Profile Map of Weld Beads and Its Formation Mechanism in Gas Metal Arc Welding - MDPI
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
metals
Article
Profile Map of Weld Beads and Its Formation
Mechanism in Gas Metal Arc Welding
Zhanhui Zhang and Jiaxiang Xue *
School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510641,
China; mezhangzh@mail.scut.edu.cn
* Correspondence: mejiaxue@scut.edu.cn; Tel.: +86-020-2223-6360
Received: 19 December 2018; Accepted: 27 January 2019; Published: 29 January 2019
Abstract: In order to investigate the profile map of weld beads and its formation mechanism in gas
metal arc welding (GMAW), bead-on-plate welding was carried out with different average currents,
and the dimensions of a weld bead were measured. The results show that the profile of weld beads
can be divided into three stages according to the volume relationship between the melted filler metal
and the weld pool. During the stages, the top surface of the reinforcement consisting of the central
plane and the side plane mainly goes through inversed-U, W, V, and U shapes, which are mainly
attributed to the change of flow pattern. Moreover, the role played by the bottom wall in determining
the flow pattern and the resultant bead profile has been investigated as well. The experiment
results show that with the bottom wall changing from the solid to the totally melted state, the role
of redirecting, redistributing and bearing the molten metal played by the bottom wall gradually
disappears. As a result, the side reinforcement is no longer covered by the liquid flowing backward.
The top reinforcement is thoroughly collapsed when the width of the bottom reinforcement exceeds
that of the top one by 1.1 mm.
Keywords: profile map; gas metal arc welding; reinforcement; flow pattern; weld pool wall
1. Introduction
Gas metal arc welding (GMAW) is a metal joining process in which droplets are melted at the
tip of electrode then transferred to a weld pool and solidified to form a bead on the base metal [1].
The mechanical properties of a weld bead are significantly affected by its profile, which mainly
comprises depth of penetration, bead width, reinforcement height, and contact angle, etc. The
formation of a bead profile in GMAW is complicated because of the involvement of droplets [2],
which has motivated many researchers to study the bead formation in detail.
Meng et al. [3] studied the formation mechanism of humping defects in GMAW, which provides
useful knowledge about the reinforcement formation, but the humping has a periodic undulate profile,
which differs from the ordinary bead appearance. Furthermore, the momentum of the backward flow
metal is the direct reason for the humping bead formation by capturing the tracer particle movement
simultaneously [4]. However, the experiment was carried out with the base metal not fully penetrated.
A fully penetrated bead is needed in fabricating metal parts. In regard to the fully penetrated beads,
Liu et al. [5] studied the stabilization of the weld pool through jet flow argon gas backing, but they
did not point out how the jet flow argon affects the bead profile. Moreover, the high crown in a
fully penetrated Mg butt joint weld can be reduced by deepening the groove in the backing plate [6].
Unfortunately, they did not explore the mechanism of how the backing plate affects the reinforcement.
Furthermore, the current literature related to the bead profile sets the welding current in a narrow
range to achieve either a partially penetrated bead or a fully penetrated one instead of a wide range
Metals 2019, 9, 146; doi:10.3390/met9020146 www.mdpi.com/journal/metals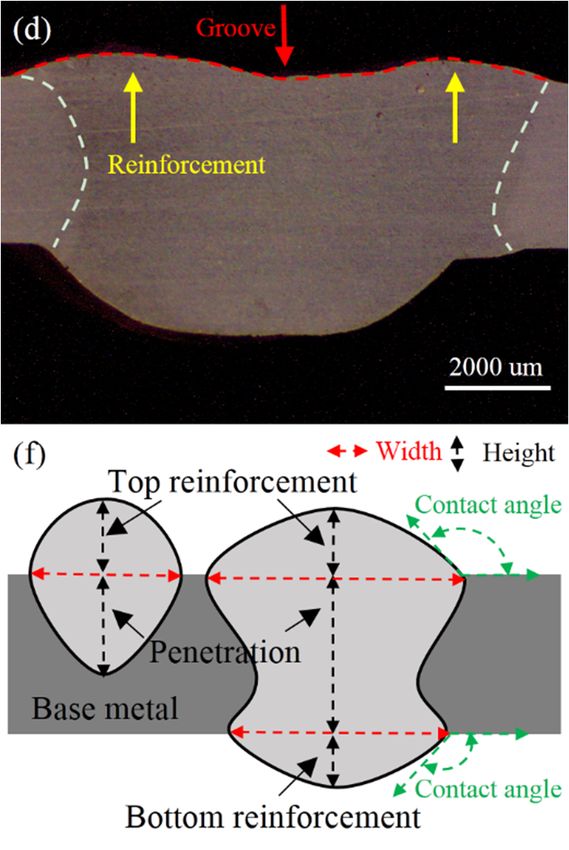
Metals 2019, 9, 146 2 of 10
to achieve beads ranging from a shallow penetration to a collapsed profile, which hinders a more
comprehensive understanding of the whole stages of forming a weld bead.
Pang et al. [7] pointed out that the formation of a weld bead in the GMAW process is closely
associated with the heat input and the weld pool behavior, which was studied by many researchers.
Wang et al. [4] demonstrated that during the welding process, the surface of a weld pool is significantly
depressed under the combined effects of droplet impingement and the arc pressure, which leaves a thin
liquid pool area between the arc and the base metal. The thin liquid pool and the droplet impingement
plays a significant role in determining the flow pattern in the weld pool. When the accelerated droplet
impinges into the thin weld pool, the liquid in the weld pool is driven downward to the bottom and
redirected to the tail where the molten metal solidifies to form a bead [8,9]. Regarding the role played
by droplet impingement in the reinforcement formation, Chen et al. [10] compared the difference
in bead profile by simulating the process with and without the droplet impingement, and results
showed that the reinforcement is higher when there is droplet impingement. Moreover, the profile
of a weld bead is also impacted by the direction of droplet impingement. Zhang et al. [11] reported
Metals 2019, 9, x FOR PEER REVIEW 2 of 10
that the center lines of the lower part and the upper portion no longer coincides once the welding
torch is inclined. Although the molten behavior has been studied quite adequately by the mentioned
Pang et al. [7] pointed out that the formation of a weld bead in the GMAW process is closely
researches, all the weld pool walls involved above are almost in their solid state, and the role played
associated with the heat input and the weld pool behavior, which was studied by many researchers.
by the wall in affecting the flow pattern and the resultant bead profile is rarely reported.
Wang et al. [4] demonstrated that during the welding process, the surface of a weld pool is
The present study investigated the various profiles of weld beads by setting the welding current
significantly depressed under the combined effects of droplet impingement and the arc pressure,
to a wide range. The objectives were as follows: (1) Map and divide into stages the profile of weld
which leaves a thin liquid pool area between the arc and the base metal. The thin liquid pool and the
beads; (2) reveal the formation mechanism of a weld bead and figure out the role that the wall of a
droplet impingement plays a significant role in determining the flow pattern in the weld pool. When
weld pool plays in the profile formation process.
the accelerated droplet impinges into the thin weld pool, the liquid in the weld pool is driven
downward
2. Materialsto andtheMethods
bottom and redirected to the tail where the molten metal solidifies to form a bead
[8, 9]. Regarding the role played by droplet impingement in the reinforcement formation, Chen et al.
Bead-on-plate
[10] compared welding experiments
the difference in bead profile wereby conducted
simulating onthe
aluminum
process alloy
with andAA6061 basethe
without metal (250
droplet
× 60 × 3 mm 3 ) using ER4043 filler wire. A schematic of the experimental setup for GMAW is given in
impingement, and results showed that the reinforcement is higher when there is droplet
Figure 1a. The chemical
impingement. Moreover, compositions
the profile of of AA6061 alloysisand
a weld bead ER4043
also are provided
impacted in Table 1.
by the direction of Because
droplet
of the low energy input for thin sheets, the Pulsed-GMAW (P-GMAW) process
impingement. Zhang et al. [11] reported that the center lines of the lower part and the upper portion was employed, and
the parameters are presented in Table 2. The average current, labelled
no longer coincides once the welding torch is inclined. Although the molten behavior has been as current A/B/C/D/E and
ranging
studied from
quite 72 A to 136 A,
adequately bywas
the obtained
mentioned by researches,
changing the allbase
the current
weld poolfrom 30 Ainvolved
walls to 110 A above
while the
are
peak
almostcurrent wassolid
in their kept state,
constantandat the
280 role
A as played
shown in byFigure
the wall1b. Pure argon was
in affecting thecoaxially supplied
flow pattern and asthea
shielding gas at a flow rate of
resultant bead profile is rarely reported.18 L/min. For each process setting, three samples which are at least 15
cm were
Thewelded,
present and study those with the best
investigated typical appearances
the various profiles of weldwere chosen
beads by as the research
setting object.
the welding After
current
welding,
to a wide range. The objectives were as follows: (1) Map and divide into stages the profile of were
the specimens were cut along the transverse cross-sections of the welds. The samples weld
ground
beads; (2)and polished
reveal with colloidal
the formation silica and
mechanism of were
a weldsubsequently
bead and figureetchedoutforthe
metallographic analysis
role that the wall of a
using the standard Keller’s agent for
weld pool plays in the profile formation process. 20 s. Then, the profiles of the cross section were observed using
the LIOO SZ850T microscope (Beijing-Jinghao Co. Ltd., Beijing, China) and the dimensions were
measured
2. Materials using
andthe included software.
Methods
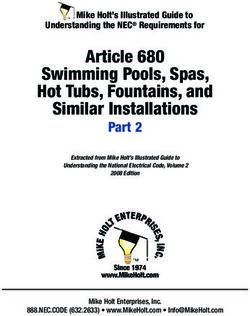
Figure 1. Schematic
Figure 1. Schematic of
of (a)
(a) experimental
experimental setup
setup and
and (b)
(b) the
the adjustment
adjustment of
of average
average current.
current.
Bead-on-plate welding experiments were conducted on aluminum alloy AA6061 base metal (250
× 60 × 3 mm3) using ER4043 filler wire. A schematic of the experimental setup for GMAW is given in
Figure 1a. The chemical compositions of AA6061 alloys and ER4043 are provided in Table 1. Because of
the low energy input for thin sheets, the Pulsed-GMAW (P-GMAW) process was employed, and the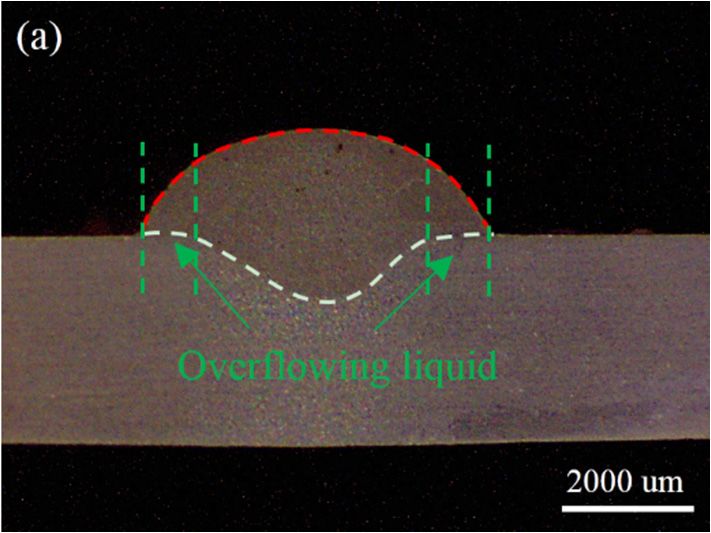
Metals 2019, 9, 146 3 of 10
Metals 2019, 9, x FOR PEER REVIEW 3 of 10
Table 1. Chemical compositions of AA6061 and ER4043 (wt%).
Material
Material MgMg Si
Si Fe
Fe CuCu Mn Mn CrCr Al Al
AA6061 0.96 0.52 0.25 0.25 0.12 0.26 Bal.
AA6061 0.96 0.52 0.25 0.25 0.12 0.26 Bal.
ER4043ER4043 0.05
0.05 5.60
5.60 0.80
0.80 0.30
0.30 0.05 0.05 – – Bal. Bal.
Table
Table2.2.Welding
Weldingprocess
processparameters
parametersfor
forP-GMAW.
P-GMAW.
Process parameters Value
Process Parameters Value
Mean voltage (V) 24.3
Mean voltage (V) 24.3
Mean current (A)
Mean current (A)
A: 72 B: 88 C: 104 D: 120 E: 136
A: 72 B: 88 C: 104 D: 120 E: 136
Wire
Wirefeeding
feeding rate (mm/s) A: 61
rate (mm/s) A: B:
6171 C: C:
B: 71 82 82
D:D:
9494E:E:103
103
Wire
Wirediameter
diameter (mm)
(mm) 1.21.2
Welding speed
Welding speed (mm/s)
(mm/s) 10 10
3.3.Results
Resultsand
andDiscussion
Discussion
3.1.Profile
3.1. ProfileMap
Mapand
andStages
StagesofofWeld
WeldBeads
Beads
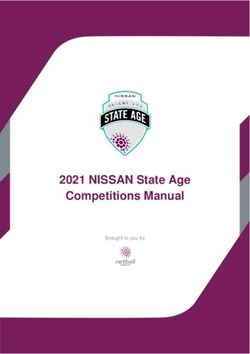
Figure22shows
Figure showsthe themapmapofofweldweldbeads,
beads,whichwhichdisplays
displaysclearly
clearlythatthatwithwiththe
theincrease
increaseofofmeanmean
current, the profile can be divided into three stages according to the volume
current, the profile can be divided into three stages according to the volume relationship between the relationship between the
meltedfiller
melted fillermetal
metalandandthe theweld
weldpool:
pool:the
themelted
meltedfiller
fillermetal
metal(i)(i)overflowing
overflowing(Figure
(Figure2a), 2a),(ii)
(ii)matching
matching
(Figure 2b–d), and (iii) inadequate (Figure 2e) for the weld pool when the average current is atata alow,
(Figure 2b–d), and (iii) inadequate (Figure 2e) for the weld pool when the average current is low,
medium, and high level, respectively. In our cases, when the average current is smaller than 88 A,A,
medium, and high level, respectively. In our cases, when the average current is smaller than 88
althoughthe
although theheat
heatinput
inputisislow lowfor
forboth
boththethefiller
fillerwire
wireand andthe
thebase
basemetal,
metal,the themelted
meltedvolume
volumeofoffiller
filler
metal is significantly excessive for that of the base metal which composes
metal is significantly excessive for that of the base metal which composes the weld pool, thus leading the weld pool, thus leading
totoaavolume
volumelack lackfor
forthethe
weldweld pool
pool to to accommodate
accommodate thethe excessive
excessive melted
melted fillerfiller
metal.metal.
As a As a result,
result, the
the excess
excess fillerfiller
metal metal overflows
overflows the the
weldweld
poolpool andand spreads
spreads ontoonto thethe surface
surface of of
thethe solidbase
solid basemetal.
metal.
Hence,asasshown
Hence, shownby bythe
thegreen
greenlines
linesininFigure
Figure2a, 2a,the
thetypical
typicalprofile
profilecharacteristic
characteristicininthis thisstage
stageisisthe
the
excesswithin
excess withinthe themaximum
maximumwidth widthofofdeposited
depositedfillerfillermetal
metalon onthe thebase
basemetal
metaloveroverthatthatofofthe
theweld
weld
pool. Furthermore, under the combined effect of poor wettability
pool. Furthermore, under the combined effect of poor wettability resulting from a small welding resulting from a small welding
current[12]
current [12]andandsurface
surfacetension,
tension,aasmaller
smallercontact
contactangle 114.5◦will
angleofof114.5° willbebeformed
formedafter afterthethemolten
moltenwirewire
spreadsand
spreads andaccumulates
accumulateson onthe
thesurface
surfaceofofthethebase
basemetal,
metal,asasrepresented
representedby byFigure
Figure2f,g.
2f,g.The
Thesmaller
smaller
the welding current, the greater the volume deviation of the melted wire
the welding current, the greater the volume deviation of the melted wire over the melted base metal, over the melted base metal,
and thus the greater volume of the overflowing melted wire, which leads
and thus the greater volume of the overflowing melted wire, which leads to a greater width deviation to a greater width deviation
betweenthe
between thereinforcement
reinforcementand andthetheweld
weldpool.
pool.An Anexample
examplefor forthisthisviewpoint
viewpointisisthe thebead
beadwelded
weldedby by
cold metal transfer (CMT) + pulse process [7], which is characterized by a
cold metal transfer (CMT) + pulse process [7], which is characterized by a significant width deviation: significant width deviation:
Themaximum
The maximumwidth widthofofreinforcement
reinforcementisis219% 219%ofofthat thatofofthe
theweld
weldpoolpoolandandthe thecontact
contactangle
angleisisonly
only
26.8 degrees, as can be seen from Figure 2h. Another example is the
26.8 degrees, as can be seen from Figure 2h. Another example is the bead welded by tungsten inert bead welded by tungsten inert
gaswelding
gas welding(TIG) (TIG)++CMT CMThybridhybridwelding
welding[12] [12]ininwhich
whichthe themaximum
maximumwidth widthofofreinforcement
reinforcementisisalso also
doublethat
thatofofthetheweld
weldpool pooland
andthethecontact
contactangle
angleisisnearly
nearly90°.
90 . ◦
double
Figure 2. Cont.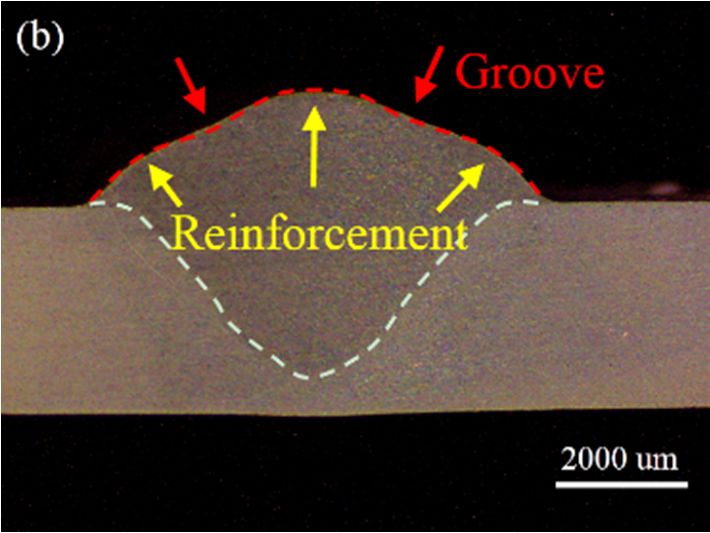
Metals 2019, 9, 146 4 of 10
Metals 2019, 9, x FOR PEER REVIEW 4 of 10
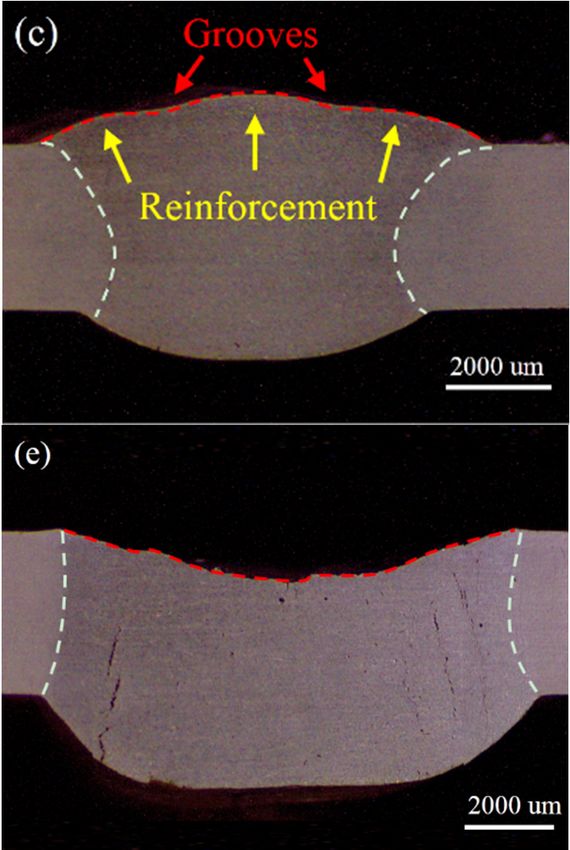
Profilesofofweld
Figure2.2.Profiles
Figure weldbead
beadand
andits
itsdimensions.
dimensions.(a)
(a)7272A;A;(b)
(b)8888A;
A;(c)
(c)104
104A;A;(d)
(d)120
120A;
A;(e)
(e)136
136A;
A;
(f)schematic
(f) schematicofofmeasurement;
measurement;(g)(g)contact
contactangle;
angle;(h)
(h)bead
beadof ofCMT
CMT++PP(reproduced
(reproducedfromfrom[7],
[7],with
with
permissionofofElsevier,
permission Elsevier,2016);
2016);and
and(i)
(i)bead
beadof
ofTIG-CMT
TIG-CMT(reproduced
(reproducedfrom from[12],
[12],with
withpermission
permissionofof
Elsevier, 2017).
Elsevier, 2017).
Thewidth
The widthdifference
differencebetween
betweenreinforcement
reinforcementand andweld
weldpoolpooldecreases
decreasesgradually
graduallywith
withincreasing
increasing
average current
average current andand finally
finallydiminishes
diminisheswhen whenthethecurrent is up
current to 120
is up A. Although
to 120 the heat
A. Although the input grows
heat input
with the increase of average welding current and a larger volume is melted for
grows with the increase of average welding current and a larger volume is melted for both filler wire both filler wire and
base metal [13], the diminished width difference, however, indicates that the
and base metal 13 , the diminished width difference, however, indicates that the base metal has a base metal has a higher
meltingmelting
higher rate than thethan
rate fillerthe
wire. Aswire.
filler we can Assee
wefrom
can Figure
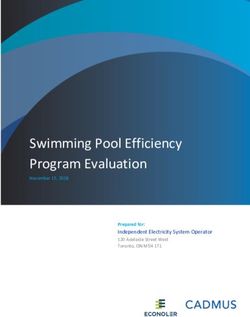
see from3a, Figure
when the 3a,current increases
when the current from 72 A to
increases
136 A, the increased melted area for filler wire and base metal are 12.82 mm 2 and 28.05 mm2 . Thus,
from 72 A to 136 A, the increased melted area for filler wire and base metal are 12.82 mm and 28.05 2
with
mm 2. the weld
Thus, pool
with thegaining
weld poola larger room
gaining at a higher
a larger roomspeed than the
at a higher melted
speed thanspeed for filler
the melted wire,for
speed its
capacity
filler wire,to its
accommodate
capacity to the melted fillerthe
accommodate wire grows,filler
melted which wireresults
grows,in awhich
gradual decrease
results in aingradual
volume
difference between the melted filler wire and the base metal. The decreased
decrease in volume difference between the melted filler wire and the base metal. The decreased volume difference makes
volume difference makes most of the melted filler wire held by the growing weld pool, thus leaving
less melted filler wire overflowing the weld pool. Hence, less melted filler wire spreads and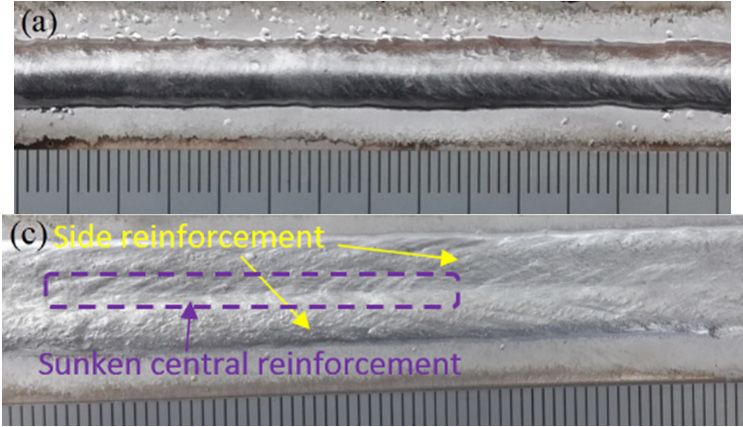
Metals 2019, 9, 146 5 of 10
Metals 2019, 9, x FOR PEER REVIEW 5 of 10
most of the melted filler wire held by the growing weld pool, thus leaving less melted filler wire
accumulates
overflowing theoutside the weld
weld pool. Hence,pool
lesson the base
melted fillermetal, which, as
wire spreads anda accumulates
result, displays the diminished
outside the weld
width
pool difference.
on the The difference
base metal, which, as ainresult,
width displays
will decrease further withwidth
the diminished the increasing
difference. current and finally
The difference
indisappears
width will when
decreasethe further
averagewith
current
the is up to thecurrent
increasing critical and
valuefinally
of 120disappears
A, and it willwhennotthe
emerge once
average
the average
current is up tocurrent is beyond
the critical value the critical
of 120 value.
A, and Namely,
it will although
not emerge once melted filler current
the average wire accumulation
is beyond
oncritical
the the beads
value.remains,
Namely,the width melted
although of the reinforcement is equal to
filler wire accumulation onthat of theremains,
the beads weld pool. However,
the width of
because
the of the is
reinforcement weakened accumulation,
equal to that the height
of the weld pool. However,decreases
becauseand theweakened
of the contact angle increases
accumulation,
accordingly,
the as shown
height decreases andbytheFigure 2g angle
contact and Figure 3b. Therefore,
increases accordingly,withas filler
shown metal accumulated
by Figures 2g and on3b.
the
base metal,
Therefore, beads
with filler at thisaccumulated
metal stage are characterized
on the base by the beads
metal, matched width
at this stagebetween the reinforcement
are characterized by the
and thewidth
matched weld pool.
between the reinforcement and the weld pool.
Figure Dimensions
3. 3.
Figure Dimensions ofof
beads welded
beads with
welded different
with average
different currents.
average (a)(a)
currents. Area ofof
Area different parts.
different (b)
parts. (b)
Height ofof
Height different parts.
different parts.
With
With thetheaverage
average current
current increasing
increasing further, moremore
further, heat heat
is brought
is broughtto melt to themeltbase
themetal, and then
base metal, and
more liquid is produced and held by the weld pool. Meanwhile,
then more liquid is produced and held by the weld pool. Meanwhile, the driving force and the arc the driving force and the arc pressure
is pressure
also strengthened owing to the
is also strengthened higher
owing current,
to the higher which
current,propels
which the liquidthe
propels in the weld
liquid in pool
the weldto flow
pool
upwards and outwards, creating a thin liquid film between the
to flow upwards and outwards, creating a thin liquid film between the arc and solid base metal arc and solid base metal [14,15]. Thus,[14,
the heat brought by the arc can be more easily transferred to the base
15]. Thus, the heat brought by the arc can be more easily transferred to the base metal in a solid state, metal in a solid state, which will
bewhich
meltedwill faster. Moreover,
be melted Wang
faster. et al. [16]Wang
Moreover, indicated
et al.that
[16]droplets
indicated with thatabundant
dropletsheat with would impinge
abundant heat
into the weld
would impinge poolintoat high
the weldspeed, poolwhich
at high willspeed,
easilywhich
pass through
will easily thepassthinthrough
liquid layer,
the thin crash against
liquid layer,
the solidagainst
crash bottom,the and create
solid a crater.
bottom, and The penetration
create a crater.isThe thenpenetration
deepened further, is thenand when the
deepened average
further, and
current reaches 104 A, the base metal is fully penetrated.
when the average current reaches 104 A, the base metal is fully penetrated.
If Ifthetheaverage
averagecurrent currentcontinues
continuestotogrow, grow, reinforcement
reinforcementthen thenwillwill become
becomeflat oror
flat even
even sunken
sunken
duedue to the greater heat input and the combined effect of all kinds of driving forces exertedononthe
to the greater heat input and the combined effect of all kinds of driving forces exerted the
weld
weld poolpool [7]. With
[7]. With the
thebasebasemetal
metal fully
fullypenetrated,
penetrated, thethe bottom
bottom wall
wall ofofa weld
a weld pool
pool is is
nono longer
longer inin
itsits
solid
solidstate
state andand it it
is is
inindelicate
delicate balance
balance between
between thethesurface
surface tension
tension ofof liquid
liquid bottom
bottom and and the
the driving
driving
forces acted on weld pool. Because the confining effect provided
forces acted on weld pool. Because the confining effect provided by the bottom wall is significantly by the bottom wall is significantly
weakened
weakened due due to to
thethetransition
transition of the
of thebottom
bottom wall from
wall froma solid state
a solid to liquid
state to liquid metal, the flow
metal, pattern
the flow of
pattern
liquid metal in the weld pool changes. Although the flowing molten
of liquid metal in the weld pool changes. Although the flowing molten metal has the ability to scour metal has the ability to scour out
orout
“dig” a channel
or “dig” with its
a channel thermal
with energyenergy
its thermal and momentum,
and momentum, the flow thepattern is determined
flow pattern is determined not only not
byonly
the “digging”
by the “digging” ability but alsobut
ability by also
the confining effect the
by the confining weldthe
effect poolweld wall canwall
pool provide. Thus, when
can provide. Thus,
the bottom
when the wall
bottom is inwall
a solid
is instate, it can
a solid provide
state, it canaprovide
strong confining effect to force
a strong confining thetoliquid
effect force metal to
the liquid
flow
metalalong the channel
to flow along the which
channelconsists
which ofconsists
a solid wall. For example,
of a solid wall. For the formation
example, mechanism
the formation of bead
mechanism
hump
of bead hump in high-speed GMAW is ascribed to the redirecting role provided by theedge
in high-speed GMAW is ascribed to the redirecting role provided by the sloping leading of
sloping
the weld pool [17]. In our case, when the bottom wall is in a solid state,
leading edge of the weld pool [17]. In our case, when the bottom wall is in a solid state, it can resist it can resist the digging from
thermal
the diggingliquid and fromredirect
thermal theliquid
liquid andbackward.
redirect Thethebackward liquid then accumulates
liquid backward. The backward andliquid
solidifies
then
ataccumulates
the rear of the weld pool to form reinforcements. However, when the
and solidifies at the rear of the weld pool to form reinforcements. However, when the base metal is fully melted and
penetrated,
base metalthe surface
is fully meltedtension
and provided
penetrated, bythethesurface
back surface
tensionisprovided
far from by enough
the backto bear
surface theisdigging
far from
effect
enoughand to redirect
bear thethe molten
diggingmetal. effectTherefore,
and redirect under thethe combined
molten metal.impact of arc under
Therefore, pressure, thepowerful
combined
impact of arc pressure, powerful droplet impingement, and the weakened confining of liquid bottom,
more molten metal is driven downwards with little redirection backwards. As a result, a little molten
metal flows backwards, which means a little metal accumulates at the rear of the weld pool, and then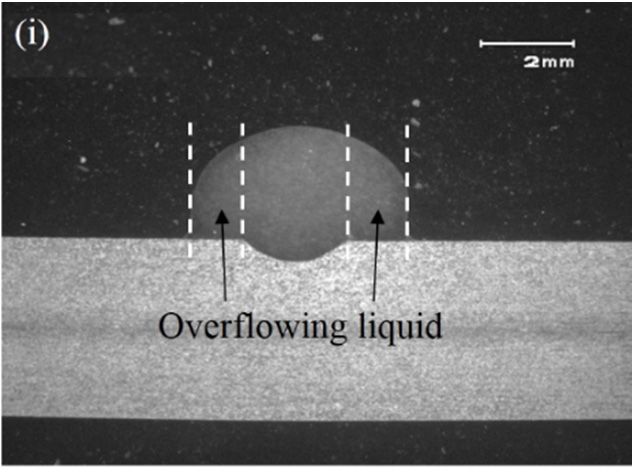
Metals 2019, 9, 146 6 of 10
droplet
Metals impingement,
2019, and the
9, x FOR PEER REVIEW weakened confining of liquid bottom, more molten metal is driven 6 of 10
downwards with little redirection backwards. As a result, a little molten metal flows backwards, which
the reinforcement
means is accumulates
a little metal flat. If the arcat
pressure
the rearcontinues to grow
of the weld pool, with the increase
and then of the average
the reinforcement current,
is flat. If the
more moltencontinues
arc pressure metal will be driven
to grow downwards
with the increase ofand
the less willcurrent,
average flow backwards.
more moltenThus,
metalthewill
back
be
reinforcement
driven downwards sticksand
outless
highwill
andflow
a sunken top surface
backwards. Thus,isthe
created.
back reinforcement sticks out high and a
If the
sunken topaverage current
surface is created.continues to grow, the base metal will burn through, which means that
the back
If thesurface
averageloses its delicate
current continuesbalance due
to grow, thetobase
the metal
oversized driving
will burn forces which
through, exerted on the
means weld
that the
pool.
back surface loses its delicate balance due to the oversized driving forces exerted on the weld pool.
3.2. Formation Mechanism of Reinforcement
When the thecurrent
currentisisatat a low
a low level,
level, the the
top top surface
surface of reinforcement
of reinforcement displaysdisplays an inverted
an inverted U-shaped U-
shaped(Figure
profile profile (Figure
2a). As 2a). As we
we can seecanfrom seeFigures
from Figure2c and2c4a, and Figure
when the4a, when the
average average
current is upcurrent
to 88 A, is
up to 88 A, reinforcement
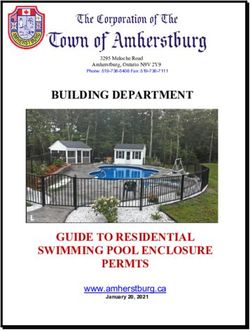
reinforcement is divided intois divided into three
three parallel parallel longitudinal
longitudinal parts by two parts by two
grooves grooves
(the (the red
red arrows in
arrows
Figure 4b)in Figure
along the4b) welding
along thedirection.
welding direction.
The three The three longitudinal
longitudinal parts lie inparts lie in the
the central and central and
both side
both side
planes, planes, respectively,
respectively, which represents
which represents a W-shapeda profile.W-shaped With profile. With the
the current currentfurther,
increasing increasingthe
further,
height ofthe height of reinforcement
reinforcement in all three
in all three longitudinal longitudinal
planes decreases planes
(Figure decreases
3b). Once(Figure 3b). Once
the current the
increases
current increases to 120 A, the reinforcement height in the central
to 120 A, the reinforcement height in the central plane goes down even below the top surface of plane goes down even below the
top
basesurface
metal, of the base
leaving metal,
merely theleaving merely the
reinforcement reinforcement
in the side plane abovein the the
sidebase
plane above
metal. Thetheshape
base metal.
of the
The shape of the
reinforcement at reinforcement at this stage
this stage is V-shaped is V-shaped
(Figures 2d and 4c). (Figure 2d and
However, theFigure 4c). However,will
side reinforcement the side
also
reinforcement
begin to sink and willfinally
also begin to sink
diminish andcurrent
if the finallycontinues
diminish to if the current
increase, continues
which indicatesto increase,
that the which
whole
indicates
reinforcementthat the whole
above reinforcement
the top surface hasabove the top Instead,
disappeared. surface has disappeared.
a thoroughly sunken Instead,
weldapoolthoroughly
surface
sunken
emergesweld pool2esurface
(Figures and 4d).emerges
The profile(Figureof the 2etop
andsurface
Figureis4d). The profile
U-shaped, as theofterm the reinforcement
top surface ishas U-
shaped, as the term
lost its meaning withreinforcement
the height of the hasweldlostpool
its meaning
above thewith basethe height
metal of the
having weld pool
thoroughly above the
disappeared.
base metal having
According thoroughly between
to the relationship disappeared. According to the
the reinforcement andrelationship
the base metal between the reinforcement
as described above, the
and the base metal
reinforcement as undergoes
profile described above,
the shapes the reinforcement
of inverted U, profileW, V, and undergoes
U periods.theThe shapes of inverted
formation U,
of these
W, V, and
profiles U periods.
is ascribed to The formation effect
the combined of these profiles
of heat is ascribed
input, driving to the combined
forces in the weld effect
pool,ofandheatthe
input,
role
driving
that the forces
weld poolin the weld
wall pool,
plays and the role
in bearing, that the weld
constraining, and pool wall plays
redirecting in bearing,
the liquid flow. Theconstraining,
inputted
and
heat redirecting
has the ability the liquid
to meltflow. The metal,
the base inputted heat then
which has theturnsability
intoto the melt
weldthepool.
base Themetal, whichforces
driving then
turns
exerted into
on the
the weld
weld pool.
pool areTheable
driving forces
to propel theexerted
moltenon the weld
metal in thepool
weldare able
pool to propel
to flow alongthe molten
a channel,
metal in
which the weld
consists poolweld
of the to flow
poolalong
wall.a Although
channel, which the wall consists of the
provides weld pool
a channel forwall. Although
the liquid the
to flow
wall
along,provides
the liquid,a channel
however, forbrings
the liquid
bothto flow along,
thermal energy theandliquid, however,
momentum brings
that both and
will melt thermal energy
corrode the
and momentum
weld that willthe
pool wall (namely, melt and corrode
channel). The heat the input
weld pool wall (namely,
and driving forces arethedirectly
channel). The heatby
controlled input
the
and driving
current, forces
whereas theare directly
channel is controlled
not only affectedby the by current, whereas
the current but the
alsochannel
determined is notby only
the affected by
state of the
the
basecurrent but also determined by the state of the base metal wall.
metal wall.
Figure 4. Appearances
Appearances of the top surface
surface for bead
bead welded
welded with different average current. (a) Less than
88A; (b) 104 A; (c) 120 A; (d) 136 A.
The flow pattern is simulated by Na and his coworkers as shown in Figure 5a, from which we
can see
see that
thatthe
theliquid
liquiddriven
drivenbyby
droplet
dropletimpingement
impingement flows downwards,
flows downwards, backwards (redirected),
backwards and
(redirected),
thenthen
and upwards. When
upwards. the average
When current
the average is small,
current bothboth
is small, the heat input
the heat and and
input driving forces
driving are at
forces a low
are at a
level which melts only a small amount of base metal and does not propel the molten
low level which melts only a small amount of base metal and does not propel the molten metal metal powerfully.
Combined with
powerfully. the bottom
Combined withwall
the in its solid
bottom wallstate, the
in its melted
solid metal
state, propelled
the melted by driving
metal propelledforces cannot
by driving
forces cannot flow deeply downwards, and meanwhile, because the driving forces are small, it gains
no ability to drive the liquid flow further backwards. Accordingly, the molten metal accumulates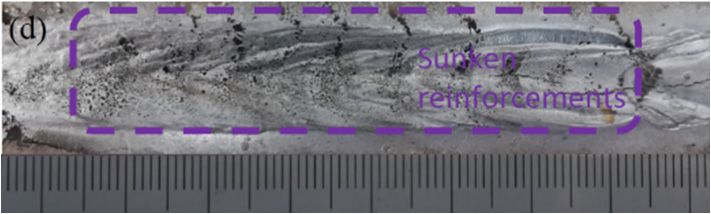
droplet impingement. Cheon et al. [18] indicated that the droplet impingement momentum strikes
the bottom of the weld pool first, and it detours backwards at a deep level where, finally, the liquid
propelled by the droplet impingement flows upwards along the rear solidified wall (Figure 5a). As
mentioned earlier, the top surface of the weld pool is depressed deep by the arc pressure, and the
deepest
Metals 2019,deformation
9, 146 lies at the surface right under the arc center, which is also exactly the7place of 10
where the upward liquid flows intensively. Hence, it can be seen from Figure 2b and Figure 5c that
the upward flow driven by droplet impingement gains the ability to break the constraint acted on the
flow deeply by
top surface downwards,
the surfaceand meanwhile,
tension because the
and arc pressure [19].driving forces
Moreover, are et
Chen small, it gains
al. [10] no abilitythat
also indicated to
drive the liquid flow further backwards. Accordingly, the molten metal accumulates high
the droplet impingement had the ability to elevate the reinforcement (Figure 5d). The reinforcement near the arc
center and plane
in central the inverted U-shape(Figure
then emerges of the 5c).
reinforcement comes into being, as shown in Figure 5b.
Metals 2019, 9, x FOR PEER REVIEW 8 of 10
Figure 5. The
Figure 5. The formation
formation mechanism
mechanism for for different
different weld
weld beads.
beads. (a)
(a) Simulated
Simulated flow
flow pattern
pattern of
of droplet
droplet
impingement
impingement (reproduced
(reproduced from
from [18],
[18], with
with permission
permission of
of Elsevier,
Elsevier, 2016);
2016); (b)
(b) schematic
schematic ofof bead
bead profile
profile
welded with current no more than 88 A; (c) schematic of bead profile welded with 104 A;
welded with current no more than 88 A; (c) schematic of bead profile welded with 104 A; (d) profile (d) profile of
simulation withwith
of simulation and without droplet
and without impingement
droplet (X = 13 mm)
impingement (X = (reproduced from [10], with
13 mm) (reproduced frompermission
[10], with
of Springer, 2018);
permission (e) schematic
of Springer, 2018); of(e)bead profile welded
schematic of beadwith 120 A;
profile (f) profile
welded withof120
simulation with and
A; (f) profile of
without droplet
simulation withimpingement
and without(Xdroplet
= 8 mm)impingement
(reproduced from
(X =[10], with (reproduced
8 mm) permission offrom
Springer,
[10],2018);
with
(g) schematic
permission ofofSpringer,
bead profile welded
2018); with 136ofA;bead
(g) schematic (h) width
profileexcess
welded of with
the top
136reinforcement over the
A; (h) width excess of
bottom one.
the top reinforcement over the bottom one.
Because the arc pressure obeys a Gaussian distribution, the regions adjacent the central plane
are also depressed heavily and only slightly inferior to that in the central plane. These regions,
however, gain far less intensive upward flow because of the limited effect of the impingement on the
liquid adjacent to the central plane, and the adjacent liquid is not able to negate the surface tension
[19] and remains at a low level. Hence, the interface of the sunken surface and the raised central
reinforcement, namely the grooves, forms. Thus, as illustrated by Figure 5c, the reinforcement in
central plane emerges on a depressed top surface.
The reason why the reinforcements in the side planes are above the base metal is attributed to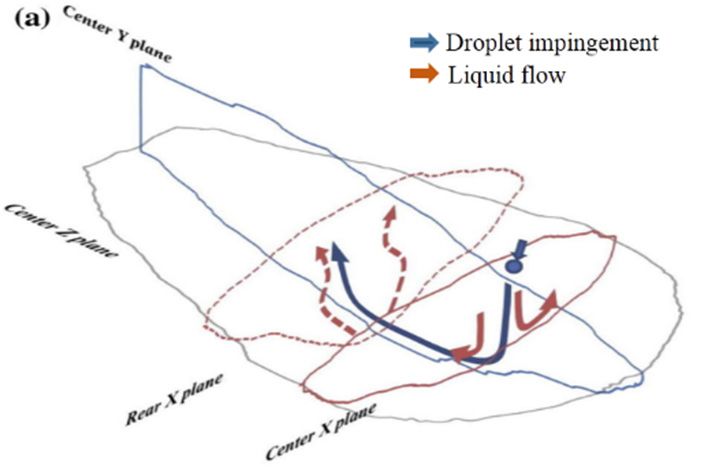
Metals 2019, 9, 146 8 of 10
3.2.1. W-Shaped Reinforcement
With the increase of the average current, the heat input and the driving forces consequently
increase. The more heat inputted means more base metal melted and stored, and a larger weld pool
forms. Thus, there is more liquid metal that can be driven to flow in the weld pool. Moreover, the
greater driving forces have the ability to propel a more intense convection in the weld pool. As
simulated by Wang et al. [16], the arc pressure increases significantly with the current augmented, and
the arc pressure for the peak current, 220 A, is almost six times higher than that at base current of
90 A. Because of the dominant role played by arc pressure in depressing the weld pool surface, the
greater arc pressure will no doubt cause a deeper weld pool surface deformation, which may affect
the reinforcement height in two ways: (1) The deeper weld pool surface, combined with the larger
weld pool, lowers the whole reinforcement height; and (2) the reinforcement maintains low height
when it solidifies at the rear part of the weld pool, which highlights the liquid flow driven by the
droplet impingement. Cheon et al. [18] indicated that the droplet impingement momentum strikes
the bottom of the weld pool first, and it detours backwards at a deep level where, finally, the liquid
propelled by the droplet impingement flows upwards along the rear solidified wall (Figure 5a). As
mentioned earlier, the top surface of the weld pool is depressed deep by the arc pressure, and the
deepest deformation lies at the surface right under the arc center, which is also exactly the place where
the upward liquid flows intensively. Hence, it can be seen from Figures 2b and 5c that the upward
flow driven by droplet impingement gains the ability to break the constraint acted on the top surface
by the surface tension and arc pressure [19]. Moreover, Chen et al. [10] also indicated that the droplet
impingement had the ability to elevate the reinforcement (Figure 5d). The reinforcement in central
plane then emerges (Figure 5c).
Because the arc pressure obeys a Gaussian distribution, the regions adjacent the central plane are
also depressed heavily and only slightly inferior to that in the central plane. These regions, however,
gain far less intensive upward flow because of the limited effect of the impingement on the liquid
adjacent to the central plane, and the adjacent liquid is not able to negate the surface tension [19] and
remains at a low level. Hence, the interface of the sunken surface and the raised central reinforcement,
namely the grooves, forms. Thus, as illustrated by Figure 5c, the reinforcement in central plane emerges
on a depressed top surface.
The reason why the reinforcements in the side planes are above the base metal is attributed to the
combined effect of heat input and arc pressure. First, the heat input follows a Gaussian distribution,
which determines that less base metal is melted far from the central plane. Therefore, the bottom wall
of the weld pool in the side plane is at a higher level than the central plane, which will resultantly
hold the liquid accumulated here at a high level. Meanwhile, Gaussian-distributed arc pressure also
has a weak distribution far from the central plane. In other words, the surfaces in the side planes are
not heavily depressed, and the molten metal that flows here will not be driven away and is able to
accumulate to form a reinforcement higher than the base metal. The reinforcements in the side planes
survive under the combined effect of heat input and arc pressure. The reinforcements in side and
central planes add up to form a W-shaped reinforcement.
3.2.2. V-Shaped Reinforcement
It should be pointed out that the base metal has been thoroughly penetrated discontinuously
during the W-shape stage, but there is still liquid flowing back because the heat input and arc pressure
are at a low level. With the current increasing to 120 A, the heat input and driving forces including arc
pressure climb to a higher level. During this stage, the base metal has been completely and steadily
penetrated, which indicates a thorough transition of the bottom wall from a solid state to a liquid state.
In addition, this complete transition suggests that the role of bearing, constraining, and redirecting the
fluid flow at a deep level played by the solid bottom wall has totally gone with the liquefying of the
solid wall. Thus, when the droplet impinges and strikes the frontier weld pool wall, the liquid wall can
no longer redirect the molten metal, and the liquid is driven straight down. With little liquid redirected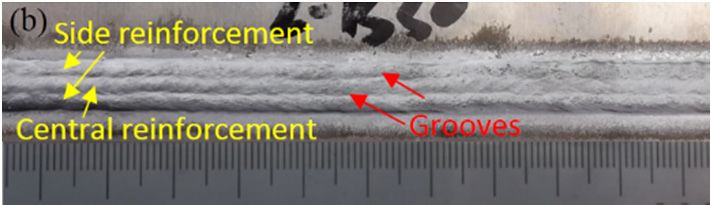
Metals 2019, 9, 146 9 of 10
backwards, little metal accumulates in the central plane to form the reinforcement. Therefore, as we
can see from Figure 5e, the reinforcement in the central plane disappears, leaving the crater formed by
droplet impingement solidified before being filled up again. Chen et al. [10] simulated the formation
process of the top surface profiles with and without droplet impingement, and the results showed
that the surface in the central plane is sunken when the droplet impinges the weld pool (Figure 5f).
The profile then becomes a V-shape, with the side reinforcements surviving alone.
3.2.3. U-Shaped Reinforcement
When the average current is up to 136 A, the weld width on the bottom surface is slightly wider
than that on the top surface, with 1.1 mm excess as shown by Figures 2e and 5g,h. Under this condition,
the excess in weld width of the bottom surface over that of the top surface indicates the loss of the
side solid wall, which plays the role of bearing and bracing the molten metal high when accumulating
until it solidifies to form a reinforcement higher than the base metal. Therefore, when the foundation
of bracing the liquid is missing because of the excessive heat input and arc pressure, the liquid
can no longer “stay” and accumulate at the side planes. The weld pool, which has lost the central
reinforcement in the previous stage, then collapses entirely, and the U-shape top surface (Figure 5g)
finally comes into being.
3.2.4. Four Stages of the Top Surface
The four stages of inversed-U, W, V, and U shape for the top surface that is gone with the increase
of the average current reveals that the reinforcement consists of the central plane and the side planes,
and the shape of the reinforcement is determined by the combined effect of heat input and the driving
forces exerted on a weld pool. At first, when the average current is small, because of the excess
accumulation of filler wire on the base metal and the low-level arc pressure, the reinforcement in
the side plane is covered by the accumulated molten filler metal. However, with the increase of
current, when the base metal melts more and the arc pressure depresses the weld pool greatly, the
side reinforcement emerges out from the top surface. Whereas once the bottom wall melts, it loses
the ability to redirect the liquid backwards, which leaves a groove in the central plane by the droplet
impingement. Moreover, the side reinforcement will also disappear because of the further increase of
heat input and arc pressure.
From the above analysis, it can also be seen that the essence of the role played by the bottom wall
is redistributing the molten metal, which is determined by the state of the bottom wall. When the
bottom wall is in a solid state, most of the molten metal in the weld pool is redirected backwards and
then flows upwards to form the reinforcement. However, once the bottom is thoroughly melted, which
means the loss of the ability to redirect the liquid, most of the molten metal flows downwards directly
and little is redirected backwards to form the reinforcement.
4. Conclusions
(1). The profile of weld beads obtained over a wide range of welding current in GMAW can be divided
into three stages: (i) the filler metal overflowing the weld pool; (ii) the filler metal matching the
weld pool; and (iii) the filler metal inadequate for the weld pool.
(2). Both the flow pattern in the weld pool and the profile of a weld bead are determined by the
combined effect of driving forces and the significant role played by the weld pool wall, such
as bearing, constraining, and redirecting the liquid. The essence of the bottom wall’s role is
redirecting and redistributing the molten metal.
(3). The top surface of the reinforcement goes through stages of inversed-U, W, V, and U shapes, which
consists of two parts: the central plate and the side plate. The side reinforcement is covered by
the central one when the current is at a low level and emerges gradually with increasing current.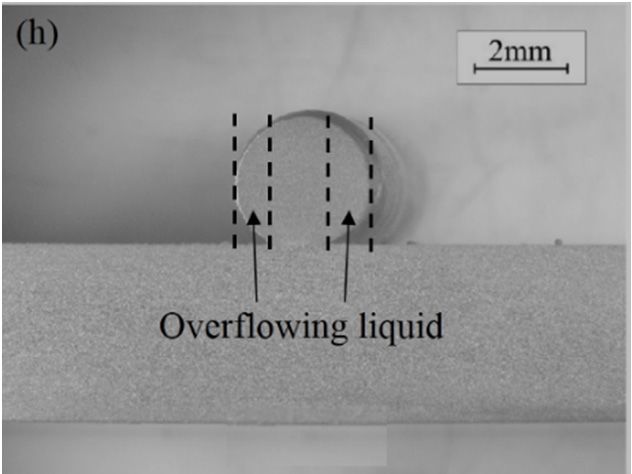
Metals 2019, 9, 146 10 of 10
Author Contributions: Conceptualization, Z.Z. and J.X.; methodology, Z.Z.; formal analysis, Z.Z.;
writing—original draft preparation, Z.Z. and J.X.; project administration, J.X.; funding acquisition, J.X.
Funding: This research was funded by the National Natural Science Foundation of China (51875213),
The High-level Leading Talent Introduction Program of GDAS (2016-GDASRC-0106), Natural Science Foundation
of Fujian (2018J01503), Longyan Science and Technology Project (2017LY68).
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Pal, K.; Pal, S.K. Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review.
J. Mater. Eng. Perform. 2010, 20, 918–931. [CrossRef]
2. Rao, Z.H.; Zhou, J.; Liao, S.M.; Tsai, H.L. Three-dimensional modeling of transport phenomena and their
effect on the formation of ripples in gas metal arc welding. J. Appl. Phys. 2010, 107, 054905. [CrossRef]
3. Meng, X.; Qin, G.; Zou, Z. Characterization of molten pool behavior and humping formation tendency in
high-speed gas tungsten arc welding. Int. J. Heat Mass Transf. 2018, 117, 508–516. [CrossRef]
4. Wang, L.; Chen, J.; Wu, C.; Gao, J. Backward flowing molten metal in weld pool and its influence on humping
bead in high-speed GMAW. J. Mater. Process. Technol. 2016, 237, 342–350. [CrossRef]
5. Liu, Z.; Fang, Y.; Qiu, J.; Feng, M.; Luo, Z.; Yuan, J. Stabilization of weld pool through jet flow argon gas
backing in C-Mn steel keyhole TIG welding. J. Mater. Process. Technol. 2017, 250, 132–143. [CrossRef]
6. Chai, X.; Yang, Y.K.; Carlson, B.E.; Kou, S. Gas Metal Arc Welding of Magnesium Alloys: Oxide Films, High
Crowns, and Fingers. Weld. J. 2015, 94, 16S–33S.
7. Pang, J.; Hu, S.; Shen, J.; Wang, P.; Liang, Y. Arc characteristics and metal transfer behavior of CMT + P
welding process. J. Mater. Process. Technol. 2016, 238, 212–217. [CrossRef]
8. Fan, H.G.; Kovacevic, R. A unified model of transport phenomena in gas metal arc welding including
electrode, arc plasma and molten pool. J. Phys. D Appl. Phys. 2004, 37, 2531–2544. [CrossRef]
9. Cho, M.H.; Farson, D.F. Understanding Bead Hump Formation in Gas Metal Arc Welding Using a Numerical
Simulation. Metall. Mater. Trans. B 2007, 38, 305–319. [CrossRef]
10. Chen, X.; Yu, G.; He, X.; Li, S.; Miao, H. Effect of droplet impact on molten pool dynamics in hybrid laser-MIG
welding of aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 209–222. [CrossRef]
11. Zhang, Z.; Xue, J.; Jin, L.; Wu, W. Effect of Droplet Impingement on the Weld Profile and Grain Morphology
in the Welding of Aluminum Alloys. Appl. Sci. 2018, 8, 1203. [CrossRef]
12. Liang, Y.; Hu, S.; Shen, J.; Zhang, H.; Wang, P. Geometrical and microstructural characteristics of the TIG-CMT
hybrid welding in 6061 aluminum alloy cladding. J. Mater. Process. Technol. 2017, 239, 18–30. [CrossRef]
13. Pickin, C.G.; Williams, S.W.; Lunt, M. Characterisation of the cold metal transfer (CMT) process and its
application for low dilution cladding. J. Mater. Process. Technol. 2011, 211, 496–502. [CrossRef]
14. Chen, S.; Xu, B.; Jiang, F. Blasting type penetrating characteristic in variable polarity plasma arc welding of
aluminum alloy of type 5A06. Int. J. Heat Mass. Transf. 2018, 118, 1293–1306. [CrossRef]
15. Mendez, P.F.; Eagar, T.W. Penetration and defect formation in high current arc welding. Weld. J. 2003, 82,
S296–S306.
16. Wang, L.L.; Lu, F.G.; Cui, H.C.; Tang, X.H. Investigation of molten pool oscillation during GMAW-P process
based on a 3D model. J. Phys. D Appl. Phys. 2014, 47, 465204. [CrossRef]
17. Wang, L.; Wu, C.S.; Gao, J.Q. Suppression of humping bead in high speed GMAW with external magnetic
field. Sci. Technol. Weld. Join. 2016, 21, 131–139. [CrossRef]
18. Cheon, J.; Kiran, D.V.; Na, S.J. CFD based visualization of the finger shaped evolution in the gas metal arc
welding process. Int. J. Heat Mass Transf. 2016, 97, 1–14. [CrossRef]
19. Silwal, B.; Santangelo, M. Effect of vibration and hot-wire gas tungsten arc (GTA) on the geometric shape.
J. Mater. Process. Technol. 2018, 251, 138–145. [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access
article distributed under the terms and conditions of the Creative Commons Attribution
(CC BY) license (http://creativecommons.org/licenses/by/4.0/).You can also read