Micro-Structural characteristics of Additively Manufactured Pure Tungsten - IOPscience
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
IOP Conference Series: Earth and Environmental Science
PAPER • OPEN ACCESS
Micro-Structural characteristics of Additively Manufactured Pure
Tungsten
To cite this article: Mirza Atif Abbas et al 2021 IOP Conf. Ser.: Earth Environ. Sci. 635 012014
View the article online for updates and enhancements.
This content was downloaded from IP address 46.4.80.155 on 20/01/2021 at 21:17International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
Micro-Structural characteristics of Additively Manufactured
Pure Tungsten
Mirza Atif Abbas 1, Dr Yan Anru 1,Prof. Dr Zhi Yong Wang 1
1
Laser College of Engineering, Beijing University of Technology, Beijing, China
Correspondence Email: joinmirza@hotmail.com
Abstract: In this study, fully dense tungsten samples were additively manufactured and
the micro-structure behavior was studied. A crack network with a spacing of 20μm up to
100μm was found in the designed samples. It was noticed that the laser scanning approach,
which could customize the microstructure, affected the crack behavior in manufactured
tungsten[1].Different additive parameters were adopted to study the microstructure
properties, but it was revealed that cracking is practically irresistible in AM (additive
manufacturing).It might be achieved that cracking chain assembled because the cracks
appeared in each laser fused path and then analogous in the surface-by-surface structure
course.
Keywords: Tungsten Selective laser melting (SLM), Fabrication Parameters, Micro-
hardness, Cracking Behavior
1. Introduction
Tungsten has been commonly used in the combatant and electrical industry because of its high melting
point, thermal efficiency and good automatic characteristics. It is regarded as the most motivating particle
for plasma-facing components in the international thermonuclear experimental reactor (ITER), owing to its
strong illumination impedance and low disintegration performance. Tungsten is naturally brittle and it is
very hard to conventionally design different components by power metallurgy method. Therefore different
modern techniques were adopted to construct inner and outer parts by AM (additive manufacturing).It is
one of the modern technique which was adopted to encounter this problem in the modern era. Mirza Atif
et al. and Yan An et al. prepared additively pure tungsten samples and discovered that the micro cracks are
inevitable but can be reduced by changing the parameters. Different researchers tried to design pure
tungsten samples and realized that identification is difficult due to balling anomaly[2].Another scientist
fabricated W components but only achieved density up to 89.2%.. Selective laser melting (SLM) is popular
as an AM technology because of its capacity to manufacture highly precise metal parts and many other
materials, including stainless steel, titanium-Ti alloys and even super alloys, have been prepared. Some
Content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution
of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Published under licence by IOP Publishing Ltd 1International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
researchers applied Direct metal laser melting (DMLM) on fully pure tungsten but cracks were reported in
their samples. Thermal stress can cause cracks in some ductile materials, few cracks were also reported in
some brittle-ductile alloys for example CoCrMo, WC and MoC.Li et al. studied the Aluminium based alloys
and found that beside with material some manufacturing parameters also effect on crack density .Few other
metals were also studies to further investigate the cracking behavior.
Laser powder bed fusion (LPBF) can be viewed further more to the method of laser or electron irradiation,
in which tungsten's cracking activity thoroughly examined. Huber et al. examined tungsten's thermal impact
response to many laser pulses and realized that the cracking could reach the multi layers, producing a crack
web. Another analyst who studied the cracking response under a longer wavelenght laser pulse load, also
documented similar cracking behavior . The thermal effect of an electron ray on W was tested by Wirtz et
al. and further proved that the microstructure can influence the distribution and density of the crack. The
laser parameters, particularly the laser power have a noticeable impact on the final grain boundaries in the
SLM process and thus affected the cracking behavior. The SLM of nickel super- alloy was performed by a
researcher and noted that the final sample could be splitted into regions of dense and light cracks, which
was determined using SEM approach. In another article they studied cracking behavior of molybdenum
and discovered that the scanning gyration between surfaces could intervene structure of the grain
boundary(GB) and lead to crack control. Tungsten cracking is inevitable at transition phase boundaries
between ductile-brittle metals , but some scientists revealed that W cracking primarily relies on intrinsic
ductility. It is revealed that thermal stress which is produced in the sample preparation is caused by a
temperature difference between subsrate temperature and the specimen .Cracking also caused by inherent
ductility of materials and also by laser parameters used for sample preparation. Another important factor is
the power density ,if it is less than the threshold value then there are less chances for production of cracks.[3]
However, the laser density should be high in the SLM process of tungsten to achieve densification; thus,
determining the cracking propensity centered on laser factors which offers an description for the cracking
performance in the tungsten DMLM .In this analysis, through SLM, developed non-conventionally pure
W slices and examined the resulting cracking behavior. Using scanning electron microscopy (SEM) and
electron backscatter diffraction (EBSD), crack scattering and its relationship with the microstructure have
been exposed. In order to understand the creation of the crack network, the cracking criterion for W
underneath single laser treatment was determined and matched with the processing circumstances for
DMLM.
2. Experimental
Ball-shaped powders (purity [99.9%, median diameter = 27.8μm) were used in this study. Using a plasma
spheroidization machine, the powder was spheroidized. The SLM experiments were performed using SI
3240 machine at a extreme power of 170 W with a Nd/YAG fiber laser having a spot dimension of 85μm.
Three different scanning parameters were used in this research. (1) the scanning speed was ranged between
300 mm/sec to 700 mm/sec for different samples hatching space was from 0.03mm up to 0.08mm. Fixed
in all the layers, besides the scanning parameters, the layer was melted as well[3] .The laser was scanned
in pulse mode in a 'zigzag "way which means that the laser was exposed to one point for a brief period of
time and then transferred to the next point. The manufacturing process was performed in a chamber filled
with argon gas to restrict the oxidation of tungsten in order to preserve the oxygen content below 0.10
percent ppm.A steel substrate was used in the SLM experiments, and no preheating was performed. Under
the three scanning parameters cubic tungsten specimens of 5mm×5mm×5mm were designed and their final
densities were slightly different from each other. The specimens were microscopically characterized using
a SEM (scanning electron microscope) equipped with an EBSD detector. Different additively manufactured
2International Conference on Sustainable Future and Environmental Science IOP Publishing IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014 tungsten samples were observed by SEM having fixed value of EHT (electron high tension) around 15 kV at different magnifying values ranging from 100X to 10KX. 2.1 Material and methods Pure tungsten powders with the particle size of 30–50 μm were used for SEBM. Their composition is listed in Table 1. The tap density of the powder is 11.6 g/cm3.A SLM system SI 3240 was used to assemble tungsten samples with proportions of 5 mm × 5 mm × 5 mm. A steel plate was used as the substrate during the SLM procedure. The vacuum pressure was measured to be < 10-2 Pa. The layer thickness was 20 μm. Scanning speed (v) and laser power were the main beam parameters during SLM process. The beam power can be calculated by P=I × U, U is the voltage which is fixed to 15KV. Laser beam power (P), scanning speed (v), layer thickness (t), hatch distance (h) were combined to the electron beam and the line energy density (E) can be calculated by E=P/v, . Table 2 details SEBM processing parameters used in this research, with a view to identifying their influence on density and microstructure of pure tungsten. Three different substrate temperatures were used ֞as solidified tungsten surfaces and the microstructure of the SEBM-fabricated tungsten samples were investigated using optical microscopy (OM) and scanning electron microscopy (SEM).Metallographic samples were ground using silicon carbide papers up to 1000 mesh and then polished using standard metallographic techniques”. At room temperature compression testing was performed. Table 1 Percentage of Tungsten powder in chemical composition W O C Fe Si K Na Balance 0.017 0.005 0.01 0.002
International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
19. 300 0.03 170 0.566
20. 400 0.03 170 0.425
21. 500 0.03 170 0.340
22. 300 0.04 170 0.566
23. 400 0.04 170 0.425
24. 500 0.04 170 0.340
25. 300 0.08 170 0.566
26. 400 0.08 170 0.425
27. 500 0.08 170 0.340
28. 700 0.03 170 0.242
29. 700 0.04 170 0.242
30. 400 0.01 170 0.425
31. 600 0.08 170 0.283
32. 800 0.08 170 0.213
33. 400 0.08 110 0.275
Table 1 SLM processing parameters used
2.2.SurfaceMorpholgy
For SLM of pure tungsten metal,It was found that during the AM(additive Manufacturing) of samples
balling phenomena mainly effected this process[4]. Surface morphology of tungsten samples was studied
by using different parameters.Balling melt pools were more visible at different scanning speeds[5]. Initially
it was observed that at very low scanning speed for example around 150mm/sec this phenomena was more
significant, but at a speed of 200mm/sec it was less significant. It was observed that at scan speed between
300mm/sec up to 400mm/sec with hatching space 0.03mm the balling due to unmelted tungsten powder
was almost invisible. but when the scan speed was again increased upto 800mm/sec then again this problem
was noticed. Another main reason is value of laser power .By increasing the laser power, tungsten powder
melted and resulted in a better spreading. However further increase in laser power electron this problem
was again observed. This was mainly due to the excessive power and the poor focusing ability of the laser
beam[4]. At high laser power , the spot size will increase with the increase of power .In fig1 (a,b,c,d,e,f)
microstructures were studied under different parameters. Different cracks were observed ranging from 20-
100um width. Cracks were usually nucleated from the grain boundaries. Transverse and longitudinal cracks
were observed perpendicular and along the major cracks. unmelted tungsten was appeared on the surface.
These unmelted particles are the results of different thermal properties and imperfect laser controlling.in
fig 1(a) pure tungsten sample was fabricated by additive manufacturing under the parameters of laser power
150watt,scanning speed 500mm/s and hatching space 0.04mm.it has been observed in the sample that
unmelted traces are visible on different microcracks.it is observed that surface morphology is different for
every sample.in comparison between 1(a) and 1(f) the parameters has been changed.in fig 1(a) there are
more number of cracks and unmelted particles as compare to fig1(e) The micro-cracks were appeared in
different size with many unmelted particles on the surface. But at high scanning speed the surface
morphology was changed. Few liquid splashes were appeared on all the images shared above in fig 1.In fig
1(e) more liquid splashes are visible as compare to other images beacuse of high scanning speed. In
addition, with low length and width, the microcracks decreased and the surface was smooth without any
balling phenomenon (Fig. 1(e&f)). It was clear that on the surface small unmelted particles were detected
and the phenomenon of balling was not distinct. However in fig 1(b) and 1(c) large pores and micro cracks
were visible across the grain boundries.in fig 1(d) less number of cracks were found because of greater laser
power, scanning speed and hatching distance[6].
4International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
When different parameters were used, the surface morphology showed a convincing variation. The powder
completely fused into liquid W during SLM process. It was studied that the applied laser power and energy
density was very low which resulted in very lower temperature of molten pool and consequently flow
potential of molten pool decreased and liquid splashes were seen in fig 1(a). Laser power and energy density
are in proportion. When both quantities increased the temperature will increase but the viscosity of molten
tungsten will decrease which will help the liquid to flow, as a result the liquid will spread across the surface
of sample and ultimately surface morphology will further improve and less liquid splashes will appear
during SEM. Very high laser power resulted in the form of massive recoil force which changed the molten
tungsten into droplets. These droplets produced debris and plashes on the surface of different samples fig
1(d).But on the other side the temperature of melted pool was further increased which helped in molten
flow, In this situation the surface formation was more flat and regular fig 1(e &f). The higher energy density
could carry more heat input, encouraging longer liquid residence time[7]. Therefore, it was possible to fully
fuse the split tungsten droplets caused by laser recoil power. It is commonly believed that micro cracks
formed during SLM-processed metal parts are the thermal cracks that are created by thermal shrinkage[7].
The laser power and scanning speed are in proportion which could increase the input energy that will
consequently produce thermal shrinkage. This thermal shrinkage might cause thermal stress. The thermal
tensile stress occur at the top and bottom of the sample for the typical metal components manufactured by
SLM. Due to this stress, the micro cracks appeared on the surface, as shown in Fig. 1[8].The high transition
temperature (DBTT) of W is another factor accounting for the micro spacing[9]. SLM processing with great
shrinkage stress is a fast cooling process. The stress of shrinkage is fragile and will release cracks to form.
When the brittle temperature range is encountered, crack sensitivity becomes higher and cracks are likely
to be produced. It has been observed that different parameters have unique structural properties. The size
of the micro cracks was decreased when the laser power was increased.om the other hand the scanning
speed was decreased. But large pores were developed across the grain boundaries.it is evident in fig 1(f).
Fig 1(a) laser power 150watt, Scanning speed Fig 1(b) SLM parameters laser power 150watt,
500mm/hatching space 0.04mm Scanning speed 300mm/s, hatching space 0.08mm
5International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
Fig 1(c) SLM parameters laser power 150watt, Fig 1(d) SLM parameters laser power 150watt,
Scanning speed 400mm/s, hatching space 0.08mm Scanning speed 500mm/s, hatching space 0.08mm
Fig 1(e) SLM parameters laser power 170watt, Fig 1(f) SLM parameters laser power 170watt,
Scanning speed 500mm/s, hatching space 0.08mm Scanning speed 500mm/s, hatching space 0.08mm
Figure 1
Hardness
1200
1000
Hardness (gf/mm2)
800
600
400
200
0
200 400 600 800 1000 1200
Scan speed (mm/sec)
Figure 2
3. Micro-hardness and Scanning Speed
Fig2 is a graph between micro hardness and scan speed for different samples. It shows the relationship of
scan speeds with micro-hardness on the flat surface of W. At a scan speed of 500 mm / s, the maximum
micro-hardness was achieved, benefiting from the major grain refinement effect due to the
laser powder bed fusion (LPBF) process large temperature rise and cooling rate matched with traditional
methods. With scanning speed was reduced from 500mm/s to 300mm/, this has decreased the power
density of the samples, the hardness values decreased substantially[10]. Nevertheless, the hardness
decreased from 600 gf /mm2 to 150 gf /mm2 respectively, with scan speeds rising from 200mm/s to
400mm/s, for the same reason described above. Generally speaking, the degree of the porosity and
6International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
relative density of the materials greatly influenced the hardness[11]. Since porosity and hardness are
inversely related, the highest density specimen had the lowest porosity and thus had the greatest hardness.
With a scan speed of 400mm/s, the hardness of the sample was higher than with a scan velocity of
300mm/s, although the latter had a higher relative density[11].
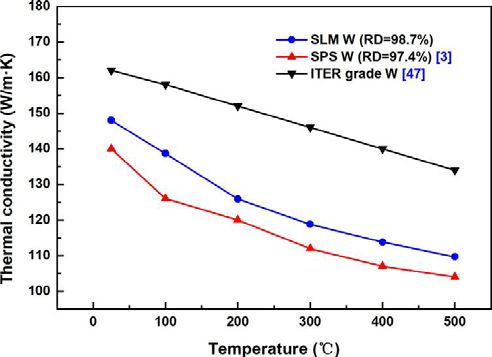
4. Thermal conductivity
The thermal conductivity of W samples was discussed in fig 3. Tungsten samples were designed under
different parameters with different experimental techniques. The most common techniques are SPS,SLM
& ITER .When the thermal conductivity of different samples were compared, it was notices that the
conductivity of SLM sample was around 150W/m.k compared with SPS AND ITER sample at same
temperature. The value of TC for ITER W at this temperature was 162W/m.k.[11]. In order to boost the
thermal property for the application of SLM W in a future fusion reactor, the effects of different SLM
parameters on TC will therefore be investigated[12]. This study broadened the possibilities of additive
manufacturing for more demanding materials, it also increases the versatility of using materials in wider
areas of research, while the value of thermal conductivity can be calculated by using the formula given
below. It is evident from the relation that the thermal conductivity are in inverse proportion with the
temperature. Pure metals have maximum value of heat conductivity at temperature range between 1.5k to
15k.Metal alloys do not show any significant change in their conductivity when the temperature is
increased.
K=QL/AΔT
Figure 3 SPS (spark plasma sintering), SLM(selective laser melting),ITER(International thermonuclear
experimental reactor),TC(thermal conductivity)
5. Conclusions
In this study, the densification, microstructure, surface morphology, mechanical
and thermal performance of W were investigated with the help of different parameters of AM (additive
manufacturing). The main reasoning of this work was précised as follows:
1.By optimizing SLM processing parameters (laser power ,scanning speed & hatch space) comparatively
more dense & compressive tungsten W samples were achieved. The surface morphology and the
formation of micro-defects of SLM samples were thoroughly studied.
7International Conference on Sustainable Future and Environmental Science IOP Publishing
IOP Conf. Series: Earth and Environmental Science 635 (2021) 012014 doi:10.1088/1755-1315/635/1/012014
2.The mechanical properties, however, did not change and even increased in micro-hardness compared to
traditional production methods. The micro-cracks had almost no significant effect on SLM-processed
parts output.
References
[1]. Guo, M., et al., Formation of scanning tracks during Selective Laser Melting (SLM) of pure
tungsten powder: Morphology, geometric features and forming mechanisms. International Journal
of Refractory Metals and Hard Materials, 2019. 79: p. 37-46.
[2]. Wang, D.-Z., et al., Cracking behavior in additively manufactured pure tungsten. Acta
Metallurgica Sinica (English Letters), 2019. 32(1): p. 127-135.
[3]. Yang, G., et al., Effect of processing parameters on the density, microstructure and strength of
pure tungsten fabricated by selective electron beam melting. International Journal of Refractory
Metals and Hard Materials, 2019. 84: p. 105040.
[4]. Hitson, B.A. and L.A. Johnson. WorldWideScience. org: Bringing light to grey. in Tenth
International Conference on Grey Literature: Designing the Grey Grid for Information Society.
2008.
[5]. Sufiiarov, V.S., E.V. Borisov, and I.A. Polozov. Selective laser melting of the Inconel 718 nickel
superalloy. in Applied Mechanics and Materials. 2015. Trans Tech Publ.
[6]. Guo, M., et al., Selective laser melting additive manufacturing of pure tungsten: role of volumetric
energy density on densification, microstructure and mechanical properties. International Journal
of Refractory Metals and Hard Materials, 2019. 84: p. 105025.
[7]. Miranda, G., et al., Predictive models for physical and mechanical properties of 316L stainless
steel produced by selective laser melting. Materials Science and Engineering: A, 2016. 657: p. 43-
56.
[8]. Zhu, Y., et al., Material characterization and lubricating behaviors of porous stainless steel
fabricated by selective laser melting. Journal of Materials Processing Technology, 2018. 262: p.
41-52.
[9]. Reis-Dennis, S., Review of Rethinking Health Care Ethics by Stephen Scher and Kasia Kozlowska:
Palgrave Macmillan, available open access: https://link. springer. com/content/pdf/10.1007/978-
981-13-0830-7. pdf. 2020, Springer.
[10]. Wen, S., et al., High-density tungsten fabricated by selective laser melting: Densification,
microstructure, mechanical and thermal performance. Optics & Laser Technology, 2019. 116: p.
128-138.
[11]. Li, Y.-H., et al., Transition from ductilizing to hardening in tungsten: The dependence on rhenium
distribution. Acta Materialia, 2019. 181: p. 110-123.
[12]. Yue, Z. and Z. Lu, Rafting prediction criterion for nickel-base single crystals under multiaxial
stresses and crystallographic orientation dependence of creep behavior, 2009. 12(2): p. 149-154.
8You can also read