal strength behavior post different environments per blister material combination.
14Burst strength
Burst strength results (ASTM F2054) were reviewed for each • Reinforced medical-grade paper >80g blister
blister material combination to find out if sterilization (Gamma) Pre-sterilization burst strength was 153.40 mbar on
and/or wet environmental conditioning and subsequent average and did show some variability (standard deviation
transportation testing might have an influence on the data of 9.90 mbar). Post-sterilization and post wet environmental
trend. Values measured on seals produced at nominal sealing conditioning and subsequent transportation testing, some
conditions were used. decrease in strength was observed.
• Tyvek® 40L blister • Direct seal medical-grade paper 60g blister
Pre-sterilization burst strength was 111.56 mbar on average Pre-sterilization burst strength was lowest with 91.2 mbar on
and did show low variability (standard deviation of 2.50 mbar). average compared to the other blister material combinations
Post-sterilization and post wet environmental conditioning and but with low variability (standard deviation of 7.44 mbar).
subsequent transportation testing, some increase in strength Post-sterilization and post wet environmental conditioning
was observed. and subsequent transportation testing, some decrease in
• Tyvek® 2FS™ blister strength was observed.
Pre-sterilization burst strength was highest with 185.50 To highlight the variability of sample distributions, a boxplot
mbar on average compared to the other blister material of blister material combinations and conditions is shown in
combinations but did show higher variability (standard Figure 18. The boxplot shows the median, interquartile range
deviation of 23.70 mbar). Post-sterilization and post wet and outliers for each group.
environmental conditioning and subsequent transportation
testing, some decrease in strength was observed.
Figure 18. Burst strength behavior post different conditions per blister material combination.
15Burst experiment Figure 20. Burst experiment—burst strength in relation to
inflation time.
An experiment was run in collaboration with Anecto Test
DuPont™
Services, the testing laboratory. The objective was to Tyvek® 40L blister
demonstrate the positive impact of high package breathability (+120 seconds)
60 DuPont™
on the burst strength of a package. During transport, pressure Tyvek® 2FS™
changes occur due to altitude and temperature changes, blister
which can result in high pressure on the seals. Less breathable
packaging has the tendency to burst sooner because the Reinforced
50
Burst pressure, mbar
medical-grade
pressure differentials cannot be equalized quickly. This means
paper >80g blister
that the risk of an integrity breach, and thus a sterility breach
of the packaging, is increased. Direct seal
40 medical-grade
paper 60g blister
When performing burst testing, it is standard industry
practice to reduce the breathability of a porous material. This
is normally done by applying either packing tape or a spray
30
coating to the breathable material. This would be done for
regular testing by Anecto Test Services.
To run the experiment, the unrestrained burst strength test
method (ASTM F1140) was used to give the worst-case burst 10 20 30 40 50 60 70 80 120
test scenario. The experiment was carried out without the use Inflation time, seconds
of packing tape or any other method of blocking the porous
material, which allowed the material to breath as if it was in This burst experiment demonstrated very clearly the benefit
normal use. of increased breathability of a package to reduce risk of
package burst during transportation and handling. Tyvek® 40L
The sealed packages (two per blister material combination) were has very high porosity; refer to the data sheet on our website
positioned in the test apparatus and the pressurization device for more information.
was carefully inserted. Then, the internal pressure was increased
until a failure occurred. The pressure was recorded in mbar.
Summary & conclusions
Figure 19. Blister being inflated during burst testing. Integrity failures were reported for three of the four tested
blister material combinations. Several blisters made with
medical-grade paper (reinforced medical-grade paper >80g or
direct seal medical-grade paper 60g) did not pass the bubble
leak test post pallet transportation testing after standard
environmental conditioning (sequence A) and post shipper
transportation testing after wet environmental conditioning
(sequence B). One failure on a blister made with Tyvek® 40L
was reported post sequence B. No failures occurred with
blisters made with Tyvek® 2FS™.
The results of the integrity testing suggested that increasing
the basis weight of the paper does not necessarily lead to a
Findings of the burst experiment reduced risk of package failure. Wet or humid environmental
• Direct seal medical-grade paper 60g blister conditions have been shown to have a negative impact on
Both blisters burst at 35 mbar after approximately 15 seconds integrity testing results post transportation testing, especially
of inflation. for cellulose-based materials. Integrity failures of blisters
after transportation testing have only been observed post
• Reinforced medical-grade paper >80g blister Gamma sterilization.
The blisters burst at 42 and 45 mbar after approximately
45 seconds of inflation.
All samples of the four blister material combinations passed the
• Tyvek® 2FS™ blister dye penetration test, confirming the integrity of all blister seals.
The blisters burst at 58 and 61 mbar after approximately
60 seconds of inflation.
• Tyvek® 40L blister
Neither of the blisters burst after a full two minutes of
inflation. Both blisters were retested and still did not burst
after two minutes.
16Of the four tested blister material combinations, only the The selection of the testing conditions must be based on
two medical-grade papers showed yellowing in different realistically expected risks and conditions because worldwide
degrees after Gamma sterilization. This shows that Gamma distribution involves a variety of challenges, such as transport
radiation had a negative impact on the aesthetics of the paper under very humid or wet conditions. It is important to consider
blisters, likely related to the degradation of cellulose or other all risk aspects, such as transportation or environmental
components. None of the blisters made with Tyvek® 40L or conditioning extremes and/or sterilization modality and doses, in
Tyvek® 2FS™ showed any noticeable discoloration. order to define the appropriate packaging material and design.
All blister package seals were inspected according to It is also recommended to perform some prescreening testing
ASTM F1886, pre- and post-sterilization. No abnormalities prior to starting validation to avoid unpleasant “surprises” at a
were reported. late stage of the project, which may lead to costly revalidations
and commercialization delays.
Seal strength of the Tyvek® 40L blister and the Tyvek® 2FS™
blister was between 3 N/15 mm and 4 N/15 mm, with normal Additional studies covering wet burst strength and puncture
variability. No significant change in seal strength was observed strength testing are considered to quantitatively assess the risk
post-sterilization and post wet environmental conditioning and of humidity negatively impacting package performance and
subsequent transportation testing. product protection during transport.
Seal strength of the reinforced medical-grade paper >80g If you have questions or need additional support with
blister was at the same level, but variability was higher. submission challenges, troubleshooting, analytical services
Post the different conditions, the variability increased and or packaging and regulatory compliance, contact your local
seal strength results were shown to be lower post wet DuPont representative or visit our website MedicalPackaging.
environmental conditioning and subsequent transportation DuPont.com.
testing (Gamma) compared to pre-sterilization.
Acknowledgements
Seal strength of the direct seal medical-grade paper 60g blister
We would like to thank the following DuPont colleagues:
was found to be the lowest compared to the other blister
Pat DeFeo, Global Statistics Expert, for his guidance on sample
material combinations. Variability was normal. Except for post-
size definition; Thierry Wagner, Regulatory Affairs Director
sterilization (EO), the seal strength values stayed at a lower
EMEA, for his guidance concerning MDR and standard
level post the different conditions.
references; Mark Sundt, Staff Associate Investigator NA,
for the coordination and analysis of the color change
Burst strength of the Tyvek® 2FS™ blister was found to be the measurements; Gisèle Delgado Freitas, Technical Support
highest compared to the other blister material combinations, EMEA, for the conversions from metric to English units;
but with some variability. The direct seal medical-grade paper and Michael P. Smith, Global Communications Leader with
60g blister had the lowest burst strength. Other than the the marketing communications team for leading the
Tyvek® 40L blister, some decrease in burst strength was promotional activities.
observed post-sterilization and post wet environmental
conditioning and subsequent transportation testing for the Special thanks to Noel Gibbons, Technical Advisor Packaging at
other blister material combinations. Anecto Test Services, for his continued guidance on setting up
this study, and to Miguel Abreu, Project Manager at Steripac,
During transport, pressure changes occur due to altitude for the great collaboration during study phase 1.
and temperature changes, which can result in an increased
risk of sterility breach of a package. The burst experiment
demonstrated very clearly the advantage of a highly
breathable package, such as one made with Tyvek® 40L,
a material that has very high porosity.
Overall, it can be concluded that a risk-based package
performance test plan is indispensable to ensure that all device
packaging requirements, such as those outlined in the new
MDR and ISO 11607, are met.
17Test methods
Standard/reference Description
ASTM D4169 Standard Practice for Performance Testing of Shipping Containers and Systems
ASTM D4332 Standard Practice for Conditioning Containers, Packages, or Packaging Components for Testing
ASTM D4728 Standard Test Method for Random Vibration Testing of Shipping Containers Method A
ASTM D5276 Standard Test Method for Drop Test of Loaded Containers by Free Fall
Standard Test Methods for Mechanical Handling of Unitized Loads and Large Shipping Cases
ASTM D6055
and Crates Method A
ASTM D6179 Standard Test Methods for Rough Handling of Unitized Loads and Large Shipping Cases and Crates
ASTM D6344 Standard Test Method for Concentrated Impacts to Transport Packages
Standard Test Method for Determining Compressive Resistance of Shipping Containers,
ASTM D642
Components, and Unit Loads
Standard Test Methods for Determining the Effects of High Altitude on Packaging Systems
ASTM D6653
by Vacuum Method
ASTM D880 Standard Test Method for Impact Testing for Shipping Containers and Systems
ASTM D999 Standard Methods for Vibration Testing of Shipping Containers Method A1
ASTM F1140 Standard Test Methods for Internal Pressurization Failure Resistance of Unrestrained Packages
ASTM F1886 Standard Test Method for Determining Integrity of Seals for Medical Packaging by Visual Inspection
ASTM F1929 Standard Test Method for Detecting Seal Leaks in Porous Packaging by Dye Penetration
Standard Test Method for Burst Testing of Flexible Package Seals Using Internal Air Pressurization
ASTM F2054
Within Restraining Plates
Standard Test Method for Detecting Gross Leaks in Packaging by Internal Pressurization
ASTM F2096
(Bubble Test)
Standard Test Method for Non-Destructive Detection of Leaks in Packaging Which Incorporates Porous
ASTM F2228
Barrier Material by CO2 Tracer Gas Method (Porous materials to be covered)
Standard Test Method for Nondestructive Detection of Leaks in Packages by Vacuum Decay Method
ASTM F2338
(Porous materials to be covered)
ASTM F3004 Standard Test Method for Evaluation of Seal Quality and Integrity Using Airborne Ultrasound
ASTM F88/F88M Standard Test Method for Seal Strength of Flexible Barrier Materials
ISO 2233 Packaging—Complete, filled transport packages and unit loads—Conditioning for testing
ISTA 2A Simulation test for individual packaged-products less than 150 lbs
18Guide to some common industry acronyms
ASA......................... American Statistical Association
ASTM..................... American Society for Testing and Materials
CEN........................ European Committee for Standardization
DIN......................... Deutsches Institut für Normung (German standards organization)
DIS.......................... Draft international standard
DOE........................ Design of experiments
EN........................... European norm
EO........................... Ethylene oxide
FDA......................... Food and Drug Administration
FFS.......................... Form-fill-seal
HDPE..................... High-density polyethylene
ISO.......................... International Organization for Standardization
ISTA........................ International Safe Transit Association
MD.......................... Machine direction
MDD....................... Medical device directive
MDM...................... Medical device manufacturer
MDR....................... Medical device regulations
PA............................ Polyamide
PE............................ Polyethylene
RH........................... Relative humidity
SBS......................... Sterile barrier system
SOP......................... Standard operating procedure
SPM........................ Sterile packaging manufacturer
STDEV................... Standard deviation
UDI.......................... Unique device identification
Standards references
1. Council and European Parliament, Regulation (EU) 2017/745 5. International Organization for Standardization, ISO
of the European Parliament and of the Council of 5 April 2859-1:1999—Sampling procedures for inspection by
2017 on medical devices, amending Directive 2001/83/ attributes—Part 1: Sampling schemes indexed by
EC, Regulation (EC) No 178/2002 and Regulation (EC) No acceptance quality limit (AQL) for lot-by-lot inspection.
1223/2009 and repealing Council Directives 90/385/EEC and 1999: Geneva.
93/42/EEC, in 2017/745. 2017: Brussels.
6. International Organization for Standardization, ISO
2. International Organization for Standardization, ISO 11607- 186:2002—Paper and board—Sampling to determine
1:2019 Packaging for terminally sterilized medical devices— average quality. 2002: Geneva.
Part 1: Requirements for materials, sterile barrier systems
and packaging systems. 2019, ISO: Geneva. 7. American Society for Quality (ASQ), ANSI/ASQ Z1.4-2003
(R2013): Sampling Procedures and Tables for Inspection
3. International Organization for Standardization, ISO 11607- by Attributes. 2013.
2:2019 Packaging for terminally sterilized medical devices—
Part 2: Validation requirements for forming, sealing and 8. American Society for Quality (ASQ), ANSI/ASQ Z1.9-2003
assembly processes. 2019, ISO: Geneva. (R2013): Sampling Procedures and Tables for Inspection
by Variables for Percent Nonconforming. 2013.
4. International Organization for Standardization, ISO/TS
16775 Packaging for terminally sterilized medical devices—
Guidance on the application of ISO 11607-1 and ISO 11607-2.
2014: Geneva.
19You can also read