Occupational exposure to benzene at the ExxonMobil Refinery in Baytown, TX (1978-2006) - Nature
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Journal of Exposure Science and Environmental Epidemiology (2011) 21, 169–185
r 2011 Nature America, Inc. All rights reserved 1559-0631/11
www.nature.com/jes
Occupational exposure to benzene at the ExxonMobil Refinery in
Baytown, TX (1978–2006)
SHANNON H. GAFFNEYa, JULIE M. PANKOb, KEN M. UNICEb, AMANDA M. BURNSb,
MARISA L. KREIDERb, RICHARD H. GELATTc, LINDSAY E. BOOHERd AND DENNIS J. PAUSTENBACHa
a
ChemRisk, LLC, 25 Jessie Street, Suite 1800, San Francisco, California, USA
b
ChemRisk, LLC, Pittsburgh, Pennsylvania, USA
c
ExxonMobil Biological Sciences, Annandale, New Jersey, USA
d
ExxonMobil Production Company, Houston, Texas, USA
Although occupational benzene exposure of refinery workers has been studied for decades, no extensive analysis of historical industrial hygiene data has
been performed focusing on airborne concentrations at specific refineries and tasks. This study characterizes benzene exposures at the ExxonMobil
Baytown, TX, refinery from 1978 to 2006 to understand the variability in workers’ exposures over time and during different job tasks. Exposures were
grouped by operational status, job title, and tasks. More than 9000 industrial hygiene air samples were evaluated; approximately 4000 non-task (43 h)
and 1000 task-related (o3 h) personal samples were considered. Each sample was assigned to one of 27 job titles, 29 work areas, and 16 task bins (when
applicable). Process technicians were sampled most frequently, resulting in the following mean benzene concentrations by area: hydrofiner (n ¼ 245,
mean ¼ 1.3 p.p.m.), oil movements (n ¼ 286, mean ¼ 0.23 p.p.m.), reformer (n ¼ 575, mean ¼ 0.10 p.p.m.), tank farm (n ¼ 9, mean ¼ 0.65 p.p.m.), waste
treatment (n ¼ 446, mean ¼ 0.13 p.p.m.), and other areas (n ¼ 460, mean ¼ 0.062 p.p.m.). The most frequently sampled task was sample collection
(n ¼ 218, mean ¼ 0.40 p.p.m.). Job title and area did not significantly impact task-related exposures. Airborne concentrations were significantly lower
after 1990 than before 1990. Results of this task-focused study may be useful when analyzing benzene exposures at other refineries.
Journal of Exposure Science and Environmental Epidemiology (2011) 21, 169–185; doi:10.1038/jes.2009.53; published online 28 October 2009
Keywords: benzene, refineries, exposure assessment, industrial hygiene.
Introduction sures during refining operations indicate that full-shift
exposures have been typically less than 1 part per million
Benzene is a natural, minor constituent of crude oil, where (p.p.m.) since the 1980s (Weaver et al., 1983; Buchet et al.,
it is present in amounts varying from 0.1% to 3% (Verma 1984; Runion and Scott, 1985; CONCAWE, 1987, 1994;
and des Tombe, 1999). During the distillation of crude oil, Nordlinder and Ramnas, 1987; Rappaport et al., 1987; HEI,
the lighter weight fractions of the crude are extracted; because 1988; Glass et al., 1994, 2000, 2001; Armstrong et al., 1996;
benzene has a low molecular weight and boiling point, it is Verma et al., 2001). Although these studies provide use-
removed with the lower boiling fractions. Benzene can also ful information regarding potential occupational exposures
be produced in refining processes, such as reforming. to benzene in the petroleum industry, they do not pro-
Once produced, pure benzene is isolated in the refinery vide detailed job- or task-specific exposure data or informa-
and transported through an enclosed and continuous pro- tion specific to workers at individual facilities. As a result, the
cess to the chemical plant, primarily for use as an industry-wide data sets are difficult to use if one wishes to
intermediate feedstock in the production of other chemicals. conduct more detailed dose reconstruction studies or to
Although the refining process is generally ‘‘closed and estimate the exposures of individual workers on the basis of
continuous,’’ occupational exposure to benzene in the oil their job descriptions. This study expands upon the currently
refining industry has been evaluated for more than 60 years available literature by analyzing industrial hygiene data
(OSHA, 2003). Existing literature reporting benzene expo- collected from one of the world’s largest refineries on the
basis of the jobs and tasks being performed.
In the United States, ExxonMobil currently owns and
1. Address all correspondence to: Dr. Shannon H. Gaffney, ChemRisk, operates seven petroleum refineries in Baton Rouge, LA;
LLC, 25 Jessie Street, Suite 1800, San Francisco, CA 94105, USA. Joliet, IL; Baytown, TX; Beaumont, TX; Chalmette, LA;
Tel.: 415-896-2400. Fax: 415-896-2444.
E-mail: sgaffney@chemrisk.com
Torrance, CA; and Billings, MT. As part of an ongoing
Received 18 June 2009; accepted 31 August 2009; published online 28 historical benzene exposure assessment program, analyses have
October 2009 been conducted to understand both non-task (approximatelyGaffney et al. Exposures to benzene at refineries
full-shift time weighted averages) and task level exposures for were installed in 1988 at process stream sampling points, and
refinery employees for these facilities (Panko et al., 2009). these allow workers to sample process streams in a closed
This paper presents the quantitative estimates of potential system, thereby reducing the potential for benzene exposure
exposure by job category and task for the largest domestic during sampling. A benzene stripper was installed in 1996 to
ExxonMobil refinery, located in Baytown, TX. remove benzene from any water stream that contained
greater than 0.5% benzene. Such water streams are likely to
be those that contact process streams, particularly those
Background associated with fuels production.
As pure benzene is produced at and exported from the
The Baytown refinery was built by Humble Oil in 1919. Baytown refinery and associated chemical plant complex,
Humble Oil was eventually purchased by Standard Oil of much of the focus of engineering control projects at the
New Jersey, later named Exxon, and thus upon the merger of refinery was placed on lowering benzene exposures at the
Exxon and Mobil in 1999, operation of the Baytown refinery loading docks, particularly at the dock where benzene was
continued under the ExxonMobil Corporation (Henderson loaded onto barges.
and Benjamin, 1996; Segal, 1999). The Baytown refinery is
one of the largest in the United States capable of processing
over 500,000 barrels of oil per day (b.p.d.). Nearly 95% of Industrial Hygiene Program for Benzene
the crude oil processed at the Baytown refinery arrives
through ships and barges. Both fuels and lube products are In addition to implementing process modifications designed
produced at this refinery. The Baytown refinery produced to reduce benzene exposure in the workplace, ExxonMobil
asphalt for product sales until 2002. Fuel products are established benzene programs and practices to ensure that
primarily exported through pipeline, whereas specialty employee exposures were less than the generally accepted
products, such as lubes, leave through barge. There are no exposure limits and to comply with the Occupational Safety
rail or truck loading locations within the refinery. and Health Administration (OSHA) standards. As OSHA
Discussion of general refining processes have been detailed changed the benzene exposure limits, similar adjustments
elsewhere; however, all refineries are unique (OSHA, 2003; were made to the Baytown refinery’s benzene program to
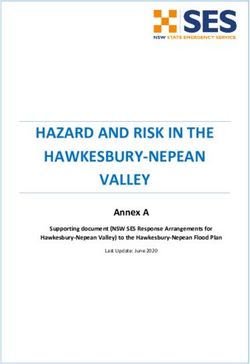
Meyers, 2004). Information specific to the process config- maintain compliance. These programs included the identifi-
uration at the Baytown facility is therefore provided in cation of benzene-containing streams and associated tasks
Figure 1. In addition, a description of each area in the that potentially resulted in worker exposure to benzene,
refinery and its associated functions are provided in Table 1. employee monitoring and hazard communication, medical
surveillance of potentially exposed workers, and the im-
Historical Engineering and Process Changes that Reduced plementation of benzene exposure controls including hand-
Occupational Exposure to Benzene ling practices for the performance of tasks where there may
The greatest potential for benzene exposure during refinery be a potential for exposure to benzene, including preparing
operations results from direct contact with benzene-contain- equipment for maintenance work, opening and blinding
ing process or waste streams. Accordingly, certain jobs or equipment, enclosed space entry, and clean-up of spills or
tasks, such as those involving the opening of lines or leaks. These guidelines include gas testing before performing
equipment containing benzene, provide the highest likelihood the tasks and establishing a temporary benzene ‘‘regulated
of worker exposure to benzene. Occupational health practi- area’’ if test results are greater than 1 p.p.m. benzene.
tioners at the Baytown refinery have a history of limiting
potential worker exposure to benzene; they have been Overview of Industrial Hygiene Monitoring Strategy
evaluating worker exposure to benzene since the 1930s, and Industrial hygiene programs at the ExxonMobil refineries
have well-established industrial hygiene guidelines/proce- across the United States are guided by an exposure
dures for minimizing potential exposure to benzene. The assessment strategy (EAS) that incorporates both qualitative
use of personal protective equipment such as respirators, and quantitative aspects for assessing worker exposure. The
protective clothing and gloves, and the containment of EAS is a multistep process that starts with an evaluation of
process streams in closed systems has been a focus of the the chemical constituents of the process streams to which
industrial hygiene and operations groups since the refinery workers may be exposed, and then assesses the level of
was built. In addition, numerous operational changes and potential (independent of the use of respirators) on the basis
engineering controls have been implemented to reduce the of the tasks that may bring the workers into contact with
potential for worker exposure to benzene and to limit streams or other potentially hazardous materials. Quantita-
environmental emissions of benzene. tive measurements are then targeted to assess tasks and
The Baytown refinery was one of the first to institute the activities with higher potential for exposure, or to reduce the
use of ventilated and enclosed sampling boxes. These boxes uncertainty in exposure assessment results. As part of the
170 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
Baytown Refinery Process Flow Diagram
Crud Light Ends
Range 1%-6% Propanes
Light Ends CRUDE LIGHT ENDS
Liquid Average 0.02% Butanes
Range: 0.0% - 0.5%
Reformer Aliphatic Solvents
Range: 0.0% - 5.7%
LIGHT ENDS
REFORMING MOGAS
NAPHTHA HYDROFINING
ALKYLATION MOGAS
Naphtha Range
Alkylation - 0% Varsol Fluids
0.4%-1.6%
KEROSENE Jet Fuels
HYDROFINING Kerosene
Hydrofining Diesel Fuels
Range: 0.1%-0.7 % Exxsol D Fluids
CRUDE OIL PIPESTILLS LGO
(PS3, PS7, HYDROFINING DIESEL FUELS
(5% Pipeline PS8) Cat Light Ends
95% Tanker) HAGO Catalytic Cracking Range
LVGO Range 0%-1.8% 0.5%-1.0%
Crude Oil HYDROFINING DIESEL
Range FUELS
CATALYTIC CAT. LIGHTGaffney et al. Exposures to benzene at refineries
Table 1. Description of areas within the ExxonMobil refinery in Baytown, TX that are represented in the database.
Area Abbreviations Function
Waste treatment (n ¼ 1159) WT To reduce or prevent environmental contamination from the refining process. Waste treatment is
considered separately from the rest of the utilities area.
Reformer (n ¼ 823) RF To promote conversion of low octane feed components (naphtha) into high-octane products (reformate).
This process results in the generation of aromatics, such as benzene, in the stream.
Oil movements (n ¼ 571) OM Area designated for fuel blending, treatment, and storage.
Laboratory (n ¼ 565) LAB To analyze samples of feedstocks and end products to determine characteristics.
Hydrofiner (n ¼ 466) HF To remove impurities (sulfur, nitrogen, oxygen) in feedstocks or end products through catalytic treatment
with hydrogen.
Desulfurization (n ¼ 215) DES To remove sulfur containing impurities from feedstocks or end products; similar to hydrofiner.
Catalytic Light Ends CLEU To separate various light end hydrocarbons or to remove heavier hydrocarbons from process streams
Unit (n ¼ 175) originating from the catalytic cracker.
Pipestill (n ¼ 164) PS To separate crude oil into fractions on the basis of the boiling point.
Shops (n ¼ 119) SH Areas designated for repair of machinery, including garage repairs and repair of other refinery-related
equipment.
Light Ends Unit (n ¼ 107) LEU To separate various light-end hydrocarbons into fuel gas, propane, butane, and isobutane or to remove
heavier hydrocarbons from process gases.
Catalytic cracker (n ¼ 105) CC Uses catalyzed reaction to break larger hydrocarbon molecules into smaller molecules to increase quality
and quantity of more desirable products.
Garage (n ¼ 83) GA Refinery vehicle maintenance and storage area.
MEK Unit (n ¼ 68) MEK Uses a mixture of methyl ethyl ketone and toluene as solvents in extracting wax from the lube oil, making
it suitable for low temperature applications.
Hydrocracker (n ¼ 55) HDC Uses both a catalyst and hydrogen to crack feedstocks into more desirable products.
Tank Farm (n ¼ 45) TF To store starting or end products. Considered separately from the rest of oil movements area due to nature
of potential exposure (enclosed space).
Coker (n ¼ 40) CK To convert crude oil residues and low-value process oils into lighter stocks or to marketable products
(i.e., petroleum coke) in order to maximize end product availability from the refining process.
Lube blending and LBS To blend and store oils, greases, and other end products from heavy hydrocarbon process streams.
storage (n ¼ 39)
Alkylation Plant (n ¼ 30) ALK To add alkyl groups (most commonly isobutane) to the stream using heat, pressure, and/or catalysts
to improve octane rating of the products.
Utilities (n ¼ 21) UT Area designated for flares and cooling towers, steam production (through boilers) power generation,
benzene stripping, and water treatment (both waste and river waters).
Asphalt plant (n ¼ 21) AS To recover asphalt from residuum from the atmospheric and vacuum distillation processes.
Solvents hydrogenation SHU To produce quality hydrocarbon fluids, which are very low in aromatics, olefins and polar compounds
unit (n ¼ 18) through hydrogenation.
Dewaxing area (n ¼ 16) DEW To remove wax residues from the oil products through the use of either methylethyl ketone dewaxing
or propane dewaxing.
Lube extraction LXU Removes and isolates lube oils from process streams.
unit (n ¼ 13)
Deasphalting unit (n ¼ 10) DEA Remove asphalt and other heavy bottoms from hydrocarbon streams produce more desirable products
(i.e., transportation fuels); asphalt is often marketed as an end product itself.
SO2 Plant (n ¼ 10) SO2 To produce elemental sulfur from hydrogen sulfide containing process streams.
Administration (n ¼ 4) AD Office staff.
Medical (n ¼ 4) MED Occupational medical division.
Hydrogen generation HGU To produce high purity hydrogen for use in other refinery operations (i.e., hydrofining).
unit (n ¼ 1)
Solvent fractionating SFU To produce quality hydrocarbon fluids, which are very low in aromatics, olefins and polar compounds
unit (n ¼ 1) through distillation.
gauging, tank water draws, and mechanical work in tanks flushed before opening or in areas where gas testing detects
(For tanks containing benzene, steam cracked naphtha, benzene concentrations in air above the exposure limit. In
hydroformer feed, and/or reformate.). Temporary areas these cases, respirators are required to be worn and the type
requiring benzene respiratory protective equipment have of respirator is dependent on the measured air concentration.
historically been used for selected tasks and activities by The potential for dermal exposure to benzene may exist for
standard operating and maintenance procedures including anyone working with an open benzene-containing process
opening any process equipment that has contained more than stream. A review of all available current and historical
0.1% benzene and could not be completely drained and refinery industrial hygiene documentation was performed to
172 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
determine whether specific benzene-related jobs or tasks personal protection practices throughout the refinery. Final-
actually offered a significant opportunity for dermal exposure ly, refinery process engineers, industrial hygienists, and
to benzene, and whether PPE was recommended for these operations personnel were consulted regarding information
tasks. On the basis of this review, it appears that refinery not found in written records.
workers were always required to wear protective clothing and
gloves to prevent dermal exposure. The industrial hygiene Data Analysis
records support this assessment as records after about 1970 Air samples collected during routine and turnaround
indicate that when a potential dermal exposure to benzene operations were organized by area (Table 1), job title
existed, workers wore gloves. In addition, the electronic (Table 2), and task description (Table 3). Air samples were
industrial hygiene records indicate that more than 99% of the also classified by sample duration (i.e., o180 min and
tasks and jobs that have been monitored for benzene Z180 min) and type of sample (i.e., personal and area).
exposure did not involve dermal contact. Therefore, absorp- Samples less than 180 min were typically collected to capture
tion of benzene due to dermal contact was judged to be periods in which specific task activities were underway and
de minimis, and no attempts to quantify exposure were were considered task samples representative of peak or task-
performed. specific exposures. Samples with durations of 180 min or
greater were considered non-task samples, as they most likely
characterized more than one task performed by a worker as
Methods part of routine job duties and were not targeted in monitoring
programs as task-specific. Samples were also classified as
Data Collection non-task samples when the sample collection time could not
Historical industrial hygiene data used in this analysis were be determined.
gathered from multiple sources. A total of 9650 (total records Each personal air sample was assigned to one of 27 job
in database) post-1978 samples were gathered from three titles and one of 29 work areas. In addition, the numerous
electronic ExxonMobil databases: Personal Computer In- tasks conducted by workers at the refinery were consolidated
dustrial Hygiene System (PCIHS, 1978–1998), Medgate into 16 task bins on the basis of the nature of the task. All
(1999–2003), and EAS (2005-present). Information con- samples were classified by a refinery operational status of
tained in these databases pertinent to our analysis included routine or turnaround. The protocol for assigning job title,
the following: sample date, sample duration, sample type work area, and task assignments was reviewed by Exxon-
(personal/area), analytical result, sample media, job title, Mobil industrial hygienists to ensure that samples were
department, area and task associated with the sample. The properly characterized. Traditionally, worker exposure
accuracy of the information contained in all three databases groups have been defined by ExxonMobil as job title-area-
was verified through an independent and random review of task combinations. These worker exposure groups were
the corresponding paper records associated with 25% of the evaluated to determine whether any of them could be
air sample results. An error was considered critical if it combined to increase statistical power for a quantitative
involved the sample result (concentration, laboratory result, assessment of exposures using an analysis of variance
units, qualifier). All other errors, including typographical (ANOVA) model. The ANOVA was used to determine
errors, were considered non-critical, given that they would whether the average benzene concentrations differed sig-
not lead to miscalculation of the airborne concentration. nificantly by operational status, by work area for a given job
Overall, based on the fact that there were fewer than 0.8% title (non-task samples), and by job title or work area for a
critical errors in the database, it was concluded that the given task bin (task samples).
database accurately reflected the original documentation. For Censored data (i.e., those samples less than the limit of
any errors (typically transcription errors) found during the detection (LOD)) were included in the statistical analysis
verification process, appropriate changes were made to the using the regression on order statistics (ROS) method
database. (Helsel, 2005; U.S. EPA, 2007), which is equivalent to the
In addition to the electronic databases, information robust log probit regression method presented in the IH
regarding the refinery processes, job and task descriptions, literature (Hewett, 2007; Ignacio and Bullock, 2006). The
benzene process changes, industrial hygiene surveys, and general approach of the ROS method includes fitting a linear
exposure assessment initiatives relevant to the study were regression model of the detected values of the data set to the
gathered from numerous sources. Industrial hygiene surveys quantiles of the assumed distribution (values from the y axis
conducted over time throughout the refinery were reviewed of a probability plot) and replacing the values for samples less
for both additional exposure data and details regarding jobs than the LOD with the values extrapolated from the linear
and tasks. Furthermore, both historical and current indus- regression. As this data set has multiple limits of detection
trial hygiene programs specific to benzene and respiratory associated with it, the robust ROS method developed by
protection were reviewed to gain an understanding of Helsel and Cohn (1988) was used. This method was used
Journal of Exposure Science and Environmental Epidemiology (2011) 21(2) 173Gaffney et al. Exposures to benzene at refineries
Table 2. Description of job titles within the ExxonMobil refinery in Baytown, TX that are represented in this database. The areas associated with
each job title (as represented in the database) are presented as well.
Job title Description of duties Area(s)
ExxonMobil Process technician Responsible for process operations such as draining ALK; CC; CK; DES; HF; LAB; LEU; OM; PS; RF; SH;
employees (n ¼ 2707) process equipment or lines prior to work and taking TF; UNK; UT; WT; LXU; DEW; Var; HDC; LBS; AS;
(n ¼ 4830)a samples of process streams. CLEU; DEA; MEK; SO2; SFU; SHU
Machinist (n ¼ 863) Equipment maintenance/repair on refinery units. ALK; CC; CK; DES; HF; LAB; LEU; OM; PS; RF; SH;
TF; UNK; UT; WT; LXU; DEW; Var; HDC; HGU; LBS;
GA; CLEU; DEA; MEK; SHU
Laboratory technician Responsible for analyzing samples of process streams LAB; LBS
(n ¼ 478) and performing other laboratory work.
Pipefitter/welder Piping maintenance, including blinding and breaking ALK; CC; DES; HF; LEU; OM; PS; RF; SH; TF; UNK;
(n ¼ 274) of lines. UT; WT; LXU; Var; HDC; LBS; CLEU; SHU
Process supervisor Responsible for supervision of process technicians. CC; DES; HF; LEU; OM; PS; RF; WT; HDC; CLEU
(n ¼ 191)
Mobile equipment Responsible for operating motorized equipment, AD; HF; OM; RF; UNK; WT; GA
operator (n ¼ 87) such as cranes, backhoes, or vacuum trucks
Fuel truck driver/ Operates fuel truck throughout refinery. GA
refueler (n ¼ 51)
Electrician (n ¼ 33) Responsible for electrical work at the refinery. CC; LAB; OM; PS; RF; SH; UNK; CLEU; DEA
Instrument technician Maintenance of instrumentation associated with units, CC; HF; LAB; LEU; OM; PS; RF; SH; UNK; CLEU;
(n ¼ 33) including chromatographs and other equipment. SHU
Garage mechanic Maintenance work on mobile equipment at the AD; SH; UNK; HDC; LBS; GA
(n ¼ 30) refinery.
Industrial hygienist Occupational health and safety including chemical CC; OM; RF; WT; MED
(n ¼ 15) exposure monitoring.
Maintenance supervisor Supervision of maintenance employees throughout HF; RF; WT; Var
(n ¼ 7) refinery.
Truck driver (n ¼ 5) Operates vehicles throughout refinery. GA
Inspector (n ¼ 3)b Unit inspections and meter proving. OM; RF; UT
Engineer (n ¼ 1) Responsible for supervision and design of refinery CK
processes and mechanical functions
Security officer (n ¼ 1)b Security operations throughout refinery. RF
Contract Contractor F laborer Performance of unskilled maintenance tasks at the HF; OM; TF; WT; HDC
employees (n ¼ 106) refinery, including sludge removal, filter replacement,
(n ¼ 409) equipment flushing, and bundle cleaning.
Contractor F Laboratory Analyze samples of process streams and perform LAB
technician (n ¼ 61) other laboratory work.
Contractor F pipefitter Piping maintenance, including blinding and CC; HF; RF; CLEU
(n ¼ 57) breaking of lines.
Contractor F catalyst Load catalyst into units or remove spent catalyst HF; RF
(n ¼ 52) from units.
Contractor F machinist Equipment maintenance/repair on refinery units. ALK; CC; WT; CLEU
(n ¼ 45)
Contractor F mobile Responsible for operating motorized equipment, OM; WT; LBS
equipment operator such as cranes, backhoes, or vacuum trucks.
(n ¼ 28)
Contractor F gauging/ Gauge tanks or measure product temperature. OM; AS
inspection (n ¼ 17)C
Contractor F building Building/carpentry operations including general SH; WT
trades (n ¼ 15) construction and scaffold building.
Contractor F Maintenance of grounds. WT
groundskeeper (n ¼ 12)
Contractor F process Process operations such as draining process WT
operations (n ¼ 11) equipment or lines before work and taking
samples of process streams.
Contractor F field Supervision of contract maintenance employees TF; WT
supervisor (n ¼ 5) throughout refinery.
AD, administration; ALK, alkylation plant; AS, asphalt plant; CC, catalytic cracker; CK, coker; CLEU, catalytic light ends unit; DEA, deasphalting unit;
DES, desulfurization; DEW, dewaxing area; GA, garage; HDC, hydrocracker; HF, hydrofiner; HGU, hydrogen generation unit; LAB, laboratory; LBS,
lube blending and storage; LEU, light ends unit; LXU, lube extraction unit; MED, medical; MEK, MEK unit; OM, oil movements; PS, pipestill; RF,
reformer; SFU, solvent fractionating unit; SH, shops; SHU, solvents hydrogenation unit; SO2, SO2 plant; TF, tank farm; UNK, unknown; UT, utilities; Var,
various locations; WT, waste treatment.
a
Includes 51 samples where job title is undefined due to insufficient data (42 non-task; 8 task; 1 time unknown).
b
These job titles are only associated with task-specific samples.
174 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
Table 3. Description of task bins. The task bins were created to group similar tasks with similar exposure potential together, and were reviewed by
industrial hygienists from ExxonMobil. Both the job titles and areas associated with each task (as represented in the database) are presented.
Task bin Abbre- Description Job titles(s) Area(s)
viations
Sample collection- SP Collecting process sample from line/unit. Contractor F gauging/inspection; CK; DES; HF; LEU; OM; PS; RF;
process (SP), process TF; UNK; UT; WT; LXU; Var; HDC;
n ¼ 218 technician; security officer LBS; AS; CLEU; DEA; SFU; SHU
Sample analysis- SL Tasks involved in laboratory analysis of Contractor F laboratory technician; LAB
laboratory (SL), samples including washing of glassware; laboratory technician
n ¼ 147 pouring of samples; disposing of samples;
and other laboratory work.
Liquid transfer (L), L Tasks involved in transfer of liquid product Contractor F laborer; contractor F AD; HF; OM; PS; RF; SH; UNK;
n ¼ 137 or waste, including water draws; product mobile equipment operator; fuel truck WT; HDC; LBS; GA; AS
loading driver/refueler; garage mechanic;
or unloading; sludge removal; and vacuum machinist; mobile equipment operator;
truck operations. process technician
Blinding and B Installing blinds, breaking lines or opening Contractor F machinist; contractor F CC; DES; HF; LEU; OM; PS; RF;
breaking (B), equipment. (including coke drums) and pipefitter; machinist; pipefitter/welder; SH; UNK; UT; LBS; CLEU; SHU
n ¼ 97 installing or removing equipment. process technician
Gauging (G), G Gauging tanks or barges to determine Contractor F gauging/inspection; OM; PS; TF; WT; LBS; AS
n ¼ 65 liquid levels process technician
Equipment cleaning ECR Maintaining or repairing units/equipment; Contractor F catalyst; inspector; CC; CK; DES; HF; OM; PS; RF;
and repair (ECR), calibrating equipment or meters; changing machinist; pipefitter/welder; process SH; UNK; UT; MEK
n ¼ 58 or cleaning filters and screens; and cleaning technician
equipment.
Equipment EP Draining, bleeding or blowing down lines Contractor F laborer; contractor F CC; DES; HF; LEU; OM; PS; RF;
preparation (EP), or equipment; preparing equipment for pipefitter; machinist; pipefitter/welder; SH; WT; LXU; Var; HDC; MEK
n ¼ 47 subsequent work. process technician
Waste treatment WTM Maintaining or repairing units/equipment; Machinist; process technician; WT
plant maintenance calibrating equipment or meters; changing contractor F laborer; contractor F
(WTM), n ¼ 46 or cleaning filters and screens; and cleaning machinist; contractor F process
equipment at the waste treatment plant. operations; pipefitter/welder
Inspection/ INSP Unit inspections or bystander observation. Contractor F catalyst; contractor- OM; PS; RF; WT; Var; CLEU
observation (INSP), gauging/inspection; contractor F
n ¼ 21 machinist; contractor F process
operations;
machinist; process technician
Separator skimmer SK Skimming the wastewater separator. Contractor F laborer; process OM; WT
(SK), n ¼ 16 technician
Painting (P), P Spray painting or silk screening of signs Electrician; instrument technician; SH
n ¼ 10 and other objects. pipefitter/welder
Repair Leak (RL), RL Repairing leaks in lines or equipment Contractor F laborer; machinist; HF; OM; PS; WT; LBS
n¼8 process technician
Catalyst work CA Loading or removing catalyst. Contractor F catalyst RF
(CA), n ¼ 5
Electrical ECRE Electrical maintenance and repair work. Electrician RF; SH
maintenance and
repair (ECRE),
n¼4
Tank farm blinding TFB Installs blinds at the motor gas and/or Pipefitter/welder TF
and breaking (TFB), the LCN tank.
n¼4
Material transfer MT Tasks involved in the transfer of soil that Mobile equipment operator WT
(MT), n ¼ 1 may have been contaminated with
hydrocarbon.
AD, administration; ALK, alkylation plant; AS, asphalt plant; CC, catalytic cracker; CK, coker; CLEU, catalytic light ends unit; DEA deasphalting unit;
DES, desulfurization; DEW, dewaxing area; GA, garage; HDC, hydrocracker; HF, hydrofiner; HGU, hydrogen generation unit; LAB, laboratory;
LBS ,lube blending and storage; LEU, light ends unit; LXU, lube extraction unit; MED, medical; MEK, MEK unit; OM, oil movements; PS, pipestill;
RF, reformer; SFU, solvent fractionating unit; SH, shops; SHU ,solvents hydrogenation unit; SO2, SO2 plant; TF, tank farm; UNK, unknown; UT, utilities;
Var, various locations; WT, waste treatment; WTM, waste treatment plant maintenance.
Journal of Exposure Science and Environmental Epidemiology (2011) 21(2) 175Gaffney et al. Exposures to benzene at refineries
instead of the typical substitution method Fpsubstituting
ffiffiffi the blanks, instantaneous or grab samples, samples taken during
LOD by the LOD divided by 2 or the 2Fbecause it emergency response or fire training, and any samples rejected
produces fairly robust estimates of the mean and SD even by the ExxonMobil industrial hygienists for being invalid or
with modest departures from the lognormal distribution and not representative of personal exposure were eliminated from
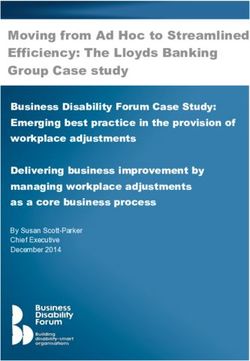
even if 50–70% of the data are below the LOD (Huybrechts the data set (Figure 2). Of the remaining 9310 data points,
et al., 2002; Lubin et al., 2004; Baccarelli et al., 2005; Ignacio 7402 were taken in the refinery and 1908 were collected at the
and Bullock, 2006). docks or loading areas. Docks and loading area samples are
The benzene concentration data for the task and non-task reported separately. Of the 7402 refinery samples, 1988 were
data sets were tested for distribution fit using the Kolmogor- area samples, 5239 were personal samples, 18 were source-
ov–Smirnov goodness-of-fit test for a normal, lognormal, specific samples, and 157 lacked sufficient data to classify
and gamma distribution, and none of these distributions sample type. Source-specific or unclassifiable samples may
(Po0.05) were found at a 95% confidence level. However, not be characteristic of typical exposures of refinery employ-
the data were found to be approximately lognormal on the ees, and therefore not considered further in this analysis.
basis of probability plots. Therefore, the robust ROS method The refinery data set used for the analysis contained 5239
for a lognormal distribution was used for these two data sets. personal samples, of which 4160 were considered non-task
As these data sets were approximately lognormal, the samples (Z180 min) and 1079 were characterized as task
natural log-transformed sample results including non-detect samples (o180 min) (Figure 2). Of the non-task samples,
values estimated by the ROS model were used in the 3897 were taken during routine operations and 263 during
ANOVA analyses. The Tukey multiple comparison test was turnarounds. Of the task samples, 1027 were taken during
used to identify any significant pairwise differences between routine operations, 52 during turnaround operations.
area for a given job title (non-task samples) and between job Air sampling for benzene at Baytown was conducted by
title or area for a given task bin (task samples) at a 95% ExxonMobil industrial hygienists according to the standard
confidence level (Neter et al., 1990). Job categories and task operating procedures involving the use of either charcoal
bins characterizing potential differences by area (non-task sorbent tubes or passive organic vapor badges. Samples were
and task samples) or job title and area (task samples only) analyzed by a laboratory accredited by the American
were established on the basis of the results of the ANOVA Industrial Hygiene Association according to NIOSH or
and post hoc pairwise analysis. other methods consistent with the internal standard operating
Standard industrial hygiene descriptive summary statistics procedures (National Institute of Occupational Safety and
including geometric SD, geometric mean and arithmetic Health, 2003). In general, over the past 20 years, data
mean were calculated for the resulting job categories and task indicate that the majority of benzene concentrations were
bins. However, the primary purpose of this study was to below the LOD. A detailed description of detection
present comprehensive job category and task bin benzene frequencies and the limits of detection for each data set can
concentration data for use in historical exposure reconstruc- be found in the Table 4.
tion. Therefore, the results and discussion emphasize the
arithmetic mean, which is considered the best metric for Non-Task Concentration Estimates in the Refinery Data Set
worker dose (Ignacio and Bullock, 2006). The results of the non-task benzene concentrations by job
To determine whether there was a trend over time by any category are presented in Table 5. Not surprisingly, the
job category, pairwise comparisons were carried out to ANOVA and pairwise comparisons indicated that air
identify statistical differences between samples collected from concentrations for five job titles (Process Technician,
1978 to 1989 and those collected from 1990 to 2006. The Machinist, Pipefitter/Welder, Instrument Technician, and
task data set does not contain refinery personal samples from Contractor-Catalyst) were influenced by the area of the plant
2004 to 2006. The year 1990 was used as the cutoff point, as in which the employee was working. As such, separate job
regulations intended to reduce employee exposure to benzene categories were created for each job title/area combination
and to reduce benzene emissions to the ambient environment that had benzene concentrations that were significantly
from petroleum refineries were mostly implemented by 1990 different than that particular job title with all areas combined.
(OSHA, 1987; U.S. EPA, 1989). Concentrations of airborne benzene for non-task samples
were analyzed for each job category during routine and
turnaround operations. Of those job categories that had a
Results sufficient sample size (nZ10), the highest mean benzene air
concentration (3.4 p.p.m.) was associated with the pipefitter/
In total, 9650 samples were initially assembled to perform welder working during routine operations in the tank farm
this analysis: 8845 from the ExxonMobil data bases and 805 (n ¼ 11). Of the 11 samples associated with this job category,
from archived hard copy files. Before analysis, duplicate three had results 41 p.p.m.; these samples were collected in 1984
entries, samples lacking quantification for benzene, field during blinding and gas-freeing of the light cat naphtha tank.
176 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
Excluded samples*
Total Records n= 162 (1.7%)
in Database *Includes samples coded or commented
n=9,650 by IH as void, not representative,or
rejected.
Miscellaneous Samples
Other Records Chemical Plant (n=36; 0.4%)
Duplicate entry (n=4; 0.0%) Refinery and Instantaneous or grab (n=31; 0.3%)
Sample blank or test sample (n=15; 0.2%) Docks Samples FEDS (n=51; 0.5%)
Sample not benzene (n=14; 0.1%) n=9,310 (96%)
Incomplete concentration data (n=27; 0.3%)
Unknown/Source/ Docks and Loading
Refinery Unknown/Source/
Other Rack
n=7,402 (77%) Other
n=175 (1.8%) n=1,908 (19%)
n=79 (0.8%)
Area
n=238
(2.5%)
Area
n=1,988 Personal Personal
(20.6%) (Gaffney et al. Exposures to benzene at refineries
Table 4. Detection frequency and average limit of detection for non-task and task samples in the refinery, docks, and loading rack data sets.
Data set n Detection frequency Benzene concentration (p.p.m.)
(%)
Geometric mean Arithmetic mean Minimum Maximuma
(Geometric SD)
Task 1079 36 0.15 (3.0) 0.32 0.0010 9.0
Non-task 4160 41 0.050 (2.6) 0.077 0.0010 1.5
a
Nine task sample detection limits exceeded 2.5 p.p.m.; five non-task sample detection limits exceed 0.5 p.p.m.
case, the simple arithmetic mean for the laboratory technician statuses when all task bins were considered. However, for
increased over time. Although the simple arithmetic mean is most task bins, potential differences in exposure during
an appropriate and unbiased predictor of the true mean, for turnaround could not be discerned because too few samples
subsets of data with large sample sizes and large geometric were available for the task bin. Nonetheless, task level
SDs, such as this one, it is less applicable to the ANOVA samples were analyzed separately on the basis of operations
comparison than other estimates (Ignacio and Bullock, status (Figure 5).
2006). Reanalysis of the arithmetic mean for this group on
the basis of the lognormal minimum variance unbiased Benzene Concentrations over Time
estimator revealed a decrease over time for the laboratory The distributions of personal airborne benzene concentra-
technician from 0.13 to 0.02 p.p.m. tions by task bins with statistical differences (Po0.05) in
mean benzene concentration for the two time periods (1978–
Task Exposure Concentration in the Refinery Data Set 1989 and 1990–2003) are shown in Figure 6. For those task
The average benzene air concentrations and related summary bins with sufficient sample size (nZ10), a statistical difference
statistics for task samples are summarized in Table 6. The in mean benzene concentration by time period was observed
ANOVA and pairwise comparisons indicated that the area in for sample collection (0.87 and 0.079 p.p.m.) and sample
which these tasks were performed did not influence the analysis (4.6 and 0.10 p.p.m.). Although the repair leak task
benzene concentrations associated with the tasks. In addition, bin only had a sample size of eight, it too was statistically
the job title of the individual performing the task appears to significant by time period (36 and 0.037 p.p.m.). For these
have had no influence on the benzene concentrations task bins, benzene air concentrations were statistically
associated with the tasks. significantly lower for the time period from 1990 to 2003
Of the task bins with sufficient sample size (nZ10), the than for 1978–1989.
laboratory sample analysis bin had the highest mean benzene
air concentration (1.9 p.p.m.). To perform this task, the
technician must work directly with small quantities of process Discussion
stream samples, and work is usually performed under
controlled conditions. However, this result is driven by nine This study presents the results of 25 years of personal air
sample results above 10 p.p.m. that were collected in 1988 monitoring for benzene at the Baytown, TX ExxonMobil
during the filtration of reagent grade benzene for saybolt refinery. Air concentrations of benzene collected while
color test while wearing powered air-purifying respirators. performing specific jobs and tasks were found to be consistent
The distributions of benzene air concentrations for those with the results reported in other studies of benzene exposure
task bins with sufficient data (nZ10) are presented in in the petroleum industry (Weaver et al., 1983; Buchet et al.,
Figure 5. The tasks with a potential for contact with a 1984; Runion and Scott, 1985; CONCAWE, 1987, 1994;
process stream were the most frequently sampled, and Nordlinder and Ramnas, 1987; Rappaport et al., 1987; HEI,
include the following: sample collection (n ¼ 218), sample 1988; Verma et al., 2001). When comparing the results of this
analysis (n ¼ 147), liquid transfer (n ¼ 137), blinding and study to the industry-wide data sets, the average exposures
breaking (n ¼ 97), gauging (n ¼ 65), equipment cleaning and at the Baytown refinery decrease within the range of
repair (n ¼ 58), equipment preparation (n ¼ 47), and waste those reported in the literature, despite the fact that
treatment plant maintenance (n ¼ 46). the Baytown data set was targeted to over-represent
benzene handling activities (Verma et al., 2001). The average
Influence of Operating Status benzene air concentration at the Baytown refinery for all
The ANOVA that compared benzene concentrations during non-task samples is 0.23 p.p.m. (during routine operations),
routine and turnaround operations indicated that there compared with the arithmetic means reported in the
was a statistical difference (Po0.05) between operational literature, which range from 0.05 to 1.62 p.p.m., with an
178 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
Table 5. Summary statistics for the non-task data set for (a) ExxonMobil employees, (b) contractors, including job title, operational status, and area.
Job title Status Area(s) n Detection Geometric mean, geometric Minimum Maximum
frequency SD, arithmetic mean, detected detected
(%) 75th, and 95th percentile
benzene concentration
(p.p.m.)
(a)
Process technician Hydrofinera 245 49 ND, ND, 1.3, 0.20, 1.0 0.015 91
Oil movementsb 286 24 ND, ND, 0.23, ND, 0.21 0.010 49
Routine Reformerc 575 46 ND, ND, 0.10, 0.20, 0.24 0.010 2.0
Tank farmd 9 100 0.35, 2.6, 0.65, ND, ND 0.15 3.6
Waste Treatmente 446 52 0.045, 5.6, 0.13, 0.20, 0.40 0.013 1.6
All other areasf 460 35 ND, ND, 0.062, 0.055, 0.20 0.010 6.0
Hydrocracker 9 100 0.11, 1.8, 0.13 ND, ND 0.060 0.42
Turnaround Catalytic cracker 9 22 ND, ND, 0.020, ND, ND 0.025 0.094
All other areas 84 50 0.022, 5.1, 0.065, 0.072, 0.26 0.0070 0.44
Shopsg 68 7 ND, ND, 0.13, ND, 0.15 0.021 5.6
Routine Waste treatmenth 228 72 0.10, 6.6, 0.35, 0.40, 0.93 0.026 5.8
Machinist All other areasi 421 27 ND, ND, 0.089, 0.042, 0.34 0.0090 7.7
Turnaround Waste treatment 3 100 0.40, 1.1, 0.40, ND, ND 0.34 0.44
All other areas 15 20 ND, ND, 0.061, ND, 0.21 0.020 0.76
Laboratory technician Routine All areasj 352 37 ND, ND, 0.12, 0.040, 0.34 0.0035 12
Routine Tank farmk 11 73 0.33, 14, 3.4, 1.8, 15 0.12 16
Pipefitter/welder All other areasl 182 21 ND, ND, 0.055, ND, 0.23 0.0090 2.0
Turnaround All areas 13 62 0.018, 3.5, 0.034, 0.058, 0.081 0.020 0.12
Process supervisor Routine All areasm 179 30 ND, ND, 0.050, 0.039, 0.23 0.010 1.2
Turnaround All areas 11 27 ND, ND, 0.038, 0.045, 0.12 0.057 0.13
Mobile equipment operator Routine All areasn 76 55 0.046, 7.3, 0.20, 0.22, 0.66 0.019 3.2
Turnaround All areaso 6 100 0.24, 4.6, 0.48, ND, ND 0.017 1.6
Fuel truck driver/refueler Routine All areasp 33 76 0.16, 6.5, 0.41 0.53, 1.3 0.10 1.9
Instrument technician Routine Shopsq 1 100 39, ND, 39, ND, ND 39 39
All other areas 29 34 ND, ND, 0.016, 0.020, 0.039 0.010 0.040
Electrician Routine All areas 27 48 ND, ND, 0.016, 0.020, 0.037 0.010 0.035
Turnaround All areas 1 0 ND, ND, o0.02, ND, ND ND ND
Garage mechanic Routine All areas 17 53 0.026, 5.6, 0.073, 0.080, 0.26 0.021 0.35
Industrial hygienist Routine All areas 8 100 0.14, 3.1, 0.24, ND, ND 0.040 0.83
Turnaround All areas 2 50 0.0069 15, 0.024, ND, ND 0.047 0.047
Maintenance supervisor Routine All areas 3 0 ND, ND, o0.06 ND, ND ND ND
Turnaround All areasr 4 75 0.17, 8.4, 0.44, ND, ND 0.17 1.0
Truck driver Routine All areas 5 80 0.17, 3.3, 0.27, ND, ND 0.18 0.69
Engineer Turnaround All areas 1 0 ND, ND, o0.04, ND, ND ND ND
(b)
Contractor F laborer Routine All areass 78 64 0.063, 7.7, 0.24, 0.28, 1.0 0.030 2.1
Turnaround All areast 5 60 0.076, 12, 0.70, ND, ND 0.055 3.2
Reformer 35 63 0.012, 3.7, 0.023, 0.036, 0.067 0.0070 0.088
Contractor F catalyst Turnaround Hydrofineru 9 78 1.4, 22, 19, NDv ND 1.1 103
Contractor F pipefitter Turnaround All areas 41 20 ND, ND, 0.036, ND, 0.071 0.0080 0.88
Contractor F machinist Routine All areas 24 8 ND, ND, 0.015, ND, 0.048 0.050 0.055
Turnaround All areas 11 9 ND, ND, 0.012, ND, 0.022 0.022 0.022
Contractor F laboratory Routine All areasv 34 47 ND, ND, 0.56, 0.29, 2.3 0.042 6.1
technician
Contractor F mobile Routine All areas 23 43 ND, ND, 0.073, 0.053, 0.31 0.023 0.45
equipment
operator
Contractor F building trades Routine All areas 14 7 ND, ND, 0.0044, ND, 0.012 0.012 0.012
Contractor F groundskeeper Routine All areas 12 0 ND, ND, o0.02, ND, ND ND ND
Contractor F process Routine All areasw 8 100 0.38, 2.0, 0.48, ND, ND 0.15 1.3
operations
Contractor F field Routine All areasx 4 75 0.086, 10.2, 0.41, ND, ND 0.020 1.4
supervisor
Journal of Exposure Science and Environmental Epidemiology (2011) 21(2) 179Gaffney et al. Exposures to benzene at refineries
Table 5. Continued
Job title Status Area(s) n Detection Geometric mean, geometric Minimum Maximum
frequency SD, arithmetic mean, detected detected
(%) 75th, and 95th percentile
benzene concentration
(p.p.m.)
All job titles Routine All areas 3897 40 ND, ND, 0.23, 0.11, 0.44 0.0035 91
Turnaround All areas 263 46 ND, ND, 0.73, 0.060, 0.51 0.0070 103
All job titlesy All Samples All areas 4160 41 ND, ND, 0.26, 0.10, 0.44 0.0035 103
ND: geometric mean not calculated because 50% of the samples were below the limit of detection. Percentiles not calculated because the proportion of results
below the detection limit exceeds the selected percentile or the sample size was less than 10.
a
Fourteen sample results above 1 p.p.m. collected between 1978 and 1980 at the naphtha fractionation unit (NFU) post; task was undefined or indicated
routine work.
b
Three sample results above 1 p.p.m. collected in 1994, task was routine work including gauging and sample collection.
c
Two sample results above 1 p.p.m. were collected in 1980 and 1981; no additional information was available.
d
Maximum sample result collected in 1978; no additional information was available.
e
Four sample results above 1 p.p.m. collected between 1979 and 1982 at the waste treatment retention basin or separator posts.
f
Three samples above 1 p.p.m. collected at a MEK unit post (n ¼ 1; 1981) and light ends unit posts (n ¼ 2; 1978).
g
Maximum sample result collected in 1978 during boiler house maintenance.
h
Ten sample results above 1 p.p.m. collected between 1978 and 1983 during cleaning and maintenance of the waste treatment plant preseparator.
i
Two sample results above 1 p.p.m. collected in 1984 during pump slab repair work in the oil movements area (liquid was steam cracked naphtha).
j
Maximum sample result collected in 2005; no additional information was available.
k
Three samples greater than 1 p.p.m. collected in 1984 during blinding and gas-freeing of light cat naphtha (LCN) tank.
l
Maximum sample result collected in 1984 during work in multiple areas including blinding at the fuel blend manifold and the LCN tank.
m
Maximum sample result collected in 1981 at the hydroskimmer; no additional information was available.
n
Two sample results above 1 p.p.m. were collected in 1979 and 1985, during refueling and operation of a hydraulic excavator at the waste treatment
preseparator, respectively.
o
Maximum sample result collected in 1984 during operation of a hydraulic excavator at the waste treatment preseparator.
p
Three samples above 1 p.p.m. where collected in 1978 and 1980; no additional information was available.
q
Maximum sample result collected in 1983; task and unit were undefined but technician stated that a supplied air respirator was used during periods of high
hydrocarbon exposure.
r
Maximum sample result collected in 1993 during supervision of catalyst skimming operation at the hydrofiner.
s
Five sample results above 1 p.p.m. collected between 1988 and 1996 during oil movements separator skimmer maintenance (n ¼ 3) or waste treatment unit
maintenance (n ¼ 2).
t
Maximum sample result collected in 1993 during scaffold erection at the hydrofining unit.
u
Seven sample results above 1 p.p.m. were collected in 1993 during catalyst skimming at the hydrofining unit.
v
Six sample results above 1 p.p.m. were collected in 2005 during sampling activities in the drum retain area.
w
Maximum sample result collected in 1989 during slop oil tank filtration at waste treatment.
x
Maximum sample result collected in 1988 during supervision at the tank farm; no additional information was available.
y
Includes 43 samples where job title could not be assigned.
average of 0.22 p.p.m. (Runion and Scott, 1985; Verma Analysis by refinery area indicates that with the
et al., 2001). exception of five job categories, the area in which an
Fifty-nine percent of the non-task samples showed benzene individual worked did not influence the average benzene air
air concentrations below the LOD. Given the large number concentration. These findings are similar to data from other
of samples in the data set and the targeted nature of the refinery studies, and demonstrate that the nature of the
sampling program (sampling is focused on jobs where direct work being performed is a major determinant of overall
contact with benzene-containing streams is most likely), the exposure to benzene (Verma et al., 2001). However, because
low detection frequency is indicative of generally overall low there are often very few samples associated with a job
concentrations of benzene in the air. Specifically, nearly 98% category and area, the absence of any statistical difference
of the non-task sample results were less than 1 p.p.m., a may be a function of a small sample size. For the Baytown
finding consistent with an industry-wide study indicating that refinery job categories that displayed area dependence
95% of benzene results from air samples taken at several US during routine operations, the sample sizes were large
refineries were below 1 p.p.m. (Runion and Scott, 1985). (n ¼ 30–2021), and the results were consistent with expecta-
Furthermore, 65 of the samples classified as non-task in these tions; for example, in areas where the benzene content of the
data set had unknown sampling times, and were assumed to process stream was low, occupational exposure was low, and
represent samples collected for over 180 min. This is a vice versa.
conservative assumption, because any error in the analysis The analysis of air concentration trends over time
associated with this assumption would overestimate indicated that for most job categories, exposures were slightly
long-term exposure. higher in the 1978–1989 time period than in 1990–2003, and
180 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)Exposures to benzene at refineries Gaffney et al.
100 95th Percentile-Routine Status
95th Percentile-Turnaround Status
Arithmetic Mean
10
Benzene Concentration (ppm)
1
0.1
0.01
0.001
Co taly r - Me n
es ch te ef ts
- C ra ra ric s
Pr ess -W ech eme er
h- ot tm r
hi M ll o r ar t
ac t-W hi r a s
ac ist te t-s s
ni ll ea ps
fit itte L ll o er a nt
r/W w or er as
de r- y as
Pi ll o k F h
Pr pef the arm
M Pro ess r/W reas
E Su rv r
en F qui per isor
ec l T pe sor
ll D r
nt st La ch
nt on C trac r - form r
Co - M r - L tor- ac ter
ct E at hi t
- B uip y T st
ld e h
es
ct ac nt r pe r
Tr r
r r
A he en
ra le or ac is
ec ll rea me
ile ss pe lde
A ck to
n to e re
ra tr o to Pi e
g to
M nis ac the ea
M hin as nis rea
or n a ct a
a cto ge ia
n ec
ui Op ec
he e
oc Te as -R n
or q or ni
oc ch T ov in
A th e
te r/ ab th re
el lde ator are
ct o G Ele are
ad
hi -A T ho
nt obi ab M hin
ot iv
t
h- ru ra
Co rac - R bo
in ra
st- o tm
t T ue p O vi
or to ra - M fi
r-A Ta T
Pr s Te ess l M drof
s T -A T or
ob ce Su e
oc itt r a
es roc Oi y
e
oc P ch- h-H
e ec
c
sT T
e
t
es ss
ra C
oc ce
Pr Pro
ac
pe ef
um
M
Pi Pip
str
Co C
nt
Pr
Co
In
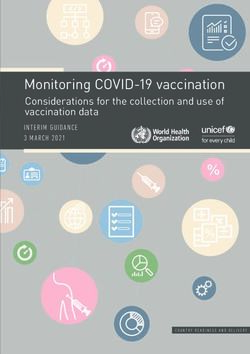
Figure 3. Distribution of non-task benzene air concentrations by job category. This figure demonstrates the overall distribution of air concentrations
of benzene for those job categories with greater than 10 samples.
10 95th Percentile (1990-2006)
95th Percentile (1978-1989)
Arithmetic Mean
Laboratory Mobile Equipment
Process Technician Machinist Technician Operator
1
Benzene Concentration (ppm)
† ††
0.1
0.01
0.001
Hydrofiner* Waste Treatment* All other areas* Waste Treatment* All other areas* All areas* All areas*
Figure 4. Distribution of non-task benzene air concentrations over time by job category. This figure demonstrates the overall distribution of air
concentrations of benzene for each window of time (1978–1989 and 1990–2006). Distributions are presented by job category, and are limited to
those job categories with greater than 10 samples in each time window.
*Denotes statistical significance by time period (Po0.05).
w
Calculation of the MVUE of arithmetic mean revealed a decrease over time for the laboratory technician from 0.13 p.p.m to 0.02 p.p.m.
ww
All results for samples collected between 1990–2006 (n ¼ 12) were below detection limit; mean detection limit plotted.
were statistically significantly higher for three of the job the changes occurred could not be discerned from the
categories (Figure 4). These results are consistent with relatively small data sets available.
expectations, given the general time period in which various The benzene air concentrations associated with the 16 task
process changes were implemented. However, decreases in bins were largely non-detectable. Only two of ten task bins
airborne concentrations of benzene in the specific areas where (nZ10) had a detection frequency greater than 50%.
Journal of Exposure Science and Environmental Epidemiology (2011) 21(2) 181Gaffney et al. Exposures to benzene at refineries
Table 6. Summary statistics for the task data set, including job title and area.
Job title Status Area(s) n Detection Benzene concentration (p.p.m.)
frequency
(%)
Geometric Geometric Arithmetic mean, 75th, Minimum Maximum
mean SD and 95th percentile detected detected
Process technician Hydrofinera 245 49 ND ND 1.3, 0.20, 1.0 0.015 91
Oil Movementsb 286 24 ND ND 0.23, ND, 0.21 0.010 49
Routine Reformerc 575 46 ND ND 0.10, 0.20, 0.24 0.010 2.0
Tank farmd 9 100 0.35 2.6 0.65, ND, ND 0.15 3.6
Waste treatmente 446 52 0.045 5.6 0.13, 0.20, 0.40 0.013 1.6
All other areasf 460 35 ND ND 0.062, 0.055, 0.20 0.010 6.0
Hydrocracker 9 100 0.11 1.8 0.13, ND, ND 0.060 0.42
Turnaround Catalytic cracker 9 22 ND ND 0.020, ND, ND 0.025 0.094
All other areas 84 50 0.022 5.1 0.065, 0.072, 0.26 0.0070 0.44
Shopsg 68 7 ND ND 0.13, ND, 0.15 0.021 5.6
Routine Waste Treatmenth 228 72 0.10 6.6 0.35, 0.40, 0.93 0.026 5.8
Machinist All other areasi 421 27 ND ND 0.089, 0.042, 0.34 0.0090 7.7
Turnaround Waste treatment 3 100 0.40 1.1 0.40, ND, ND 0.34 0.44
All other areas 15 20 ND ND 0.061, ND, 0.21 0.020 0.76
Laboratory technician Routine All areasj 352 37 ND ND 0.12, 0.040, 0.34 0.0035 12
Routine Tank Farmk 11 73 0.33 14 3.4, 1.8, 15 0.12 16
Pipefitter/welder All other areasl 182 21 ND ND 0.055, ND, 0.23 0.0090 2.0
Turnaround All areas 13 62 0.018 3.5 0.034, 0.058, 0.081 0.020 0.12
Process supervisor Routine All areasm 179 30 ND ND 0.050, 0.039, 0.23 0.010 1.2
Turnaround All areas 11 27 ND ND 0.038, 0.045, 0.12 0.057 0.13
Mobile equipment operator Routine All areasn 76 55 0.046 7.3 0.20, 0.22, 0.66 0.019 3.2
Turnaround All areaso 6 100 0.24 4.6 0.48, ND, ND 0.017 1.6
Fuel truck driver/refueler Routine All areasp 33 76 0.16 6.5 0.41, 0.53, 1.3 0.10 1.9
Instrument technician Routine Shopsq 1 100 39 ND 39, ND, ND 39 39
All other areas 29 34 ND ND 0.016, 0.020, 0.039 0.010 0.040
Electrician Routine All areas 27 48 ND ND 0.016, 0.020, 0.037 0.010 0.035
Turnaround All areas 1 0 ND ND o0.02, ND, ND ND ND
Garage mechanic Routine All areas 17 53 0.026 5.6 0.073, 0.080, 0.26 0.021 0.35
Industrial hygienist Routine All areas 8 100 0.14 3.1 0.24, ND, ND 0.040 0.83
Turnaround All areas 2 50 0.0069 15 0.024, ND, ND 0.047 0.047
Maintenance supervisor Routine All areas 3 0 ND ND o0.06, ND, ND ND ND
Turnaround All areasr 4 75 0.17 8.4 0.44, ND, ND 0.17 1.0
Truck driver Routine All areas 5 80 0.17 3.3 0.27, ND, ND 0.18 0.69
Engineer Turnaround All areas 1 0 ND ND o0.04, ND, ND ND ND
a
Fourteen sample results above 1 p.p.m. collected between 1978 and 1980 at the Naphtha Fractionation Unit (NFU) post; task was undefined or indicated
routine work;
b
Three sample results above 1 p.p.m. collected in 1994, task was routine work including gauging and sample collection;
c
Two sample results above 1 p.p.m. were collected in 1980 and 1981; no additional information was available;
d
Maximum sample result collected in 1978; no additional information was available;
e
Four sample results above 1 p.p.m. collected between 1979 and 1982 at the waste treatment retention basin or separator posts;
f
Three samples above 1 p.p.m. collected at a MEK unit post (n ¼ 1; 1981) and light ends unit posts (n ¼ 2; 1978);
g
Maximum sample result collected in 1978 during boiler house maintenance;
h
Ten sample results above 1 p.p.m. collected between 1978 and 1983 during cleaning and maintenance of the waste treatment plant preseparator;
i
Two sample results above 1 p.p.m. collected in 1984 during pump slab repair work in the oil movements area (liquid was steam cracked naphtha);
j
Maximum sample result collected in 2005; no additional information was available;
k
Three samples greater than 1 p.p.m. collected in 1984 during blinding and gas-freeing of light cat naphtha (LCN) tank;
l
Maximum sample result collected in 1984 during work in multiple areas including blinding at the fuel blend manifold and the LCN tank;
m
Maximum sample result collected in 1981 at the hydroskimmer; no additional information was available;
n
Two sample results above 1 p.p.m. were collected in 1979 and 1985, during refueling and operation of a hydraulic excavator at the waste treatment
preseparator, respectively;
o
Maximum sample result collected in 1984 during operation of a hydraulic excavator at the waste treatment preseparator;
p
Three samples above 1 p.p.m. where collected in 1978 and 1980; no additional information was available;
q
Maximum sample result collected in 1983; task and unit were undefined but technician stated that a supplied air respirator was used during periods of high
hydrocarbon exposure;
r
Maximum sample result collected in 1993 during supervision of catalyst skimming operation at the hydrofiner;
182 Journal of Exposure Science and Environmental Epidemiology (2011) 21(2)You can also read