Optimization of production variables of biodiesel using calcium oxide as a heterogeneous catalyst: an optimized process
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
Optimization of production variables of biodiesel using calcium oxide as a
heterogeneous catalyst: an optimized process
Hilary Rutto1 and Christopher Enweremadu2
1
Department of Chemical Engineering, Vanderbijlpark Campus, Vaal University Of Technology, Private Bag X021,
Vanderbijlpark, South Africa, 1900
2
Department of Mechanical and Industrial Engineering, University of South Africa, Florida Campus, Private Bag X6,
Florida 1710, South Africa
In this study biodiesel was produced from waste cooking oil (WCO) using calcium oxide (CaO) as a heterogeneous
catalyst. The effect of experimental variables such as temperature, reaction time, methanol to oil ratio, and amount of
catalyst were investigated. Using a central composite design (CCD) of experiments variables, a mathematical model was
developed to correlate the experimental variables to the percentage of biodiesel yield. The model shows optimum
conditions for biodiesel production were found as follows: amount of catalyst of 2.75 grams, temperature 73.23 °C,
methanol to oil ratio 30.08 wt % and reaction time of 3.86 h. A yield of 85.96 % biodiesel was obtained. The results
show that the important fuel properties of the biodiesel produced at optimum conditions met the biodiesel ASTM standard.
Keywords: Biodiesel, WCO, calcium oxide, central composite design, transesterification, model
1. Introduction
The energy and transport sector are the major sources of greenhouse emission. Growing economies such as India and
South Africa will raise the global consumption of energy leading to more environmental havoc which will affect the
quality of the environment and human life [1-2]. Moreover the world crude oils are depleting this has caused the cost of
extraction and production to increase resulting to prices of crude oil going up. This scenario is particular evident in the
transport sector and therefore there is a need to find clean and renewable energy sources which is the most challenging
problem facing mankind presently [3]. Examples of renewable energy that can be used include geothermal, biofuels,
solar energy, wind, hydrothermal, biomass, biofuel and among others [4]. Nowadays the promising biofuel is biodiesel
which can be produced from edible vegetable oils like canola, soybean and corn found to be good as a diesel substitute
[5] and non-edible oils such as animal fats, Jatrophacurcas, and waste oils such as soybean soapstock and yellow grease
have been used in the production of biodiesel [6-9].
There are basically two types of catalyst that are used in the production of biodiesel namely Homogenous and
heterogeneous. The term of Homogeneous means the catalysts are in the same phase with its reactants, whereas
heterogeneous means that the catalysts are in a different phase from its reactant. Further homogenous catalyst can be
categorised into homogenous bases and acids. In biodiesel production Potassium hydroxide, sodium hydroxide, sodium
methoxide are the commonly used basic catalysts production [10]. An example of commonly used homogenous acid
catalyst is sulphuric acids, sulphuric acids is commonly used esterify excess free fatty acids when the free fatty acid
content is high.
The disadvantages of using homogenous catalysts are that they cannot be recovered; intolerance of high free fatty
acid (FFA) and also they require washing of biodiesel with pure water to remove the catalyst present. This results in
wastewater generation, water contamination and loss of biodiesel as a result of water washing and this increases cost on
municipal water treatment plants. Heterogeneous catalysts can be classified into two main classes’ namely
heterogeneous solid acid and heterogeneous base catalysts. Heterogeneous acid catalysts for example, heteropolyacid
impregnated on different supports (silica, zirconia, alumina, and activated carbon), SO4-ZrO2 and WO3-ZrO2 as solid
acid catalyst were indicated as catalysts for the transesterification of canola oil with methanol to produce biodiesel [11-
13]. Unfortunately, these catalysts had drawbacks including longer reaction time and higher temperatures which make
them unfavourable. Heterogeneous solid base catalyst such as calcium oxide has some advantages over homogeneous
catalyst because the catalyst can be reused (cost effective), has a tolerance of moisture and FFA (which allows the use
of lower-quality used/waste oils), is inexpensive (obtainable from waste shells), has low methanol solubility, is non-
corrosive and is environmental friendly.
The main objective of this work is to study the feasibility of using calcium oxide to produce biodiesel from waste
vegetable oil via a one-step alkali transesterification process. A central composite design (CCD) was adopted to survey
the effects of four transesterification process variable (amount of methanol in oil, amount of catalyst, reaction period,
and reaction temperature) on the yield of biodiesel. A mathematical model was established and used to correlate the
transesterification process to the yield of FAME. Some of the crucial fuel properties of biodiesel produced at optimum
conditions was compared with fuel properties of biodiesel at ASTM standard.
320 ©FORMATEX 2013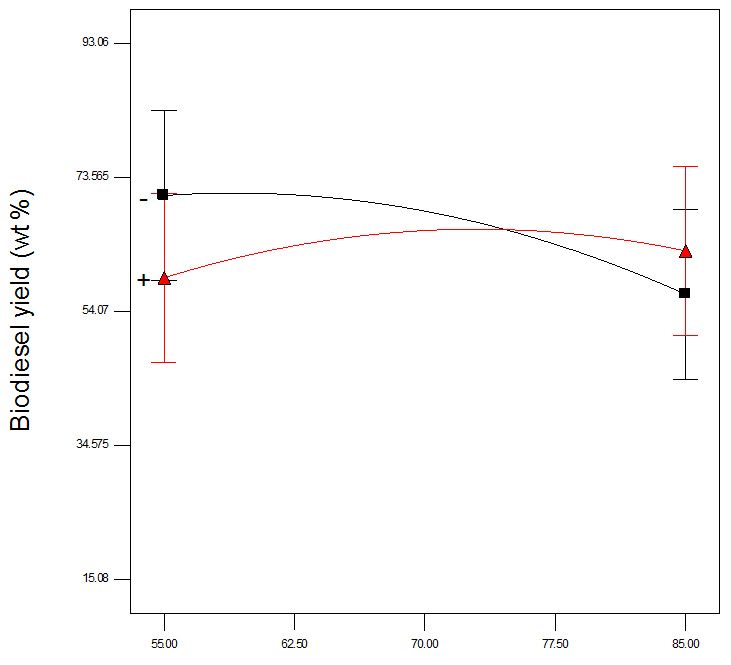
Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
2. Material and method
2.1 Material
The waste cooking oil was obtained from the university cafeteria. Potassium hydroxide, Isopropanol, CaO, methanol
and Phenolphthalein indicator were supplied by Rochelle chemical, a local chemical supplier.
2.2 Method
2.2.1 Experimental Design.
An experimental design is essential as it serves as a theoretical way of determining the number of runs required to
conduct a particular investigation. A factorial experimental design will be chosen for the investigation of the various
objectives under consideration. Factorial method (24 = 16) was used for analysis. The biodiesel synthesis was developed
and optimized using response surface methodology (RSM) [14]. Table 1 below shows the transesterification process
variables employed for this study
Table 1: Levels of transesterification process variables employed for this study
Variable Coding Units levels
-2 -1 0 1 2
Temperature x1 °C 40 55 70 85 50
Amount of catalyst x2 grams 2 2.75 3.5 4.25 5
Methanol to oil ratio x3 wt % 10 20 30 40 50
Reaction time x4 hr 2 2.75 3.5 4.25 5
The experimental sequence was randomized in order to minimize the effects of the uncontrolled factors. Each
response of the yield of biodiesel was used to develop a mathematical model that correlates the yield of biodiesel to the
experimental variables through first order, second order, third order, and interaction terms, according to the following
third order polynomial equation (Y = yield of biodiesel , 0 = offset term, j = linear effect, ij = first order interaction
effect, jj = squared effect, and kjj = second order interaction).
= 0+∑ jXj + ∑ , ijXiXj + ∑ jj + ∑ ,, kjj + ∑ (1)
2.2.2 Model fitting and statistical analysis
The experiments were conducted according to the experimental design matrix shown in Table 2. The regression analysis
was done using design expert (6.0.6) software so as to fit the experimental data to the third order polynomial regression
model.
©FORMATEX 2013 321Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
Table 2: Experimental design matrix and yield of biodiesel
Process variables
Exp no: Temperature Amount of Methanol to oil Reaction Time Biodiesel yield
(°C) catalyst ratio (hr) (wt %)
(g) (wt %)
B1 55 2.75 20 2.75 45.81
B2 85 2.75 20 2.75 26.31
B3 55 4.25 20 2.75 83.19
B4 85 4.25 20 2.75 39.44
B5 55 2.75 40 2.75 41.91
B6 85 2.75 40 2.75 71.92
B7 55 4.25 40 2.75 46.92
B8 85 4.25 40 2.75 49.75
B9 55 2.75 20 4.25 74.31
B10 85 2.75 20 4.25 93.06
B11 55 4.25 20 4.25 71.69
B12 85 4.25 20 4.25 15.69
B13 55 2.75 40 4.25 79
B14 85 2.75 40 4.25 41.08
B15 55 4.25 40 4.25 37.25
B16 85 4.25 40 4.25 15.08
B17 40 3.5 30 3.5 39.85
B18 100 3.5 30 3.5 72.28
B19 70 2 30 3.5 82.14
B20 70 5 30 3.5 60.57
B21 70 3.5 10 3.5 32.94
B22 70 3.5 50 3.5 49.3
B23 70 3.5 30 2 50.28
B24 70 3.5 30 5 26.64
B25 70 3.5 30 3.5 79
B26 70 3.5 30 3.5 74.78
B27 70 3.5 30 3.5 77.36
B28 70 3.5 30 3.5 76.36
B29 70 3.5 30 3.5 73.78
B30 70 3.5 30 3.5 84.42
2.2.3 Evaluation of free fatty acid.
The waste cooking oil obtain from Vaal University of Technology was heated for 4 hrs at hundred degrees Celsius
100 °C to remove excess water. Standard solution of potassium hydroxide 1 gram per 1000 ml of distilled water was
prepared and used for titration. Three samples were taken to evaluate the free fatty acid, 1 ml of waste cooking oil and
10 ml Isopropanol. 4 to 5 drops of Phenolphthalein was added to each mixture. Pipette was filled to a given volume
with the standard solution. When the samples turned pink the titration was stopped and the value of the volume of lye
was recorded.
2.2.4 Production of biodiesel
The conical flask (reactor) was loaded with required amount of waste cooking oil heated up to desired reaction
conditions stipulated in Table 2. At the end of each transesterification process the product was transferred to the
separating funnel (decanter) and allowed to settle over night to enhance the separation. The samples showed three
distinct phases namely the glycerol, catalyst and biodiesel phase. The bottom catalyst and glycerol layer was discarded.
The biodiesel phase layer was then washed with deionised water at 50°C repeatedly until the washed water became
clear. The excess methanol and water in ester phase were then removed by heating the mixture at 100 °C for
322 ©FORMATEX 2013Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
10-15 minutes. The biodiesel yield was calculated based on the amount of biodiesel produced and amount of oil that
was initially used.
2.2.5 Characterization of fuel properties of Biodiesel
The biodiesel produced at optimal conditions was measured using the ASTM biodiesel standard. The following
parameters were determined: Viscosity, density and flash point was determined using the ASTM D445, ASTM 1298
and ASTM D93 respectively.
3. Results and discussion
3.1 Development of the regression model equation
By using multiple regression analysis, the response obtained in Table 2 was linked using the polynomial equation,
evaluated using the Design expert software to give the above full regression model equation. The final model in terms
of actual value after excluding the insignificant terms (identified using Fisher’s Test) is
Y = − 841 .88 + 5.42 x1 + 132 .1x2 + 7.4 x3 + 235 .5 x4 − 0.022 x12
− 1.945 x22 − 0.087 x32 −16 .56 x42 + 0.031 x1 x2 + 0.21x2 x4 − 0.46 x3 x4
The negative sign in front of the terms specifies an antagonistic effect, while the positive sign indicates synergistic
effect. The coefficient correlation (R2) can be used to evaluate the quality of the model. The R2 for Eq. 1) is 0.6878.
This suggests that 68.78 % of the total deviation in the biodiesel yield responses is clarified by the model.
3.2 Effect of process variables
(a) (b)
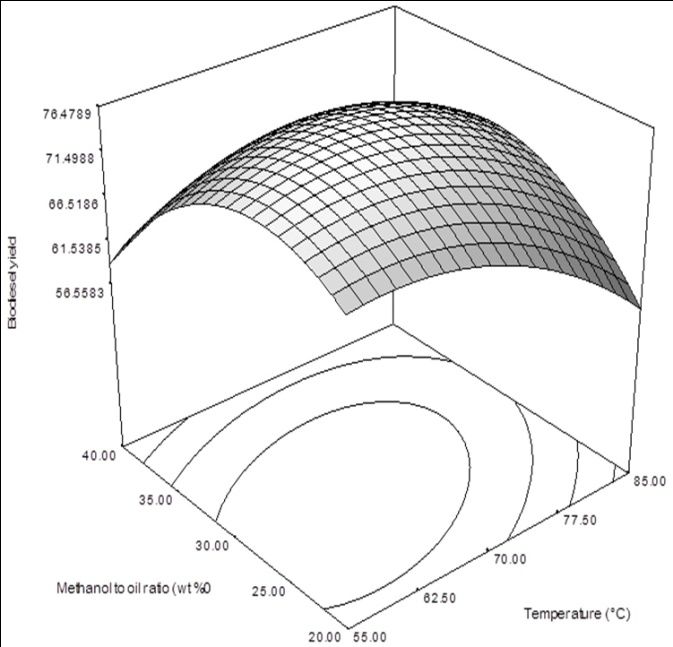
Figure 1: The effect of methanol to oil ratio and temperature on the biodiesel yield (a) response surface plot (b) two dimensional plot
where the methanol to oil ratio is held at + 40 and -20 wt %.
Fig.1 shows the effect of varying the amount of methanol to oil ratio and the reaction temperature on the yield of
biodiesel, the reaction time and the amount of catalyst are held constant at 3.5 hr and 3.5 grams respectively. As seen at
low level of methanol to oil ratio the biodiesel yield is higher, but as the temperature increases the biodiesel yield
decreases. Studies have shown that at high temperature diminishes the molecular interaction time between methanol, oil
and catalyst and thus reduces the biodiesel yield [15]. Moreover thermal degradation of biodiesel at high temperature
also reduces the yield of biodiesel. When high level of methanol to oil ratio is used the biodiesel yield is low, but as the
temperature increases the yield increases slightly but decreases at a high temperature. As the amount of methanol to oil
©FORMATEX 2013 323Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
ratio is increased there is a reverse transersterification reaction forming more oil and thus reducing the biodiesel yield
[16]. As shown in figure there is an interaction between the amount of methanol to oil ratio and reaction temperature.
Fig. 2 shows the influence of reaction time and amount of catalyst on the yield of biodiesel, the amount of methanol
to oil ratio and reaction temperature are held constants at 30 wt % and 70°C respectively. When the reaction period is
prolonged, the biodiesel yield increases, but as the amount of catalyst is increases the biodiesel yield decreases. High
amounts of catalyst increases the formation of soap than the esterification of triglyceride into biodiesel [17]. At low
reaction time the biodiesel yield is low. At low reaction time there could be incomplete reaction; this causes the
molecular interaction between the triglyceride and methanol to reduce [18].
Figure 3 shows the effects of amount of catalyst and reaction temperature on the yield of biodiesel, the amount of
methanol to oil ratio and reaction time are held constant at 30 wt % and 3.5 hr respectively. As it can be seen in figure
3, when large amount of catalyst is used the biodiesel yield decreases and vice versa. As explained more usage of
catalyst causes the formation of more soap and thus reducing the biodiesel yield. As the temperature increases the
biodiesel yield decreases when large amount of catalyst is used. Morever when low amount of catalyst is used as
temperature increases the biodiesel yield increases, this shows that the amount of catalyst as a very huge impact on the
biodiesel yield.
93.06
+
84.1869
73.565
Biodiesel yield ( wt %)
74.7812
65.3755
-
Biodiesel y ield ( wt % )
55.9699
54.07
46.5642
34.575
4.25
4.25
3.88
15.08
3.88
3.50
3.50
2.75 3.13 3.50 3.88 4.25
Reaction time (hr) 3.13
3.13
Amount of catalyst (g)
2.75 2.75
Amount of cataly st (g)
(a) (b)
Figure 2: The effect of reaction time and amount of catalyst on the biodiesel yield (a) response surface plot (b) two dimensional plot
where the reaction time is held at + 4.25 and -2.75 hr.
82.3168
82.3106
75.1875 75.1922
Biodiesel yield (wt %)
68.0645 +-
Biodies el y ield (w t % )
60.9414
68.0675
53.8183
60.9429
4.25
85.00
3.88
53.8183
77.50
3.50
70.00
55.00 62.50 70.00 77.50 85.00
Amount of catalyst (g) 3.13
62.50
Temperature (°C)
2.75 55.00 Temperature (°C)
(a) (b)
Figure 3: The effect of amount of catalyst and temperature on the biodiesel yield (a) response surface plots (b) two dimensional plot
where amount of catalyst is held at + 4.25 and 2.75 grams.
324 ©FORMATEX 2013Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
93.06
B
73.565
A
CD D BA
Biodiesel yield (wt %)
C
54.07
34.575
15.08
-1.000 -0.500 0.000 0.500 1.000
D ev iation f rom R ef erence Point
Figure 4: Individual influence of reaction variables biodiesel yield. A-Temperature, B-Amount of catalyst, C-Methanol to oil ratio,
D-Reaction time.
The effect of all reaction variables at a point in the design space can be discussed from the perturbation plot as shown
in fig. 4. Influence of one factor was evaluated and plotted alongside the yield while the other parameters were kept
constant. The amount of catalyst displayed a greater influence on the biodiesel yield than the other three parameters. It
was followed by the reaction temperature, methanol to oil ratio and lastly by the reaction period. It can generally be
observed that the biodiesel yield decreases as all transesterification variables are increased which shows an excellent
agreement with literature.
3.3 Fuel properties of Waste vegetable oil methyl ester compared to other oil methyl ester
Important fuel properties of biodiesel from WCO were determined and compared to properties of Jatropha [19] and
palm oil [20] is shown in Table 3. The fuel properties of biodiesel produced from waste vegetable oil are within the
ASTM standards of biodiesel. The density of marula methyl ester is 866 kg/m3 lower than jatropha (880 kg/m3) and
palm methyl ester (864.4 kg/m3) ultimately all are within the specified limit of (860-900 kg/m3). The kinematic
viscosity of waste cooking oil methyl ester (4.32 mm2 s-1) at 40 °C is slightly lower than jatropha (4.4 mm2 s-1) and palm
oil (4.5 mm2 s-1) but all meet the viscosity ASTM standard of biodiesel. The flash point of biodiesel from waste cooking
oil is within the ASTM standard.
Table 3: Fuel properties of waste vegetable biodiesel compared to other biodiesel and ASTM standard
Parameter WVO Jatropha Palm ASTM D6751-02
Density at 25 ºC (kg m־³) 886 880 864.4 860-900
Kinematic viscosity 40 ºC (mm² s־¹) 4.32 4.4 4.5 1.9-6.00
Flash point (°C) 181 163 176 >130
4. Conclusion
This study has demonstrated the feasibility of using calcium oxide as catalyst to produce biodiesel from waste cooking
oil via a one alkali catalyst technique. The response surface technique was used to determine the optimal condition that
can be used to produce biodiesel from waste cooking oil. The optimum conditions for producing biodiesel were:
reaction temperature of 73.23 °C, amount of catalyst at 2.75 g, reaction time at 3.86 hr, and amount of methanol in the
oil at 30,08 wt %. The optimum yield of biodiesel was 85.96%. It was found out that that important fuel properties
biodiesel produced at optimum condition met the biodiesel ASTM standard.
©FORMATEX 2013 325Materials and processes for energy: communicating current research and technological developments (A. Méndez-Vilas, Ed.)
____________________________________________________________________________________________________
Acknowledgement The support by V Mtakati and G Makhuluza is gratefully acknowledged in this work, together with the funds
from the university lab fee.
Reference
[1] European Environmental Agency (EEA). Greenhouse gas emission trends and projections in europe progress by the EU and its
Member States towards achieving their Kyoto Protocol targets. Report N85. Copenhagen, Denmark; 2004.
[2] European Environmental Agency (EEA). Greenhouse gas emission trends and projections in europe 2007: tracking progress
towards Kyoto targets. European programme. UK: International Energy Agenc 2002.
[3] Furuta, S., Matsuhashi, H., and Arata, K. Biodiesel fuel production with solid superacid catalysis in fixed bed reactor under
atmospheric pressure. Catalysis Communications. 2004; 5:721-723
[4] Dewulf J, Van Langenhove H. Renewables-based technology: sustainability assessment. John wiley & Sons, Ltd; 2006.
[5] Freedman, B., Pryde, E.H., Kwolek, W.F.Thin-Layer Chromatography/Flame-Ionization Analysis of Transesterification
Vegetable Oils. Journal of the American Oil Chemists’ Society .1984; 61:1215-1220.
[6] Leung D. and Guo Y.Transesterification of neat and used frying oil: optimization for biodiesel production. Fuel Processing
Technology. 2006; 87:883–890.
[7] Wang Z.M., Lee J.S., Park J.Y., Wu C.Z. and Yuan Z.H. Novel biodiesel production technology from soybean soapstock. Korean
Journal of Chemical Engineering. 2007 24, 1027–1030.
[8] Alcantara A., Amores J., Canoira, L., Fidalgo E., Franco M.J. and Navarro A. Catalytic production of biodiesel from soybean oil
used frying oil and tallow. Biomass and Bioenergy. 2000;18:515–527.
[9] Mittelbach M., and Remschmidt C., 2004.Biodiesel-The comprehensive handbook, First ed.,Boersedruck,Ges.m.b.H, Austria.
[10] Canan, K., Candan, H., Akin, B., Osman, A., Sait, E., & Abdurrahman, S. Methyl ester of peanut (Arachis hypogea L.) seed oil
as a potential feedstock for biodiesel production. Renewable Energy 2009;34:1257–1260.
[11] Canakci, M., & Gerpen, J.V., Biodiesel production via acid catalysis, Trans. ASAE. 1999;42 5:1203–1210.
[12] Kulkarni, M.G., Gopinath, R., Meher, L.C., & Dalai, A.K., Solid acid catalyzed biodiesel production by simultaneous
esterification and transesterification. Green Chemistry. 2006; 8:1056–1062.
[13] Laosiripojana, N., Kiatkittipong, W., Sutthisripok, W., & Assabumrungrat, S .Synthesis of methyl esters from relevant palm
products in near-critical methanol with modified-zirconia catalysts.Bioresource Technology. 2010; 101:8416–8423.
[14] Montgomery, Design and analysis of experiments, John Wiley and Sons Ltd, New York (2001).
[15] Wan Nor, N.W.O., and Nor Aishah, S.A.Optimization of heterogeneous biodiesel production from waste cooking palm oil via
response surface methodology. Biomass and Bio energy 2011;35:1329-1338.
[16] Freedman, B., Butterfield, R., Pryde, E.HTransesterification kinetics of soybean oil. Journal American Oil chemical Society.
1986; 63: 1375–80.
[17] Leung, D and Guo, Y., Transesterification of neat and used frying oil: optimization for biodiesel production. Fuel Processing
Technology. 2006; 87:883–890.
[18] L u, P., Yuan, Z., Li, L., Wang, Z., and Luo, W.Biodiesel from different oil using fixed-bed and plug-flow reactors. Renewable
Energy. 2010;35;283-287.
[19] Gopinath, A., Puhan, S, Nagarajan G, Renewable Energy. 2009; 34:1806-1810
[20] Sarin, A. Arora, R., N. Singh, P. Sarin, R Malhotra, R. K., Kundu. Energy. 2009;34:2016 -2021
326 ©FORMATEX 2013You can also read