Mechanism of Improved Ductility of 1 500 MPa-class Ultra-high Strength Cold-rolled Steel Sheet Produced by Rolling and Partitioning Method
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
ISIJ International, Advance
ISIJ Publication
International,
by Advance
J-STAGE,Publication
DOI: 10.2355/isijinternational.ISIJINT-2020-027
by J-STAGE
ISIJ International, J-Stage Advanced
ISIJ International,
Publication,
ISIJ International,
DOI:
Advance
http://dx.doi.org/10.2355/isijinternational.ISIJINT-2015-@@@
Vol.Publication
60 (2020),ISIJ
No.
by International,
J-Stage
9 Vol. 60 (2020), No. 9, pp. 1–10
Mechanism of Improved Ductility of 1 500 MPa-class Ultra-high
Strength Cold-rolled Steel Sheet Produced by Rolling and
Partitioning Method
Yoshihiro HOSOYA,1)* Yuta MATSUMURA,1) Yo TOMOTA,2) Yusuke ONUKI3) and Stefanus HARJO4)
1) R&D, HQ., Tokushu Kinzoku Excel Co., Ltd., 6F, Mejiro Hakubutsukan Bldg., 4-25, Mejiro 1-chome, Toshima-ku, Tokyo, 171-
0031 Japan.
2) Research Center of Structure Materials, National Institute for Materials Science, 1-2-1, Sengen Tsukuba, Ibaraki, 305-0047
Japan.
3) Frontier Research Center for Applied Atomic Sciences, Ibaraki University, 162-1 Shirakata, Tokai-mura, Naka-gun, Ibaraki,
319-1106 Japan.
4) J-PARC Center, Japan Atomic Energy Agency, 2-4 Shirakata, Tokai-mura, Naka-gun, Ibaraki, 319-1195 Japan.
(Received on January 24, 2020; accepted on February 25, 2020; originally published in Tetsu-to-Hagané,
Vol. 106, 2020, No. 3, pp. 154–164; J-STAGE Advance published date: April 18, 2020)
By using a steel with standardized chemical composition and conventional manufacturing processes for
flat-rolled steel strip, a 1 500 MPa class stainless steel sheet, whose product of yield strength (YS) and
total elongation (El) exceeds 30 000 MPa%, was developed and its mass production was established.
Besides the excellent YS–El balance, the developed steel sheet has excellent performance for not only an
anti-secondary work embrittlement but also high cycle fatigue endurance.
Core technology of the developed method is composed of a combination of high precision cold-rolling
and isothermal partitioning treatment in a batch furnace, named as a rolling and partitioning (R&P) method.
By the R&P method, the microstructure of steel is controlled to the mixture of a strain-induced martensite
as the matrix phase, and an optimum amount of retained austenite as the second phase which is dis-
persed in isolation and surrounded by the transformed martensite.
In this paper, the microstructure formation during the R&P process and the deformation mechanism that
would bring about the excellent strength–ductility balance are discussed based on the results obtained
from the in situ neutron diffraction measurement. The results have revealed that the typical Lüders-like
stress–strain curve of R&P steel is caused by competitive plastic flow between austenite and martensite,
and an effective transformation induced plasticity phenomenon.
KEY WORDS: advanced high strength steel; stainless steel; TRIP; Rolling and Partitioning method; Lüders
strain; neutron diffraction; nanoindentation.
increase the amount of retained austenite (γ) by intercritical
1. Introduction
annealing followed by stop-quenching at the austempering
The continuous annealing process, first put into practical temperature. At the end of the 1990s, a high-manganese
operation in the 1970s, made it possible to manufacture (Mn) twinning-induced plasticity (TWIP) steel with TS >
dual-phase (DP) steel sheets1) in which the martensite (α’) 1 100 MPa and TS × El > 90 000 MPa% attracted atten-
phase was dispersed in the ferrite (α) matrix. Triggered by tion.8) To distinguish it from the conventional HSSs, it
this innovation, the research and development on DP steel was categorized as the second-generation advanced high-
sheet as a new high-strength steel (HSS) with an excellent strength steel (AHSS). By changing the balance between
balance between tensile strength (TS) and total elongation the Mn and C contents, the TWIP steel could achieve a very
(El)2,3) was carried out worldwide. Regarding the essential wide range of large TS × EL values of 40 000 to 120 000
mechanism behind the excellent mechanical properties of MPa%, but the yield strength (YS) was at most 400 MPa.9)
DP steel, research articles providing useful guidelines for Thus, although having excellent formability, TWIP steel has
the recent development of HSSs were published.4–6) Sub- a problem in terms of not only alloying cost but also poor
sequently, transformation-induced plasticity (TRIP) steel rigidity in its use as a structural part. For these reasons, the
with TS > 1 000 MPa and TS × El > 30 000 MPa%7) was TS vs El balance between TRIP steel and TWIP steel has
developed through a continuous annealing process that recently become a common target for the development of
third-generation AHSS.10)
* Corresponding author: E-mail: peo-hosoya@ct.em-net.ne.jp For the HSSs with TS ranging from 400 to 800 MPa,
DOI: https://doi.org/10.2355/isijinternational.ISIJINT-2020-027 various types of formability, that is, deep drawability,
1 © 2020 ISIJ
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
stretch formability, bendability, and stretch flangeability,11) increases.22) In sheet forming, steel sheets exhibiting dis-
must be evaluated comprehensively in addition to the TS continuous yielding have been considered unsuitable for
vs El, TS vs YS, and TS vs r (Lankford value indicating press forming in terms of shape and surface quality on the
plastic anisotropy) balances, and so forth. In contrast, ultra basis of common sense. However, a steel that plastically
high-strength steel (UHSS) with TS exceeding 1 000 MPa deforms while maintaining a constant flow stress, i.e., an
is strengthened by a martensitic structure in general, and ideal elasto-plastic material with little work-hardening, can
subjected to secondary working mainly involves simple sustain sufficient proof stress without plastic instability. In
bending or incremental bending in the plane strain mode. other words, how to sustain the Lüders-like deformation
Therefore, it is difficult to judge the practical performance of stably is important, and if a multimodal microstructure can
UHSS only on the basis of the TS vs El balance obtained by be realized by the existing process, it will open the way to
uniaxial tensile testing. In particular, in bending, in addition the development of a new UHSS.
to the difficulty of local bendability, the degree of embrittle- Therefore, we devised the rolling and partitioning (R&P)
ment at the bending edge markedly affects the reliability method23–25) as a method of solving the above-mentioned
of the final part.12) In DP steel, the greater the amount of problems in not only the conventional alloy design of UHSS
the residual γ phase, the more serious the embrittlement at but also the manufacturing process of thin gauge strips.
the sheared edge, which causes the deterioration of stretch A schematic diagram of the R&P method is shown in Fig.
flangeability.13) Furthermore, because a steel sheet with 1,24) and the YS vs El balance of a mass-produced ultrahigh
both high n-value and excellent stretch formability has a strength and high-ductility cold-rolled steel sheet is shown
low yield ratio (YS/TS) in general, its low rigidity makes in Fig. 2.24) Figure 2 shows the relationship between 0.2%
it problematic as a structural material. In other words, the proof stress and total elongation in view of achieving both
development of UHSS with TS exceeding 1 000 MPa is high rigidity, which should be emphasized for a structural
expected to maintain the rigidity of parts regardless of the material, and reliability of the final part. The R&P method
history of secondary working.
Next, we consider the quenching and partitioning (Q&P)
method14–16) proposed by Speer et al. In this method, after
heating the steel at a temperature corresponding to the
γ phase region, subsequent quenching is interrupted at a
temperature between the Ms and Mf points to partially
transform γ to α’. This is followed by rapid reheating up
to a partitioning treatment temperature of about 400°C and
isothermal holding for a short time. This is a method of par-
titioning supersaturated carbon in solution from transformed
α’ to untransformed γ. The concentration behavior of C
during the Q&P method has been clarified by an atomic-
scale analysis using atom probe tomography (APT).17,18)
However, there remains an engineering problem of how to
concentrate the solute C into the untransformed γ with brief
Fig. 1. Schematic diagram showing the processing condition and
soaking after interrupting the α’ transformation at a cool-
microstructure change in the R&P method.24) (Online ver-
ing rate higher than 50°C/s, which is the core technology sion in color.)
of the Q&P method. Therefore, it is extremely difficult to
manufacture a thin gauge strip with a uniform thermal his-
tory over its entire length and width.
As another effective method for increasing the strength
of steel, a method of grain refining has been proposed.19–21)
However, it is difficult to achieve high strength with suf-
ficient ductility for ferritic steel only by grain refinement
owing to the acceleration of plastic instability. Therefore,
Tsuji et al. proposed the control of a fine DP structure by
accumulative roll bonding (ARB) to sustain the transition
to plastic instability to some extent.20) As an approach to
realizing both higher strength and higher ductility, a means
of achieving a nano-sized and equiaxed fine grain structure
consisting of a γ + α’ DP by the high-pressure torsion (HPT)
method has been reported.22) Although it is difficult to apply
this method to the existing strip manufacturing process, it
suggests a way of achieving high ductility in a 1 500 MPa-
class UHSS, that is, the effectiveness of a fine multimodal
structure. Interestingly, in contrast to the ARB method,
which aims to improve the n-value of the S–S curve, the Fig. 2. Comparison of the YS-El balance of mass-produced con-
HPT method inevitably leads to Lüders-like deformation, ventional steels and newly developed steels by the R&P
such as complete elasto-plastic deformation as the strength method.24) (Online version in color.)
© 2020 ISIJ 2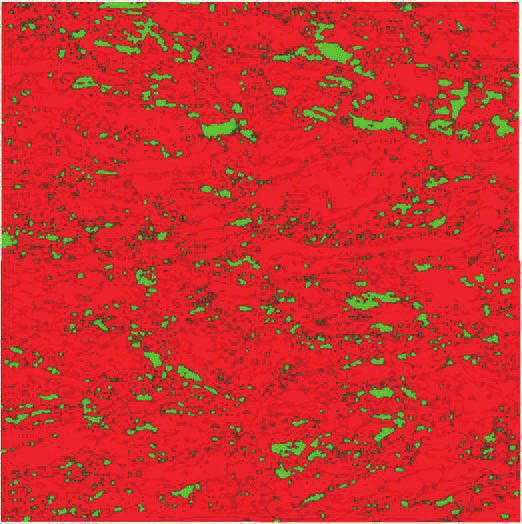
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
makes it possible to manufacture UHSS having both high Mo, the finish temperature of the reverse transformation
YS and high El with their extremely small dispersion, allow- from the strain-induced α’ phase to the γ phase was lower
ing it to be realized by combining morphology control of than 700°C.26) Thus, the α’ phase and its morphological
the strain-induced α’ phase by cold-rolling and sufficient changes observed in this study are considered to be brought
partitioning treatment using a batch furnace. by the strain-induced transformation of the γ phase by cold-
In this paper, we describe the structure control in the R&P rolling.
method and the mechanical properties of the developed Subsequently, samples were soaked for 30 to 360 min at a
steel sheet, and subsequently discuss the mechanism of the temperature ranging from 300 to 500°C as the treatments for
improved ductility of 1 500 MPa-class UHSS on the basis both partitioning of the interstitial solid solution elements
of the results of in situ neutron diffraction measurements (C, N) from the α’ phase to the γ phase and the precipita-
on the changes in both the phase fraction and intergranular tion of Mo and Cr carbides in the α’ phase. To quantify the
lattice strain during tensile deformation. amounts of Mo and Cr in the fine carbides after each soak-
ing treatment, the residue collected by electrolytic extraction
in a 10% acetylacetone electrolytic solution (10% AA) was
2. Basic Concept of the Development
filtered with a 0.2-μm-mesh filter similarly to the method
The following conceptual design was made when starting applied to classify the size of fine carbides in low-carbon
the development. steel.27) After all the extracted residues were decomposed
(1) The steel should be a commercial stainless steel that with a mixed acid, the chemical contents (mass%) of Mo
can be mass-produced industrially and can be manufactured and Cr in the residues (carbide-based) were analyzed with
by the existing strip manufacturing process. an inductively coupled plasma (ICP) analyzer.28)
(2) The microstructure should be controlled to a com- Regarding the microstructure analysis, a phase map was
posite structure comprising α’, as a suitable matrix phase obtained from the EBSD image taken at the center of a cross
for increasing the strength, and a metastable γ phase as a section parallel to the rolling direction (RD) of the sample,
phase responsible for ductility, which is dispersed with an which was analyzed using an OIM device (made by TSL
appropriate volume fraction. Solutions Co., Ltd.) attached to an FE-SEM (JSM-7001F,
(3) On the basis of the guidelines of Tomota et al.,6) JEOL Co., Ltd.). Furthermore, to more quantitatively com-
the microstructure in DP steel should be a fine composite pare the phase composition and the microstructural change
structure that is controlled in such a way that the α’ phase in the bulk condition, using the beam-line 20, iMATERIA,29)
surrounds the γ phase. at Japan Proton Accelerator Research Complex (J-PARC),
(4) Additional precipitation hardening by Mo and/or Cr Materials and Life Science Experiment Facility (MLF), both
carbides is expected to both suppress softening due to the the crystalline texture and the lattice parameters were mea-
tempering of the α’ phase and maintain the yield strength sured using stacked samples comprising 46 sheets, each of
of the α’ phase. 8 mm width, 65 mm length, and 0.13 mm thickness.
(5) To achieve both high yield strength and high ductility, The mechanical properties were evaluated from the S–S
the target shape of the S–S curve should be close to that in curves obtained by uniaxial tensile testing with a strain rate
the case of complete elasto-plastic deformation as realized of 1.7 × 10 − 4 s − 1 using an ASTM E8 sub-size test piece
by the HPT method. (gauge width: 6 mm, gauge length: 25 mm). Furthermore,
for the steel sheets subjected to the partitioning treatment
at 400°C for 360 min, which were the conditions of R&P
3. Experimental Procedure
treatment giving the best tensile properties, the center of
According to the above-mentioned conceptual design, the parallel part of the tensile specimen was bent by 90°
a metastable austenitic steel equivalent to JIS-SUS633 with a bending tip radius (R) of 0.2 mm. After observ-
(ASTM A693) was selected as a candidate material. Its ing the appearance of the surface on the outer peripheral
chemical composition is shown in Table 1. After melting portion, the sample was bent back again to a flat shape
in an industrial electric furnace, the cast ingot was subjected and subjected to tensile testing. Subsequently, the quality
to hot-rolling to manufacture a hot band with a thickness of of secondary work embrittlement was evaluated from the
4.0 mm. The hot band was subjected to a combination of fractured position. Furthermore, regarding the fatigue prop-
cold-rolling by a reversing mill and solution treatment at a erties at room temperature, the S–N curve was assessed in
temperature higher than 1 000°C in a bright annealing line the tension-tension fatigue mode for up to 107 cycles under
several times, so that a cold-rolled steel sheet of 0.13 mm the following testing conditions: a test piece (gauge width:
thickness was obtained. The microstructure of the resulting 10 mm, gauge length: 15 mm) was modified in accordance
sheet was composed of a strain-induced α’ phase with an with JIS Z 2273, the frequency applied was 50 Hz, and the
optimum volume fraction enclosing the untransformed γ stress ratio was 0.1.
phase. In the metastable austenitic stainless steel containing In this study, to clarify the mechanism by which both
high strength and high ductility are achieved by the R&P
method, we carried out the in situ neutron diffraction mea-
Table 1. Chemical composition of steel used in this study. surement of both the phase fraction and the intergranular
(mass%) lattice strain during tensile deformation by using the beam-
C Si Mn Ni Cr Mo N line 19, TAKUMI, at J-PARC, MLF. Neutron diffraction
spectra were collected while conducting a tensile test using
0.08 0.38 0.67 4.70 16.8 2.7 0.10
a smooth test piece at room temperature and changing the
3 © 2020 ISIJ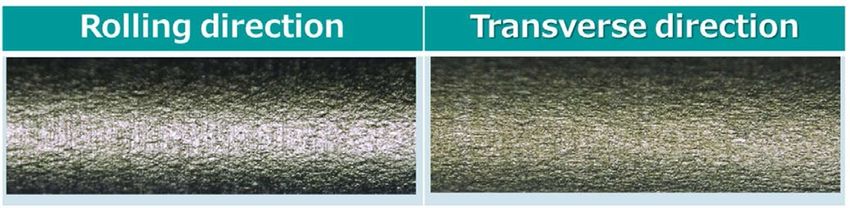
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
crosshead speed by 0.01 mm/min during elastic deformation phase in a DP steel with a strong texture have large errors,
followed by 0.05 mm/min during elasto-plastic deforma- so it has been recommended to determine Vfγ simultane-
tion. The neutron diffraction measurement was performed ously with the measurement of the crystal orientation dis-
using an incident beam with a slit of 5 mm width and 10 tribution function.31,32) Thus, Vfγ was quantified using the
mm height and a radial collimator of 5 mm width, and the method developed by Onuki et al. with iMATERIA.33) Vfγ
instrumental peak resolution was tuned to 0.3%. A test piece was found to be within the range of 36 to 39%, and it was
with a parallel part of 6 mm width, 0.125 mm thickness, confirmed that Vfγ was hardly changed by the partitioning
and 55 mm length was used. The test piece and the loading treatment.
machine were aligned horizontally with the loading axis Furthermore, Fig. 5 shows the change in the lattice
45° to the incident beam. Therefore, the measured gauge parameter of the γ phase due to the partitioning treatment.
volume was about 5.3 mm3, i.e., a region with an average
length of 7 mm in the center of the test piece was observed.
As a result, at the stage where the Lüders deformation band
(hereinafter referred to as the Lüders band) propagates, a
change in the diffraction profile appears only when the band
passes through the measurement gauge area.
Furthermore, in this study, to quantitatively compare the
strengths of the α’ phase and the γ phase after the R&P
treatment, the lattice strain of each phase was detected by
neutron diffraction measurement, and the nanoindentation
hardness (Hn) of each phase was measured using a Hysitron
Triboindenter (PI950) fitted with a Berkovich indenter, the
measuring conditions of which were the load control mode
and loading and unloading rates of ± 50 μN/s.
4. Experimental Results
4.1. Changes in Microstructure and Mechanical Prop-
erties with Rolling and Partitioning Treatment
Figure 3(a) shows the microstructure of a steel sheet
whose structure was controlled by repeating cold-rolling
and solution treatment several times. Part of the γ phase was
transformed to the α’ phase by cold-rolling, and this phase Fig. 4. Changes in both crystalline texture and volume fraction of
was controlled so as to surround the untransformed γ phase γ phase in the R&P process assessed by the pole density
as schematically shown in Fig. 1. measured by neutron diffraction using the beam-line 20,
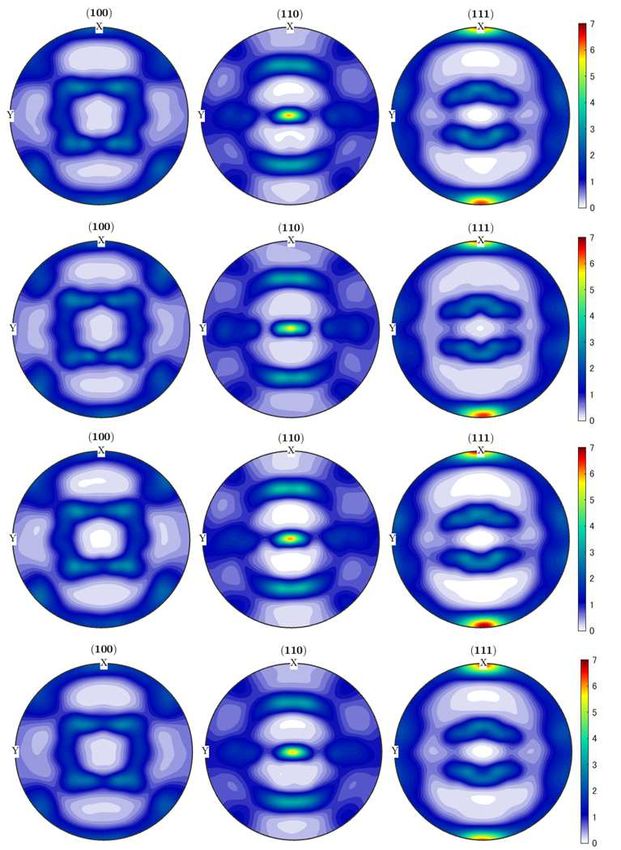
To precisely compare the change in the phase fraction iMATERIA, at J-PARC MLF. (Online version in color.)
in the bulk material due to the partitioning treatment, both
the pole figure and the volume fraction of the γ phase (Vfγ)
were measured by neutron diffraction for both the as-rolled
materials and the materials subjected to the partitioning
treatment at 300 to 500°C for 360 min. Results are shown
in Fig. 4. The development of a cold-rolling texture is
observed under the as-rolled condition. However, the tex-
ture is hardly changed from that of the as-rolled material
by the partitioning treatment up to 500°C. In general, the
measurement results of the volume fraction of the second
Fig. 5. Change in the lattice parameter of γ phase as a function
Fig. 3. SEM-EBSD phase maps of RD section observed in (a) as- of partitioning temperature measured by neutron diffrac-
R&P treatment with optimum reduction followed by parti- tion using the beam-line 20, iMATERIA, at J-PARC
tioned at 400°C for 360 min, and (b) after tensile testing. MLF.
© 2020 ISIJ 4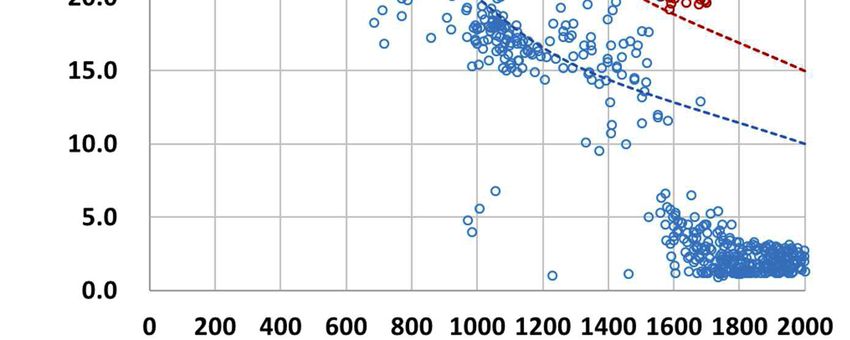
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
The lattice parameter of the γ phase was slightly increased Next, Fig. 7 shows the S–S curves when the sample
by the partitioning treatment at 300 and 400°C from its after cold-rolling was used for the tensile test as it was, and
value under the as-rolled condition. This is presumed to be when the tensile tests were carried out after the partitioning
due to the partitioning of interstitial solid solution elements treatments at temperatures of 300 to 500°C for 30 and 360
into the γ phase. When the partitioning temperature was min. When the as-rolled material was subjected to a tensile
raised to 500°C, the lattice parameter tended to increase test, after yielding near 1 100 MPa, it reached a maximum
rapidly. This can be interpreted as a result of the dissolu- strength of nearly 1 600 MPa by marked work hardening,
tion of interstitial solid solution elements that accumulated but the total elongation was at most 12 to 13%. On the other
at the dislocation sites in the γ phase due to the disappear- hand, regarding the partitioning-treated materials, the yield
ance of the dislocations accompanying the recovery of the point became high regardless of the treatment temperature,
substructure, but this cannot be confirmed from this result. and after yielding, Lüders-like S–S curves were observed.
Figure 6 shows the results of the analysis of the amounts Regarding the effect of the partitioning time, little depen-
of Mo and Cr contained in the fine carbides precipitated in dence on the time was observed at 400°C, and a total elon-
the α’ phase during the partitioning treatment. Since the gation of 20% or larger was obtained. At 300°C, although
content of each element in the precipitates was almost the little difference was observed in the shape of the S–S curve,
same under the as-rolled and 300°C-treated conditions, the the total elongation was less than 20% despite its increasing
content of the in-dissolved carbides is considered to be sta- with prolonged soaking. On the other hand, when partition-
ble in the series of processing steps. The Mo and Cr contents ing was performed for a long time at 500°C, after a stress
tend to increase at 400°C, which suggests the precipitation drop at the yield point, wavy Lüders-like deformation fol-
of Mo and Cr as fine carbides. At 500°C, the amount of Cr lowed by work hardening appeared, but the total elongation
contained in the carbides is about doubled, and the amount was 15% at most. From the above results, 400°C was found
of Mo is about 3.7 times that under the as-rolled condition. to be the optimal temperature for the partitioning treatment,
Fig. 6. Change in the contents of Cr and Mo in carbides precipitated in α’ phase during the R&P treatment in total con-
tent of each element. (Online version in color.)
Fig. 7. Typical stress–strain curves of as-rolled and after partitioning treatments with the combination of different tem-
perature and time. (a) As-rolled and partitioning treated at 300°C, (b) Partitioning treated at 400°C, (c) Partition-
ing treated at 500°C. (Online version in color.)
5 © 2020 ISIJ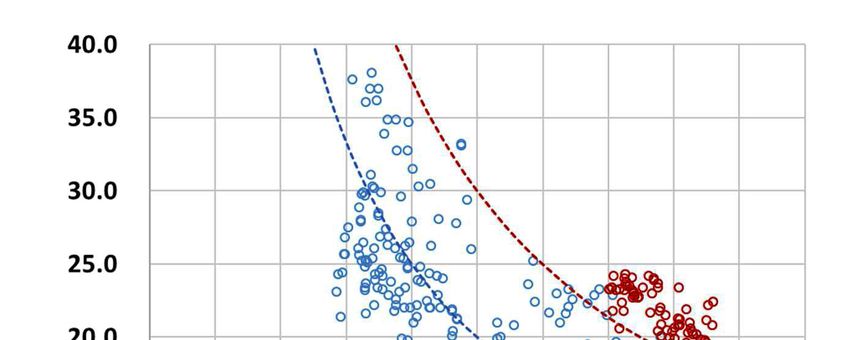
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
and a stable elongation of more than 20% was obtained for ing/bending back tensile test. Figure 8 shows the surface
soaking times between 30 and 360 min. In addition, it was condition at the outer surface of the primary bent portion
also confirmed that the in-plane anisotropy of the tensile observed using an optical stereomicroscope, and overall
properties was extremely small despite the development of images of test pieces fractured by a tensile test after bending
the crystalline texture except the amount of Lüders elonga- back. Despite the samples having a strength of 1 500 MPa,
tion.24) From these results, the R&P method has been dem- no microcracks were observed on the outer surface of the
onstrated to be a feasible mass-production technology for primary bent part. Furthermore, since the fracture position
UHSS with excellent ductility. after re-tensioning was in the base material rather than the
A cross-sectional SEM image (phase map) was taken in primary bent portion, the bent portion is regarded as not
the vicinity of the fractured portion of the sample subjected having been embrittled.
to partitioning treatment at 400°C for 360 min after the ten- Next, the results of the high cycle fatigue test are shown
sile test. In Fig. 3(b), the amount of the γ phase is clearly in Fig. 9.24) The fatigue limit evaluated from the S–N curve
less than that in Fig. 3(a), indicating that the strain-induced up to 107 cycles was 1 450 MPa, and it is confirmed that the
transformation of γ to α’ occurred. steel sheet subjected to R&P treatment has extremely high
durability against fatigue fracture.
4.2. Practical Performance of the Developed Steel
Regarding the practical performance of the developed
5. Discussion
steel, the anti-secondary work embrittlement and the
fatigue limit were evaluated using samples subjected to the 5.1. Mechanism of Lüders-like Deformation and
above heat treatment conditions. The anti-secondary work Achieving High Ductility in R&P Steel
embrittlement of samples taken from both parallel and To discuss the mechanism achieving an excellent
transverse directions to the RD was evaluated by a bend- strength–ductility balance in the R&P steel, in situ neutron
diffraction measurement was carried out simultaneously
with tensile testing, and the transformation behavior of the
γ phase and the change in the lattice strain of the α’ and γ
phases were measured.
Figure 10 shows the S–S curves obtained by the tensile
test with in situ neutron diffraction measurement for the
samples subjected to partitioning treatment at 300 to 500°C.
Despite the shape and dimensions of the sample being dif-
ferent from those in the normal tensile testing in Fig. 7,
the measured S–S curves have nearly the same shape and
dependence on the temperature of the partitioning treatment.
The stability of the γ phase during tensile deformation in
the as-rolled and partitioning-treated samples was compared
at strains of 10% and 13%, respectively. That is, the strain
of 10% was close to the elongation near to fracture in the
Fig. 8. Appearances of both outer surface of primary bending and as-rolled sample, whereas that of 13% obtained for the
whole view of test pieces after fracture in both rolling and 500°C-annealed sample was the smallest among the three
transverse directions observed in the sample with parti- samples subjected to different partitioning temperatures.
tioning treatment at 400°C for 360 min. (Online version in
Figure 11 shows the changes in the diffraction intensities
color.)
of 111γ, 200γ, and 110α’ before (a) and after (b) tensile
testing. In the as-rolled sample, 111γ and 200γ peaks disap-
Fig. 10. Stress–strain curves obtained by the tensile test con-
Fig. 9. S–N curve up to 107 cycles showing the high fatigue ducted at the J-PARC MLF BL19 (TAKUMI) with the in
endurance of the sample processed by the R&P treatment situ measurement of neutron diffraction. (Online version
at 400°C for 360 min.24) (Online version in color.) in color.)
© 2020 ISIJ 6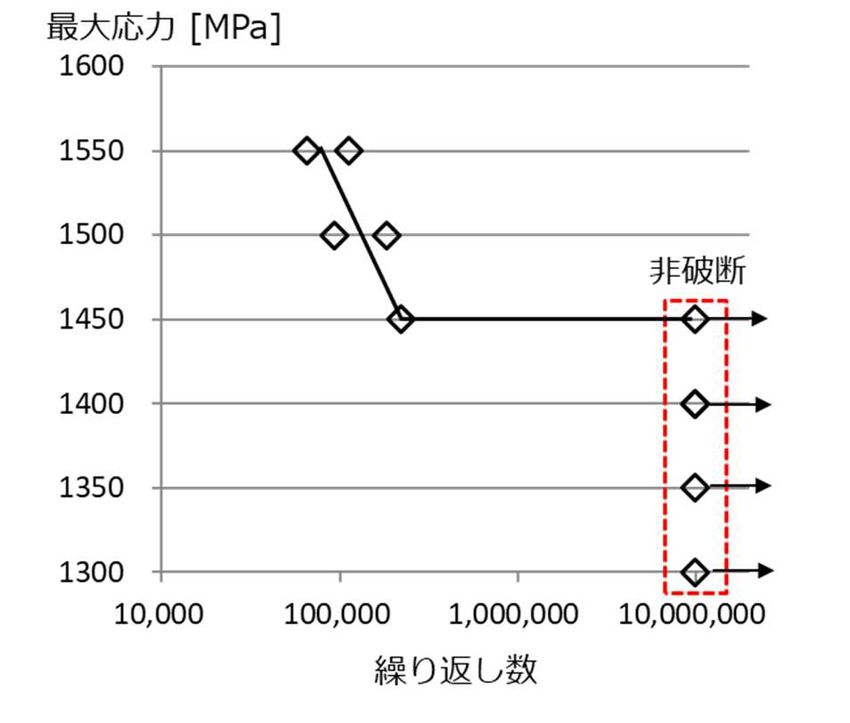
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
Fig. 11. Change in the neutron diffraction intensities of γ phase showing its stability with partitioning temperature mea-
sured for the samples strained with 10–13%, by in situ measurement at the J-PARC MLF BL19 (TAKUMI). (a)
Before deformation, (b) After deformation up to 10 and 13%. (Online version in color.)
Fig. 12. Change in the neutron diffraction spectrum just before
and after passing through the Lüders-like band during
tensile testing by in situ measurement at the beam-line
19, TAKUMI, J-PARC MLF for the sample with parti-
tioning-treated at 400°C for 360 min. (Online version in
color.)
pear at 10% strain. On the other hand, in the three samples
subjected to the partitioning treatment, the 111γ peak is still
observed at 13% strain. In the sample treated at 400°C, a
diffraction peak of 200γ is also confirmed, indicating that Fig. 13. Effect of external stress on the lattice strain of each grain
the residual γ phase is more stabilized. orientation of α’ and γ during the elastic straining at the
Then, to confirm that the strain-induced transformation beam-line 19, TAKUMI, J-PARC MLF for the sample
coincides with a change in the S–S curve to a Lüders-like with partitioning-treated at 400°C for 360 min. (Online
version in color.)
shape, the changes in the diffraction peaks of 111γ, 200γ,
220γ, 110α’, 200α’, and 220α’ were analyzed in both the
tensile direction (parallel to RD of sheet) and the vertical
direction (parallel to normal direction (ND) of sheet) of a γ phases as a function of the external stress. Stress below
tensile specimen before and after the Lüders band passed 1 500 MPa corresponds to the elastic deformation before
over the specimen surface. The results are shown in Fig. yielding, and a linear relationship with a strong correlation
12. By scanning through the deformation band, the diffrac- is observed between the lattice strain in each < hkl > -ori-
tion intensities of 111γ and 200γ in the tensile direction are ented grain family and the external stress. The slope of each
clearly reduced. Although the change in the diffraction peak linear relationship gives the diffraction < hkl > Young’s
in the vertical direction is small, the diffraction intensity of modulus, i.e., the elastic compliance, which depends on the
220γ becomes weak and that of 111γ disappears simultane- < hkl > direction. It is clarified that the < 200 > direction has
ously. From the above results, it is confirmed that the γ → the lowest value in both the γ phase and the α’ phase. This
α’ transformation occurred with the passage of the Lüders result is in good agreement with the report on TRIP steel
band. by Harjo et al.34)
To clarify the change in the internal stress applied to the Next, at the stage where Lüders-like deformation pro-
crystal grains during the elasto-plastic deformation process, gresses after yielding, the changes in both the external stress
the changes in the lattice strains of both the α’ and γ phases and the work-hardening rate are small. Thus, to compare the
during elastic deformation were investigated. Figure 13 microstructural change in the Lüders deformation region in
shows the lattice strains of the < hkl > -oriented grain fami- detail, the deformation process from the yielding point to
lies calculated from relevant lattice spacings of the α’ and 8% plastic strain was taken as the measurement range.
7 © 2020 ISIJ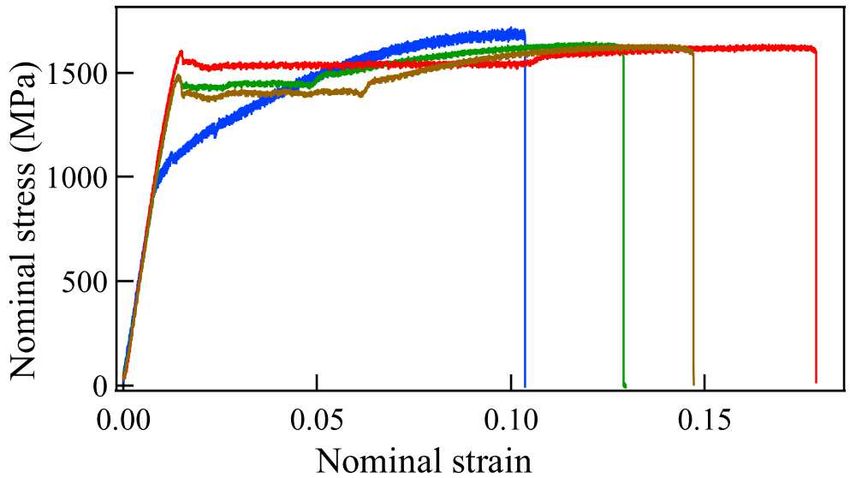
ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
Fig. 15. Nanoindentation hardness (Hn) of α’ and γ grains after
partitioning-treated at 400°C for 360 min measured by
means of the nanoindentation method. (Online version in
color.)
than that of the γ phase.
To directly verify the strengths of the α’ phase and
the γ phase, the nanoindentation hardness (Hn) of each
phase was measured by a nanoindentation method using
Fig. 14. Effect of plastic strain up to 8% on both phase intensity the 400°C-treated sample before tensile deformation. The
and intergranular strain during tensile testing by in situ distribution of Hn obtained by indentation measurement at
measurement at the J-PARC MLF BL19 (TAKUMI) for 60 points in the α’ phase and 53 points in the γ phase are
the sample with partitioning-treated at 400°C for 360
min. (a) < hkl > lattice strain of γ and α’ phases in tensile
shown in Fig. 15. The mean value and standard deviation
direction, (b) Integrated diffraction intensity of γ and α’ ( ± σ) of Hn in the α’ and γ phases were 7.29 ± 0.92 GPa
phases. (Online version in color.) and 6.35 ± 0.58 GPa, respectively. The Hn of the α’ phase
is comparable to that of the as-quenched martensitic steel
containing 0.2 mass% C reported by Omura et al.35) On the
Figure 14 shows the changes in the intergranular lattice other hand, Hn of the γ phase is much higher than the values
strains (a) and the integrated diffraction intensities (b) of of 4.5 to 6.4 GPa measured on the retained γ phase having
the < hkl > -oriented grain families in the γ and α’ phases equivalent strain larger than 1.5 in the duplex stainless steel
measured in the tensile direction. In Fig. 14(a), the change reported by Aramaki et al.36) This is because, owing to cold-
in the intergranular lattice strains that could not be clari- rolling, high-density dislocations were introduced into the γ
fied separately in Fig. 13 can be seen clearly, and in Fig. phase, and the dislocations were locked by interstitial solid
14(b), traces of the propagation of the Lüders band with solution atoms as a result of the partitioning treatment; thus,
the α’ transformation can be seen. In other words, the inte- the deformation strength of the γ phase increased to near
grated diffraction intensity changed when the plastic strain that of the α’ phase. This is supported by the result that the
of the specimen was about 4 to 6%, and it was found that lattice strain of the γ phase obtained by neutron diffraction
the Lüders band passed through the measurement gauge measurement increased to a level comparable to that of the
region of neutron diffraction. As the Lüders band passed, α’ phase.
a decrease in the 111γ intensity and an increase in the
110α’ intensity were observed synchronously, where these 5.2. Notable Points of the R&P Method in Manufactur-
orientations satisfied the K–S relationship between γ and ing Flat-rolled Products
α’. Correspondingly, in Fig. 14(a), the intergranular lattice The Q&P method is still regarded as the most promising
strains of 200γ and 200α’ increase simultaneously, which method for producing third-generation AHSS. However,
means that the uneven plastic deformation between different taking the following three points into consideration, i.e.,
grain orientations generates the intergranular stresses. From the martensitic transformation is interrupted at a precise
the entire data in Fig. 14(a), since the intergranular lattice temperature, the volume fraction of residual γ depends on
strain is generally larger in the α’ phase, it is considered that the quenching temperature, and the C concentration strongly
the α’ phase is stronger than the γ phase, resulting in the depends on the partitioning time, the Q&P method might
partitioning of phase stresses. After the Lüders band passed be applicable not to flat-rolled thin-gauge strips but to plate
with strain larger than 4%, the generation of intergranular steel. In particular, it is not easily applied to mass-produced
stress in each phase was clearly observed. A close look at strips with a high yield in a continuous annealing line. In
Fig. 14(a) shows that the differences in < hkl > intergranular contrast, the R&P method consists of a combination of exist-
strains between the α’ and γ phases are not so different, sug- ing cold-rolling and soaking in a batch furnace, making it
gesting that the strength of the α’ phase is slightly higher possible to control the structure under an almost equilibrium
© 2020 ISIJ 8ISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
condition. The most important points in the R&P method and γ having different flow stresses. In particular, it is very
are that the microstructure is controlled so that the α’ phase important that the γ phase is dispersed as a multimodal duc-
surrounds the untransformed γ phase as a result of optimum tile phase by controlling the morphology so that the γ phase
cold-rolling reduction and that the partitioning treatment is is surrounded by the α’ phase.
carried out at 400°C regardless of the soaking time.
From the change in the lattice parameter of the γ phase 5.3. Practical Properties of R&P Steel
due to the partitioning treatment below 400°C shown in Fig. In a DP steel, when the strength difference between the
5, it seems that the amount of solute C partitioned into the matrix and the second harder phase is increased, microyield-
interstitial site of the γ phase in the R&P steel is less than ing occurs at the interface between the two constituent
that in the Q&P steel.17,18) Regarding this point, however, it phases, and the work hardenability is increased by the
is necessary to consider that the R&P method introduces a phase stress generated by the plastic strain, which means an
large number of dislocations in the γ phase by cold-rolling. increase in the n-value.5) In contrast, in the diffuse necking
In other words, interstitial solid solution elements (C, N) region after plastic instability, the occurrence of microcracks
distributed in the γ phase are thought to preferentially accu- at the interface between both phases is enhanced by the
mulate at the dislocation sites and to stabilize the γ phase increase in the difference in strengths, which reduces the
without significant changes in the lattice parameter. This is local elongation, and hence deteriorates not only the bend-
also suggested by the fact that the Lüders-like deformation ability39) but also the stretch flangeability.13)
is stably maintained by the partitioning treatment. In addi- For a UHSS with strength exceeding 1 000 MPa, should
tion, at 400°C and above, the dislocation density decreases we aim at the continuous yielding type with large uni-
through recovery, which leads to the release of segregated form elongation or at the discontinuous yielding type with
C atoms, resulting in an increase in the number of solute Lüders-like deformation and high yield strength? Most of
C atoms. This corresponds to the increase in the γ lattice the steels developed as UHSS having strength around 1 500
parameter at 500°C found by neutron diffraction. MPa belong to the latter type.22,37,40)
On the other hand, as an alternative to the Q&P method, The microstructural factors affecting the occurrence of
the deformation & partitioning (D&P) method has recently discontinuous yielding are considered to include the ultra-
been proposed by He et al.37) By processing a steel con- fine crystal grain size and the texture. In the R&P steel,
taining 0.47% C, 10% Mn, 2% Al, and 0.7% V in a series the texture is developed by cold-rolling, and the γ phase
of processes comprising warm-rolling, annealing at the is controlled to a fine grain structure surrounded by the α’
intercritical temperature, cold-rolling, and 400°C temper- phase. In addition, the γ phase is stabilized by partitioning
ing, tensile properties of TS > 2 000 MPa and El of 15 to treatment, and it transforms to the strain-induced α’ phase
20% were achieved. However, it is considered difficult to competitively with the deformation of the α’ phase. Since
apply warm-rolling in the manufacturing of thin-gauge steel the difference in strength between the constituent phases is
strips, and it is regarded as a method limited to compact small, the possibility of generating microcracks due to local
manufacturing processes such as those of rods and wires. stress concentration at the interface between both phases is
The common point between the D&P method and the R&P low. The starting conditions of plastic deformation and α’
method is that the goal is a microstructure in which the γ transformation will be uniform throughout the parallel part
phase is surrounded by the α’ phase. In the former, anneal- of the specimen, and when the local stress concentration
ing is performed at the intercritical temperature before region starts to undergo plastic deformation accompanied
cold-rolling, whereas in the latter, the same microstructure is by transformation, it generates a Lüders band that propa-
controlled by cold-rolling of the γ phase. Both steels exhibit gates through the parallel part. Since the work-hardenability
Lüders-like S–S curves. remains after the propagation of the Lüders band, the neck-
Regarding the contribution of the α’ phase when the ing starts after reaching the maximum strength showing
cold-rolling and the partitioning treatment at 400°C are uniform deformation. Since large elongation is guaranteed,
combined, it seems that there is no clear difference between it is considered that R&P steel has the advantage that high
the two methods because there are a large number of dis- yield strength can be used with confidence.
locations in the α’ phase. However, in the R&P method, The practical advantage of R&P steel is that the dif-
considering not only the changes in the character and ference in strength between the γ phase and the α’ phase
arrangement of dislocations, which are effective for the is extremely small, and the deformation of the γ phase is
work hardening of lath martensite by cold-working of the constrained by the α’ phase; thus, microcracks are hardly
strain-induced α’ phase,38) but also the fine precipitation of generated at the interface between both phases. This is effec-
Cr and Mo carbides in the α’ phase by partitioning treat- tive for improving the anti-secondary work embrittlement.
ment, it is presumed that the α’ phase surrounding the γ Furthermore, the high-yield-strength α’ phase surrounds the
phase has stable strength and sufficient ductility. γ phase in a network shape, giving the network α’ phase an
Figures 14 and 15 demonstrate that the lattice strain of improved arrest property against fatigue crack propagation
the γ phase is increased to a level comparable to that of in the γ phase.
the α’ phase. Consequently, the plastic deformation of the
α’ phase and the γ phase proceeds synchronously, and the
6. Conclusions
stress concentration at the γ /α’ interface is suppressed. That
is, the rolling process can be used not only to easily control As a result of examining the possibility of the rolling and
the volume fraction of the α’ transformation but also to partitioning (R&P) method for the purpose of developing
synchronize the elasto-plastic deformation behaviors of α’ ultrahigh-strength and high-ductility steel sheets with tensile
9 © 2020 ISIJISIJ International, Advance Publication by J-STAGE
ISIJ International,
ISIJ International,
AdvanceVol.Publication
60 (2020), No.
by J-Stage
9
strength exceeding 1 500 MPa, the following conclusions 5) T. Furukawa: Bull. Jpn. Inst. Met., 19 (1980), 439 (in Japanese).
6) Y. Tomota and I. Tamura: Tetsu-to-Hagané, 68 (1982), 1147 (in
were obtained. Japanese).
(1) By choosing a metastable austenitic steel equivalent 7) O. Matsumura, Y. Sakuma and H. Takechi: Trans. Iron Steel Inst.
to JIS-SUS633 (ASTM A693) for the R&P treatment, a Jpn., 27 (1987), 570.
8) O. Grässel and G. Frommeyer: Mater. Sci. Technol., 14 (1998), 1213.
mass-production technology for an ultrahigh-strength steel 9) M. Koyama, T. Sawaguchi and K. Tsuzaki: ISIJ Int., 53 (2013), 323.
sheet having a tensile strength higher than 1 500 MPa and a 10) E. De Moor, P. Gibbs, J. Speer, D. Matlock and J. Schroth: Iron Steel
Technol., 7 (2010), 133 .
total elongation larger than 20% has been established. 11) H. Abe: Tetsu-to-Hagané, 68 (1982), 1203 (in Japanese).
(2) In the developed steel sheet, the strain-induced α’ 12) Y. Nagataki, S. Tsuyama and Y. Hosoya: Tetsu-to-Hagané, 99
(2013), 245 (in Japanese).
phase formed during cold-rolling is controlled so that it sur- 13) A. Nishimoto, Y. Hosoya and K. Nakaoka: Fundamentals of Dual-
rounds the untransformed remaining γ phase, and then the γ Phase Steels, 110th AIME Meeting, ed. by R. A. Kot and B. L.
phase is stabilized by partitioning treatment of the solute C Bramfitt, TMS-AIME, Warrendale, PA, (1981), 447.
14) J. G. Speer, D. K. Matlock, B. C. De Cooman and J. G. Schroth: Acta
from the α’ phase with soaking in a batch furnace. Mater., 51 (2003), 2611.
(3) The developed steel sheet is characterized by a 15) J. G. Speer, D. V. Edmonds, F. C. Rizzo and D. K. Matlock: Curr.
Opin. Solid State Mater. Sci., 8 (2004), 219.
Lüders-like S–S curve similar to that for complete elasto- 16) E. De Moor, S. Lacroix, A. J. Clarke, J. Penning and J. G. Speer:
plastic deformation, and exhibits an elongation larger than Metall. Mater. Trans. A, 39 (2008), 2586.
20% while maintaining a flow stress higher than 1 500 17) Y. Toji, H. Matsuda, M. Herbig, P.-P. Choi and D. Raabe: Acta
Mater., 65 (2014), 215.
MPa. The Lüders-like flow stress is maintained because 18) Y. Toji, G. Miyamoto and D. Raabe: Acta Mater., 86 (2015), 137.
the untransformed γ phase successively undergoes strain- 19) N. Tsuji, N. Kamikawa, R. Ueji, N. Takata, H. Koyama and D.
Terada: ISIJ Int., 48 (2008), 1114.
induced α’ transformation. 20) N. Tsuji, Y. Ito, Y. Saito and Y. Minamino: Scr. Mater., 47 (2002),
(4) The developed steel sheet has almost no cold work 893.
embrittlement due to secondary working and has a very high 21) R. Ueji, N. Tsuji, Y. Minamino and Y. Koizumi: Acta Mater., 50
(2002), 4177.
fatigue limit of 1 450 MPa. 22) K. Edalati, T. Furuta, T. Daio, S. Kuramoto and Z. Horita: Mater.
(5) According to the in situ neutron diffraction measure- Res. Lett., 3 (2015), 197.
23) Y. Matsumura, K. Ogawa and Y. Hosoya: CAMP-ISIJ, 30 (2017),
ment of the developed steel sheet, the intergranular lattice 951, CD-ROM (in Japanese).
strain of the γ phase during elasto-plastic deformation is 24) Y. Matsumura, K. Ogawa, Y. Hosoya, S. Tanaka, M. Shimasaki and
T. Hirata: Materia Jpn., 57 (2018), 20 (in Japanese).
comparable to that of the α’ phase. Therefore, it is con- 25) Y. Matsumura, Y. Hosoya, Y. Tomota and Y. Onuki: Proc. 6th Int.
sidered that the main causes of the high ductility are the Conf. on Advanced Steels (ICAS 2018), The Korean Institute of
coordinated plastic deformation of the α’ and γ phases and Metals and Materials, Seoul, (2018), 1-220.
26) K. Tomimura, S. Takaki and Y. Tokunaga: Tetsu-to-Hagané, 76
the steadily progressing of strain-induced α’ transformations (1990), 1728 (in Japanese).
from the γ phase. 27) Y. Hosoya, T. Takahashi, H. Kobayashi, T. Shimomura and K.
Matsudo: Tetsu-to-Hagané, 70 (1984), 396 (in Japanese).
28) T. Kinoshiro, K. Fujimoto, T. Inose and T. Ishida: CAMP-ISIJ, 24
Acknowledgments (2011), 413, CD-ROM (in Japanese).
The analysis of Cr and Mo concentrations in carbide 29) T. Ishigaki, A. Hoshikawa, M. Yonemura, T. Morishima, T.
Kamiyama, R. Oishi, K. Aizawa, T. Sakuma, Y. Tomota, M. Arai, M.
precipitates was done with the cooperation of Dr. Kaneharu Hayashi, K. Ebata, Y. Takano, K. Komatsuzaki, H. Asano, Y. Takano
Okuda and Dr. Satoshi Kinoshiro (Steel Research Labs, and T. Kasao: Nucl. Instrum. Methods Phys. Res. A, 600 (2009), 189.
30) S. Harjo, T. Ito, K. Aizawa, H. Arima, J. Abe, A. Moriai, T. Iwahashi
JFE Steel Corporation). Tensile deformation in situ neutron and T. Kamiyama: Mater. Sci. Forum, 681 (2011), 443. http://dx.doi.
diffraction experiments were carried out in J-PARC general org/10.4028/www.scientific.net/MSF.681.443
project 2017B0035, and with the cooperation of Dr. Satoshi 31) P. G. Xu, S. Harjo, M. Ojima, H. Suzuki, T. Ito, W. Gong, S. C.
Vogel, J. Inoue, Y. Tomota, K. Aizawa and K. Akita: J. Appl. Crys-
Morooka and Dr. Takuro Kawasaki (JAEA) and Dr. Wu tallogr., 51 (2018), 746.
Gong (Kyoto University). Nano-indentation measurement 32) Y. Tomota, N. Sekido, P. G. Xu, T. Kawasaki, S. Harjo, M. Tanaka,
T. Shinohara, Y. H. Su and A. Taniyama: Tetsu-to-Hagané, 103
was supported by Dr. Takahito Omura and Dr. Yanxu Wang (2017), 570 (in Japanese).
(NIMS). We express our deep appreciation to the collabora- 33) Y. Onuki, A. Hoshikawa, S. Sato, P. G. Xu, T. Ishigaki, Y. Saito, H.
Todoroki and M. Hayashi: J. Appl. Crystallogr., 49 (2016), 1579.
tor here. 34) For example, S. Harjo, N. Tsuchida, J. Abe and W. Gong: Sci. Rep.,
7 (2017), 15149.
REFERENCES 35) T. Ohmura, T. Hara and K. Tsuzaki: Scr. Mater., 49 (2003), 1157.
36) M. Aramaki, S. Uchida, K. Yasuda, M. Oikawa and O. Furukimi:
1) S. Hayami and T. Furukawa: Proc. Microalloying 75, TMS-AIME, Tetsu-to-Hagané, 100 (2014), 1261 (in Japanese).
Warrendale, PA, (1975), 78. 37) B. B. He, B. Hu, H. W. Yen, G. J. Chang, Z. K. Wang, H. W. Lue
2) Structure and Properties of Dual-Phase Steels, 108th AIME Meeting, and M. X. Huang: Science, 357 (2017), 1029.
ed. by R. A. Kot and J. W. Morris, TMS-AIME, Warrendale, PA, 38) S. Harjo, T. Kawasaki, Y. Tomota, W. Gong, K. Aizawa, G. Tichy,
(1979). Z. Shi and T. Ungar: Metall. Mater. Trans. A, 48 (2017), 4080.
3) Fundamentals of Dual-Phase Steels, 110th AIME Meeting, ed. by R. 39) K. Hasegawa, K. Kawamura, T. Urabe and Y. Hosoya: ISIJ Int., 44
A. Kot and B. L. Bramfitt, TMS-AIME, Warrendale, PA, (1981). (2004), 603.
4) Y. Tomota and I. Tamura: Bull. Jpn. Inst. Met., 14 (1975), 657 (in 40) T. Furuta, S. Kuramoto, T. Ohsuna, K. Oh-ishi and K. Horibuchi: Scr.
Japanese). Mater., 101 (2015), 87.
© 2020 ISIJ 10You can also read

















































