Fast and Reliable Drying - Uniform Drying of Bulk Material from Manufacturing Processes
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below

Industrie-Report Fast and Reliable Drying Uniform Drying of Bulk Material from Manufacturing Processes by Michael Richter of Harter GmbH Technical Sales Fig. 1 – Complete, gentle and energy-saving drying of bulk material in a barrel dryer with minimal intermit- tent movement at a temperature of 70 °C In many industrial manufacturing All such drying methods are no tely dry at low temperatures and processes bulk material is placed longer state-of-the-art. An alter- within very short time. Harter has in centrifuges for drying. Cen- native technology can be emp- since vigorously advanced the trifugal drying exposes parts to loyed to easily dry small parts in development of the process such high thermal and mechanical barrels, baskets or on trays both that appropriate solutions to the strain with resulting potential in batch or continuous operation most challenging bulk material deterioration, and it may leave in a gentle and reliable way. Dry- drying issues should be available the parts ultimately wettish at ing system manufacturer Harter today. As early as in 1996 there that. In an attempt to drying, launched a highly efficient pro- was a pioneering project in Swit- bulk material is sometimes also cess on the market more than zerland. Ever since this time, hun- subjected to inadequate techni- 25 years ago. It uses extremely dredth of bulk material dryers ques using air blowers or to in- dry air forced to follow a specific have been implemented throug- tense heat. path to render products comple- hout industry. 48 1/19 SCHÜTTGUT&PROZESS

Industrie-Report
Each dryer has a connected load
of 14.45 kW. The two heat pump
based condensation type dryers
have demonstrated to consume
60 percent less power than com-
parable exhaust air dryers (ref.
fig. 1).
Continuous Drying in Baskets
Fig. 2 – The plastic parts dried here have deep bottom holes and recesses
A ski binding manufacturer nee-
ded a system to dry their injec-
tion moulded parts. Following
Bulk Material in Barrels in a complete, reliable and gentle application of a special solution,
way. The drying temperature is the parts were to be gently dried
A renowned surface finishing 70 °C. for subsequent powder coating.
processor specified drying requi- Bulk material of various sizes and
rements clearly focused on time The barrels are subjected to mini- geometries are placed in metal
and quality. Quantitative bottle- mal movement during drying. As baskets holding a maximum of 25
necks were to be eliminated. So, a standard, each dryer includes kg. All these parts have recesses
efficient dryers were to be in- an automatic lid system to retain and bottom holes as much as
tegrated in the process chain to the precious heat inside the sys- several centimetres deep, which
enable direct in-barrel drying. tem. Four 1.6 kW connected load is a special challenge to the dry-
The specific application includes recirculation fans are integrated ing process.
two in-barrel dryers for one double in each dryer.
barrel system each. Leaving the The baskets containing the bulk
rinsing station, the barrels are Two so-called Airgenex® modules material are loaded in two par-
moved into the dryer where the are attached to the dryers to con- allel drying chambers including
parts are dried within 10 minutes dition the required process air. a turnable basket support. First,
NO MORE UNRELIABLE DRYING.
How to dry your bulk material quickly and reliably,
and save energy at that.
Harter dryers are government sponsored.
HARTER GmbH | (+49) 08383-9223-0 | info@harter-gmbh.de | www.better-drying.de
SCHÜTTGUT&PROZESS 1/19 49
Industrie-Report
Continuous drying in baskets
Continuous drying
on a conveyor belt
Drying after cleaning
AIRGENEX® – Dryer for Bulk Material
Fig. 4 – Process schematic with application examples
Principle of Heat Pump Based Condensation Drying
in a Closed System
Successful drying is governed by two factors which Drying temperatures vary between 40 °C and 90 °C
Harter combines. These are efficient air conditio- as required by the specific application or desired by
ning and appropriate air routeing. Harter uses an the customer. Standard drying temperatures range
alternative physical approach for drying. The process from 45 °C to 75 °C.
air is stripped from any moisture and, at the same
time, heated in the Airgenex® dehumidification Now, this is where the second factor comes in.
module. This unsaturated air is then passed into Without precise air routeing is would be impossible
the dryer and over or through the products to be to dry items, particularly bulk material, in a fast and
dried quickly absorbing humidity in this process. complete way. The air route is designed for each
specific project such that the dry process air takes a
Subsequently, the saturated air is returned to the precise path to flow through the bulk material and
dehumidification module where it is cooled. Water to leave it again. The Airgenex® dehumidification
condenses from the air and the condensate is drained module is either included in a compact dryer or
off the system. In a closed circuit, the air is reheated placed separately, even on a different floor if
to become available for drying again. The use of required for space restrictions, and connected to
dry air enables drying at low temperatures. the dryer through plastic tubing.
50 1/19 SCHÜTTGUT&PROZESS
Industrie-Report
the baskets are slowly and gently
rotated by 180 degrees. This is to
largely drain the bottom holes so
that a certain amount of water is
removed from the parts and the
baskets by gravity. Then, the dry-
ing process proper starts as de-
scribed.
Fig. 3 – Combined drying-cooling continuous dryer
Upon completion of drying, the
metal baskets exit the drying
chamber automatically and run two metres. The customer’s exis- nex dehumidification module is 6
on a roller track to a station where ting ventilation system is used kW. The drying tunnel has eight
they are removed manually. The for cooling. Inlet and outlet ducts special recirculation fans installed
drying time varies for each pro- are positioned such that 24 °C for drying plus four for cooling.
duct but does not exceed four ambient air temperature is en- All fans are frequency controlled
minutes. The drying temperature sured. Fans installed in the dryer and have a rated power of 1.5 kW
is 60 °C. The drying system inclu- take in ambient air, pass it over each. The system has also an inbu-
ding four special recirculation the parts to be cooled to finally ilt auxiliary electrical heater for a
fans has a connected load of 15.9 release it through an outlet duct short-time initial boost of the dry-
kW (ref. fig. 2). to the production area. er’s temperature to faster obtain
the desired operating temperatu-
Combined Drying-Cooling The belt speed is 0.58 m/min. re. The rated power of the overall
System Thus, the parts leave the conti- system in production operation is
nuous dryer – dried and cooled about 25 kW (ref. fig. 3).
Another company’s portfolio in- – after seven minutes. The dryer
cludes the manufacture of parts is made of polypropylene, the Harter GmbH
from steel blanks to be dried in belt of stainless steel. Harter dry- 88167 Stiefenhofen (Germany)
a continuous process following ers are very economical owing to Michael Richter
vibratory finishing. This require- their operating principle which is Phone: + 49 8383–9223–19
ment was reflected by designing based on the use of a heat pump. michael.richter@harter-gmbh.de
and installing a continuous dryer. The connected load of the Airge- www.harter-gmbh.de
A maximum of 800 kg of vibratory
finished parts are dumped on the
dryer conveyor belt after clea- The company was established under the name of HARTER Ober-
ning. The drying zone inside the flächen- und Umwelttechnik GmbH. Their services encompass the
tunnel is two metres long. This design of new dryers as well as the refurbishment and the perfor-
is where the parts are uniformly mance improvement of existing drying systems. Harter GmbH also
and completely dried at 70 °C. has an in-house pilot plant station to conduct drying tests in order to
determine and record the parameters required for successful drying.
Subsequently, the parts are co- Such testing may also be done in larger test beds or using Harter
oled to about 30 °C on the next GmbH rental systems at the customer’s premises.
51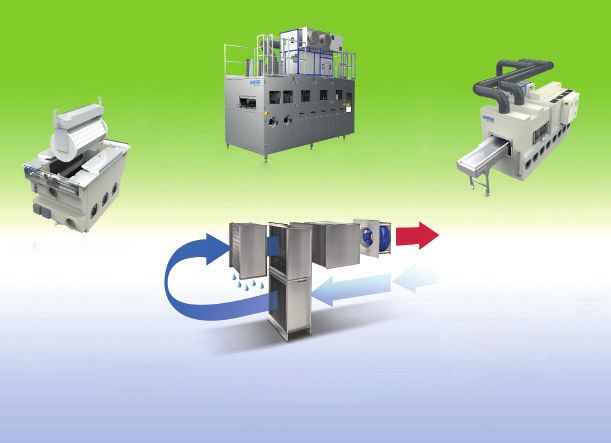
You can also read

















































