IPPC BAT REFERENCE DOCUMENT LARGE VOLUME SOLID INORGANIC CHEMICALS FAMILY PROCESS BREF FOR SODA ASH - ESAPA - European Soda Ash Producers ...
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
EUROPEAN CHEMICAL INDUSTRY COUNCIL
________________________________________________
IPPC BAT REFERENCE DOCUMENT
LARGE VOLUME SOLID INORGANIC CHEMICALS
FAMILY
PROCESS BREF FOR SODA ASH
ESAPA – European Soda Ash Producers Association
Issue N°: 3 Date of issue: March 2004
Document approved by ESAPASoda Ash Process BREF - Issue N° 3 – March 2004 2
PROCESS BREF FOR SODA ASH
TABLE OF CONTENTS
PREFACE............................................................................................................................... 8
DEFINITIONS ....................................................................................................................... 9
1. GENERAL INFORMATION ......................................................................................... 10
1.1. HISTORY OF THE PRODUCTION...................................................................... 10
1.2. OVERVIEW ABOUT TYPE OF PRODUCTION ................................................ 11
1.2.1. Solvay process ..................................................................................................... 11
1.2.2. Trona and nahcolite based process....................................................................... 11
1.2.2.1. Trona ............................................................................................................. 11
1.2.2.2. Nahcolite ....................................................................................................... 12
1.2.3. Nepheline syenite process.................................................................................... 13
1.2.4. Carbonation of caustic soda ................................................................................. 13
1.3. USES IN INDUSTRIAL SECTORS ....................................................................... 13
1.3.1. Glass industry....................................................................................................... 13
1.3.2. Detergent industry................................................................................................ 13
1.3.3. Steel industry ....................................................................................................... 13
1.3.4. Non-ferrous metallurgy industry.......................................................................... 14
1.3.5. Chemical industry ................................................................................................ 14
1.3.5.1. Sodium bicarbonate ...................................................................................... 14
1.3.5.2. Sodium sesquicarbonate................................................................................ 14
1.3.5.3. Chemically pure sodium carbonate............................................................... 14
1.3.5.4. Sodium bichromate ....................................................................................... 15
1.3.5.5. Sodium percarbonate .................................................................................... 15
1.3.5.6. Sodium phosphates ....................................................................................... 15
1.3.5.7. Sodium silicates ............................................................................................ 15
1.3.5.8. Sodium sulfites.............................................................................................. 15
1.3.6. Other applications ................................................................................................ 15
1.4. PRODUCTION CAPACITY IN THE WORLD AND IN EUROPE................... 15
1.4.1. Worldwide............................................................................................................ 15
1.4.2. European Union ................................................................................................... 16
1.5. SOCIO-ECONOMICAL ASPECTS ....................................................................... 19
1.5.1. Main characteristics of the industry ..................................................................... 19
1.5.2. Social integration - employment .......................................................................... 19
1.5.3. General economic standing.................................................................................. 19
1.5.4. Environmental taxes and levies ........................................................................... 20
1.5.5. Manufacturing and operating cost ....................................................................... 20
2. APPLIED PROCESS AND TECHNIQUES ................................................................. 21
2.1. PROCESS .................................................................................................................. 21
2.1.1. Main chemical reactions ...................................................................................... 21
2.1.2. Process steps ........................................................................................................ 22
2.1.2.1. Brine purification .......................................................................................... 24
Soda Ash Process BREF - Issue N° 3 – March 2004 32.1.2.2. Lime kilns and milk of lime production........................................................ 25
2.1.2.3. Absorption of ammonia ................................................................................ 26
2.1.2.4. Precipitation of sodium bicarbonate ............................................................. 26
2.1.2.5. Separation of sodium bicarbonate from mother liquid ................................. 26
2.1.2.6. Sodium bicarbonate calcination .................................................................... 27
2.1.2.7. Ammonia recovery........................................................................................ 27
2.1.3. Product storage and handling............................................................................... 28
2.2. RAW MATERIALS.................................................................................................. 28
2.2.1. Brine..................................................................................................................... 28
2.2.1.1. Typical composition...................................................................................... 29
2.2.1.2. Storage .......................................................................................................... 29
2.2.2. Limestone............................................................................................................. 29
2.2.3. Carbon for the lime kiln ....................................................................................... 30
2.2.3.1. Typical composition...................................................................................... 30
2.2.3.2. Storage .......................................................................................................... 30
2.2.4. Ammonia.............................................................................................................. 31
2.2.4.1. Characteristics............................................................................................... 31
2.2.4.2. Storage .......................................................................................................... 31
2.2.5. Miscellaneous additives ....................................................................................... 31
2.3. MAIN OUTPUT STREAMS ................................................................................... 31
2.4. POSSIBILITIES FOR PROCESS OPTIMIZATION AND IMPROVEMENTS32
2.4.1. Purity of raw materials......................................................................................... 32
2.4.2. Raw material consumptions ................................................................................. 33
2.4.3. Energy .................................................................................................................. 33
3. PRESENT INPUT/OUTPUT LEVELS ......................................................................... 33
3.1. RAW MATERIALS.................................................................................................. 36
3.2. UTILITIES ................................................................................................................ 36
3.2.1. Steam.................................................................................................................... 36
3.2.2. Process water ....................................................................................................... 36
3.2.3. Cooling waters ..................................................................................................... 37
3.2.4. Electricity ............................................................................................................. 37
3.3. GASEOUS EFFLUENTS ......................................................................................... 38
3.3.1. Particulate dust..................................................................................................... 38
3.3.2. Carbon dioxide and monoxide ............................................................................. 39
3.3.3. Nitrogen oxides .................................................................................................... 39
3.3.4. Sulfur oxides ........................................................................................................ 39
3.3.5. Ammonia.............................................................................................................. 40
3.3.6. Hydrogen sulfide.................................................................................................. 40
3.4. LIQUID EFFLUENTS ............................................................................................. 41
3.4.1. Wastewater from distillation................................................................................ 41
3.4.2. Wastewater from brine purification ..................................................................... 43
3.5. SOLID EFFLUENTS................................................................................................ 44
3.5.1. Fines of limestone ................................................................................................ 44
3.5.2. Non recycled stone grits at slaker ........................................................................ 44
3.6. CO-PRODUCTS ....................................................................................................... 45
3.6.1. Calcium chloride .................................................................................................. 45
3.6.2. Refined sodium bicarbonate ................................................................................ 45
3.6.2.1. Background information ............................................................................... 45
Soda Ash Process BREF - Issue N° 3 – March 2004 43.6.2.2. Process description........................................................................................ 48
3.6.2.3. Major environmental impact......................................................................... 50
4. CANDIDATE BEST AVAILABLE TECHNIQUES.................................................... 51
4.1. ENVIRONMENTAL ASPECTS ............................................................................. 51
4.2. ENERGY MANAGEMENT ................................................................................... 52
4.2.1. Energy conversion of primary fuels..................................................................... 52
4.2.2. Energy saving in the process................................................................................ 53
4.2.2.1. Heat recovery ................................................................................................ 53
4.2.2.2. Energy minimisation ..................................................................................... 53
4.3. GASEOUS EFFLUENTS MANAGEMENT.......................................................... 54
4.3.1. Calcination of limestone ...................................................................................... 54
4.3.2. Precipitation of crude sodium bicarbonate .......................................................... 55
4.3.3. Filtration of the bicarbonate................................................................................. 56
4.3.4. Production of dense soda ash ............................................................................... 56
4.3.5. Conveying and storage of light and dense soda ash............................................. 56
4.4. LIQUID EFFLUENT MANAGEMENT ................................................................ 57
4.4.1. Liquid effluent treatments.................................................................................... 57
4.4.1.1. Marine outfalls .............................................................................................. 58
4.4.1.2. Lake and river discharge ............................................................................... 58
4.4.1.3. Settling ponds................................................................................................ 59
4.4.1.3.1. Purpose and principles ........................................................................... 59
4.4.1.3.2. Operation of settling basins ................................................................... 59
4.4.1.3.3. Monitoring during operation.................................................................. 60
4.4.1.3.4. Hydraulic confinement........................................................................... 60
4.4.1.3.5. Coverage and final closure..................................................................... 60
4.4.1.4. Underground disposal ................................................................................... 60
4.4.2. Liquid effluent discharge management................................................................ 61
4.4.2.1. Concept of equalisation in modulation basins .............................................. 61
4.4.2.2. Performance .................................................................................................. 61
4.4.2.3. Available techniques ..................................................................................... 62
4.4.2.4. Management of equalization basins.............................................................. 62
4.4.3. Adjustment of pH................................................................................................. 62
4.4.4. By-products recovery and reuse........................................................................... 63
4.4.4.1. Dissolved CaCl2 in distillation wastewater ................................................... 63
4.4.4.2. Suspended solids in distillation wastewater.................................................. 63
4.4.4.3. Product from brine purification .................................................................... 64
4.5. SOLID MATERIALS MANAGEMENT................................................................ 65
4.5.1. Limestone fines .................................................................................................... 65
4.5.2. Grits from slaker .................................................................................................. 65
5. BEST AVAILABLE TECHNIQUES FOR THE MANUFACTURING OF SODA
ASH ....................................................................................................................................... 65
5.1. INTRODUCTION..................................................................................................... 65
5.2. CONSIDERATION TO BE TAKEN INTO ACCOUNT WHEN
DETERMINING BAT FOR THE MANUFACTURING OF SODA ASH ................ 67
5.3. EMISSION TO WATER.......................................................................................... 68
5.3.1. Ammonia.............................................................................................................. 68
5.3.2. Suspended solids.................................................................................................. 69
Soda Ash Process BREF - Issue N° 3 – March 2004 55.4. EMISSION TO AIR ................................................................................................. 71
5.4.1. Lime kilns gas ...................................................................................................... 71
5.4.1.1. Quantity of lime kiln gas produced............................................................... 72
5.4.1.2. Composition of lime kiln gas ........................................................................ 72
5.4.2. Gas effluent of the manufacturing sector............................................................. 73
5.4.3. Dust ...................................................................................................................... 74
5.5. ENERGY ................................................................................................................... 74
Heat recovery ............................................................................................................. 74
Energy minimisation .................................................................................................. 75
6. REFERENCES................................................................................................................. 76
Soda Ash Process BREF - Issue N° 3 – March 2004 6PROCESS BREF FOR SODA ASH
LIST OF TABLES
Table 1 Worldwide capacity of soda ash manufacture (reference year : 2000) ............. 16
Table 2 European soda ash capacity and producers (reference year : 2002)................. 17
Table 3 Soda ash manufacturing costs............................................................................... 20
Table 4 Plant area/operations ............................................................................................. 24
Table 5 Raw and purified brines (typical composition ranges) ....................................... 29
Table 6 Coke for lime kilns (typical composition ranges) ................................................ 30
Table 7 Main output streams from the soda ash process ................................................. 32
Table 8 Soda ash process major Input/Output levels ....................................................... 35
Table 9 Wastewater from distillation................................................................................. 42
Table 10 Effluent from brine purification (typical composition) ................................... 43
Table 11 Solid effluents from soda ash process................................................................. 44
Table 12 Worldwide Refined Sodium Bicarbonate Annual Capacities (reference year :
2002) .............................................................................................................................. 45
Table 13 Consumption of Refined Sodium Bicarbonate in EU (reference year : 2002)
........................................................................................................................................ 46
Table 14 European Refined Sodium Bicarbonate capacity and producers (reference
year : 2002) ................................................................................................................... 47
Table 15 Vent gas from bicarbonation columns blown with lime kiln gas..................... 50
Table 16 Vent gas from lime kilns after cleaning.............................................................. 55
Table 17 Vent gas from column section after washing .................................................... 55
Table 18 Filter gas after washing ....................................................................................... 56
Table 19 Typical gas composition resulting of limestone calcination ............................. 72
Table 20 Vent gas from column section after washing ..................................................... 73
Table 21 Ranges of energy consumption ........................................................................... 75
LIST OF FIGURES
Figure 1 Geographic distribution of soda ash plants (Solvay process) within the
European Union (2002)................................................................................................ 18
Figure 2 Process block diagram for the manufacture of soda ash by the Solvay process
........................................................................................................................................ 23
Figure 3 Process block diagram for the manufacture of refined sodium bicarbonate.. 49
Soda Ash Process BREF - Issue N° 3 – March 2004 7PREFACE The European Soda Ash Producers Association (ESAPA), through CEFIC, has produced this Best Practice Reference Document (BREF) in response to the EU Directive on Integrated Pollution Prevention and Control (IPPC Directive). The document was prepared by technical experts from the ESAPA member companies and covers primarily the production of soda ash (sodium carbonate) by the Solvay Ammonia-Soda process. This BREF reflects industry perceptions of what techniques are generally considered to be feasible and presently available and achievable emission levels associated with the manufacturing of soda ash. It does not aim to create an exhaustive list of Best Available Techniques (BAT) but highlights the most widely used and accepted practices. The document uses the same definition of BAT as that given in the IPPC Directive 96/61 EC of 1996. BAT covers both the technology used and the management practices necessary to operate a plant efficiently and safely. The principles of Responsible Care to which the companies voluntarily adhere provide a good framework for the implementation of management techniques. The BREF is focused primarily on the technological processes, since good management is considered to be independent of the process route. It should be noted that different practices have developed over time, dependant upon national and local regulatory requirements, differences in plant location and issues of local environmental sensitivity. This has resulted in differences in best practices between EU Member States. Moreover certain practices may be mutually exclusive and it must no be assumed that all achievable minima can be met by all operations at the same time. Neither CEFIC, ESAPA nor any individual company can accept liability for accident or loss attributable to the use of the information provided in this document Soda Ash Process BREF - Issue N° 3 – March 2004 8
DEFINITIONS The following definitions are taken from Council directive 96/61/EC of 1996 on Integrated Pollution Prevention and Control: “Best Available Techniques” shall mean the most effective and advanced stage in the development of activities and their methods of operation which indicate the practical suitability of particular techniques for providing, in principle, the basis for emission limit values designed to prevent or, where that is not practicable, generally to reduce emissions and the impact on the environment as a whole: "Techniques" include both the technology used and the way in which the installation is designed, built, maintained, operated and decommissioned. “Available” techniques shall mean those developed on a scale which allows implementation in the relevant industrial sector, under economically and technically viable conditions, taking into consideration the costs and advantages, whether or not the techniques are used or produced inside the Member State in question, as long as they are reasonably accessible to the operator. “Best” shall mean most effective in achieving a high general level of protection for the environment as a whole. Soda Ash Process BREF - Issue N° 3 – March 2004 9
1. GENERAL INFORMATION 1.1. HISTORY OF THE PRODUCTION Before the advent of industrial processes, sodium carbonate, often-called soda ash, came from natural sources, either vegetable or mineral. Soda made from ashes of certain plants or seaweed has been known since antiquity. At the end of the 18th century, available production was far below the growing demand due to the soap and glass market. The French Academy of Science offered an award for the invention of a practical process to manufacture soda ash. Nicolas Leblanc proposed a process starting from common salt and obtained a patent in 1791. The so-called Leblanc or “black ash” process was developed in the period 1825 till 1890. The major drawback of this process was its environmental impact with the emission of large quantities of HCl gas and the production of calcium sulfide solid waste which not only lost valuable sulfur but also produced poisonous gases. In 1861, Ernest Solvay rediscovered and perfected the process based on common salt, limestone and ammonia. Competition between both processes lasted many years, but relative simplicity, reduced operating costs and, above all, reduced environmental impact of the Solvay process ensured its success. From 1885 on, Leblanc production took a downward curve as did soda ash price and by the First World War, Leblanc soda ash production practically disappeared. Since then, the only production process used in Western Europe as well as in main part of the world is the Solvay process. In the meantime and mainly since the twenties, several deposits of minerals containing sodium carbonate or bicarbonate have been discovered. Nevertheless the ore purity and the location of these deposits, as well as the mining conditions of these minerals, has limited the effective number of plants put into operation. Soda Ash Process BREF - Issue N° 3 – March 2004 10
1.2. OVERVIEW ABOUT TYPE OF PRODUCTION
1.2.1. Solvay process
The Solvay process, also called ammonia soda process, uses salt (NaCl) and limestone
(CaCO3) as raw materials. Ammonia, which is also used in the process, is almost totally
regenerated and recycled. The main advantage of this process is the availability of the raw
materials, which can be found almost everywhere in the world and therefore allows
operating production units relatively close to the market.
The Solvay process produces “light soda ash”, with a specific weight or pouring density of
about 500 kg/m3. It is used in that form mainly for the detergent market and certain chemical
intermediates.
“Light soda ash” is transformed by recrystallization firstly to sodium carbonate
monohydrate, and finally to “dense soda ash” after drying (dehydration). Dense soda ash has
a pouring density of about 1000 kg/m3. It is used mainly in the glass industry. Dense soda
ash can also be produced by compaction.
Some producers have made several modifications to the original process. The main ones are:
- the “dual process”, which allows production units to co-produce in nearly equal
quantities ammonium chloride, which is used as a fertilizer in rice cultivation.
There are several plants in the world which are working with that process. Most are
situated in China
- the “Akzo” or “dry lime” process, which uses dry lime instead of lime milk for
ammonia recovery
1.2.2. Trona and nahcolite based process
All processes are based on ore treatment from which impurities (i.e. organics and insolubles)
have to be stored underground or in tailing ponds.
1.2.2.1. Trona
Trona minerals can be found underground (Green River trona deposit in Wyoming - USA,
Inner Mongolia - China, Henan - China) or in dry lakes (Searles Lake trona brine deposit in
California – USA, Magadi Lake trona brine deposit in Kenya, Sua Pan trona brine deposit in
Botswana).
Soda Ash Process BREF - Issue N° 3 – March 2004 11Underground "dry" trona processing consists in several steps:
- mechanical mining by the “room and pillar” or “long wall” method
- as trona is an impure sodium sesquicarbonate mineral (Na2CO3·NaHCO3·2H2O),
it has firstly to be calcined to produce a soda ash still containing all the impurities
from the ore
- next, calcined trona is dissolved, the solution is settled and filtered to remove
impurities (insolubles and organics)
- the purified liquor is sent to evaporators where sodium monohydrate crystals
precipitate
- the monohydrate slurry is concentrated in centrifuges before drying and
transformation into dense soda ash
Deposits from trona lakes and solution mined trona are processed as follows :
- dissolving trona in wells
- carbonation of the solution in order to precipitate sodium bicarbonate
- filtration of the slurry
- calcination of the bicarbonate to get “light soda ash”, recycling of the carbon
dioxide to the carbonation
- “light soda ash” transformation into “dense” by the “monohydrate method”
- carbon dioxide make-up produced by burner off-gas enrichment
1.2.2.2. Nahcolite
A Nahcolite deposit has been found in Piceance Creek in Colorado - USA and an industrial
soda ash plant has been put into operation at the end of the year 2000. Little practical
experience of this process is therefore available.
Nahcolite is processed as follows:
- by solution mining (wells, with injection of hot mother liquor returned from the
surface facilities)
- as nahcolite is an impure sodium bicarbonate mineral (NaHCO3), it must be treated
- the hot solution is decarbonated by heating
- the solution is sent to settling and filtration.
- next, the purified liquor is sent to evaporators where sodium monohydrate
precipitates
- the slurry is concentrated by centrifugation and the monohydrate crystals
transformed to soda ash by drying
- the mother liquor is sent back to the solution mining
Soda Ash Process BREF - Issue N° 3 – March 2004 121.2.3. Nepheline syenite process There is still a process operated in Russia, mainly in a plant situated in Siberia, which uses mixed minerals and allows the coproduction of alumina, cement and soda ash. The soda ash produced is of poor quality. 1.2.4. Carbonation of caustic soda Small quantities of soda ash are made by the carbonation of caustic soda. This produces a soda liquor solution which is treated in similar ways to those described above. Alternatively where this caustic soda is from diaphragm cells it contains high levels of residual sodium chloride which can be used either in conjunction with a conventional Solvay ammonia soda process or in the brine purification process. 1.3. USES IN INDUSTRIAL SECTORS Soda ash is a commodity chemical used in several branches of industry. The main ones are quoted in the following paragraphs. 1.3.1. Glass industry Soda ash is used in the manufacturing of flat and container glass. Acting as a network modifier or fluxing agent, it allows lowering the melting temperature of sand and therefore reduces the energy consumption. 1.3.2. Detergent industry Soda ash is used in a large number of prepared domestic products: soaps, scouring powders, soaking and washing powders containing varying proportions of sodium carbonate, where the soda ash acts primarily as a builder or water softener. 1.3.3. Steel industry Soda ash is used as a flux, a desulfurizer, dephosphorizer and denitrider. Soda Ash Process BREF - Issue N° 3 – March 2004 13
1.3.4. Non-ferrous metallurgy industry
- treatment of uranium ores
- oxidizing calcination of chrome ore
- lead recycling from discarded batteries
- recycling of zinc, aluminium
1.3.5. Chemical industry
Soda ash is used in a large number of chemical reactions to produce organic or inorganic
compounds used in very different applications.
1.3.5.1. Sodium bicarbonate
- animal feeds to balance their diets to compensate for seasonal variations and meet
specific biological and rearing needs
- paper industry for paper sizing
- plastic foaming
- water treatment
- leather treatment
- flue gas treatment, especially in incinerators
- detergent and cleaning products such as washing powders and liquids, dishwashing
products, etc…
- drilling mud to improve fluidity
- fire extinguisher powder
- human food products and domestic uses : baking soda, effervescent drinks,
toothpaste, fruit cleaning, personal hygiene, etc…
- pharmaceutical applications : effervescent tablets, haemodialysis
1.3.5.2. Sodium sesquicarbonate
- bath salts, water softener
1.3.5.3. Chemically pure sodium carbonate
- pharmaceuticals industry, cosmetics, food industry and fine chemicals
Soda Ash Process BREF - Issue N° 3 – March 2004 141.3.5.4. Sodium bichromate
1.3.5.5. Sodium percarbonate
- bleaching agent for various fabrics and constituent of domestic detergent powders
- cosmetology
1.3.5.6. Sodium phosphates
1.3.5.7. Sodium silicates
1.3.5.8. Sodium sulfites
1.3.6. Other applications
- production of various chemical fertilizers
- production of artificial sodium bentonites or activated bentonites
- manufacture of synthetic detergents
- organic and inorganic coloring industry
- enamelling industry
- petroleum industry
- fats, glue and gelatine industry, etc.
1.4. PRODUCTION CAPACITY IN THE WORLD AND IN EUROPE
1.4.1. Worldwide
The current worldwide soda ash nameplate capacity is estimated to be around
42 million t/year. The split between processes and geographical zones is given in Table 1.
Soda Ash Process BREF - Issue N° 3 – March 2004 15Table 1
Worldwide capacity of soda ash manufacture
(reference year : 2000)
Production EU25 Rest of North. Latin Asia Africa Oceania Total
capacity Europe America America
million t/year
Solvay 7.7 6.6 0.5 9.7 0.1 0.4 25
process
Na minerals 11.6 0.5 0.6 12.7
process
Others 0.1 0.8 3.7 4.6
Total 7.8 7.4 11.6 0.5 13.9 0.7 0.4 42.3
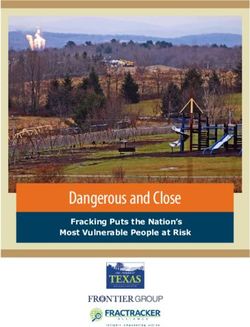
1.4.2. European Union
There are only four producers in the European Union (EU15) applying the Solvay process:
Solvay, Brunner Mond, Novacarb , Sodawerk Stassfurt, with a total capacity of 6625
kt/year. BASF has two plants which co-produce sodium carbonate with a combined capacity
of 65 kt/year.
Solvay has 7 plants situated in 6 countries: France, Germany, Italy, Spain, Portugal and
Austria with a total capacity of 4200 kt/year.
Brunner Mond has 3 plants in 2 countries: United Kingdom and Netherlands with a total
capacity of 1375 kt/year.
Novacarb has one plant, in France, with a capacity of 600 kt/year.
Sodawerk Stassfurt has one plant, in Germany, with a capacity of 450 kt/year.
The enlarged European Union (EU25) will take in two additional plants in Poland operated
by Ciech with a combined capacity of (1100 kt/year) already member of ESAPA. ESAPA
also represents the Turkish operation of Şişecam (800 kt/year) and the Bulgarian factory
(1200 kt/year) operated as a production joint venture between Solvay (75%) and Şişecam
(25%) and the two Romanian factories operated by Bega with a combined capacity of (710
kt/year). These give a combined additional production capacity of 3810 kt/year.
Soda Ash Process BREF - Issue N° 3 – March 2004 16Table 2
European soda ash capacity and producers
(reference year : 2002)
Producers Country - location Capacity (kt/year) Plant start-up
(*)
Solvay France – Dombasle 700 1874
Germany – Rheinberg 600 1903
Germany – Bernburg 540 1883
Spain – Torrelavega 950 1908
Italy – Rosignano 1020 1917
Portugal – Povoa 230 1934
Austria – Ebensee 160 1885
Solvay - Şişecam Bulgaria – Devnya 1200 1954
Brunner Mond United Kingdom – Northwich 1000 1873
(Winnington/Lostock)
The Netherlands – Delfzijl 375 1958
Novacarb France - La Madeleine 600 1884
Sodawerk Germany – Stassfurt 450 1886
Stassfurt
Ciech Janikosoda Poland – Janikowo 550 1957
Ciech Soda Poland – Inowroclaw 550 1879
Matwy
Soda Sanayii Turkey – Mersin 800 1975
Bega Govora Romania – Govora 400 1960
Bega Upsom Romania – Ocna Mures 310 1894
Sodaso Bosnia – Herzegovina 260 1893
BASF - 65 -
(*) Obviously, all these plants have been revamped several times in order to implement technology upgrade
and plant capacity has been increased progressively to follow market demand.
Production sites in the European Union are shown on a map in Figure 1.
Soda Ash Process BREF - Issue N° 3 – March 2004 17~ ~ Delfzijl Stassfurt
Northwich (2)
~ ~ Inowroclaw
Rheinberg ~ ~ Janikowo
~ Bernburg
Dombasle
~~
La Madeleine ~
Ebensee ~Ocna Mures
~ Govora
~ ~
Lukavac ~
Torrelavega
~ Devnya
Rosignano
~
Povoa
Mersin
~
Figure 1
Geographic distribution of soda ash plants (Solvay process)
within the European Union (2002)
Soda Ash Process BREF - Issue N° 3 – March 2004 181.5. SOCIO-ECONOMICAL ASPECTS 1.5.1. Main characteristics of the industry Soda ash is a chemical product of the inorganic “commodity” family. As one of the major raw materials of the chemical and glass industry, it is also of strategic importance for the industrial framework in the world and especially in Europe. The estimated invested capital necessary to build a new soda ash plant in the EU is very high : about 600 €/t of annual capacity (excluding the cost of steam and power plant). The current economic situation could not justify the construction of new plants and for many years producers have been progressively revitalizing and modernizing existing plants. 1.5.2. Social integration - employment The total number of people employed directly by the European producers (EU25) is estimated at 8500 persons (or about 900 t per person employed per year). These numbers will of course depend upon the boundary of operation and will therefore vary from site to site. Furthermore, there are a certain number of subcontractors working in the plants on activities such as bagging, loading, transport, engineering, construction, maintenance,…which can be estimated to 14000 persons. In Western Europe it is estimated that about 22500 are employed, directly and indirectly, in the production of soda ash and direct derivatives. 1.5.3. General economic standing Since the end of the eighties, the progressive opening of the borders, the reduction of trade barriers and the reduction of transportation costs have created very competitive conditions in the soda ash business to the point where today this market can be considered as worldwide and predominantly commodity. The European Union soda ash industry has suffered severely from these changes. In the last ten years, five plants shut down: three in Germany, one in France and one in Belgium. Constant efforts have been made by the European soda ash industry to improve its competitiveness in order to resist cheap Eastern Europe and US imports. The soda ash industry in these other regions is favoured by lower energy costs both for natural gas and electricity. Soda Ash Process BREF - Issue N° 3 – March 2004 19
Total manpower costs in the EU are, in general, significantly higher than in the US and than
in Eastern Europe.
At the beginning of the twenty-first century, the European soda ash industry is still being
challenged by US and Eastern Europe imports.
1.5.4. Environmental taxes and levies
There is no consistent picture throughout Europe on Environmental Taxes or Levies. In the
UK the majority of the costs are associated with maintenance of existing authorisations
where as in other member states the emphasis is on taxes for specific discharges to water, or
emissions to atmosphere.
As for other industries, a number of taxes and levies are imposed on producers, such as
social or environmental fees.
The soda ash sector is especially sensitive to those when they are based on occupied surface,
water consumption or energy inputs/outputs and emission.
In some countries, the total amount of taxes and levies, including local taxes, energy,
mining, housing, training, properties… are as high as 6.4 €/t soda ash.
1.5.5. Manufacturing and operating cost
Exact Figures for production costs are obviously confidential. A rough existing indication
provided by consultants is given in Table 3. These data have to be considered carefully since
operating costs will vary depending on the production location.
Table 3
Soda ash manufacturing costs
Item Cost [€/t soda ash]
Raw materials 25
Energy 40
Labour 35
Maintenance 20
Total (cash costs) 120
Soda Ash Process BREF - Issue N° 3 – March 2004 20The actual cost will vary according to a number of factors including location and ownership
of raw materials, energy sources etc.
2. APPLIED PROCESS AND TECHNIQUES
2.1. PROCESS
2.1.1. Main chemical reactions
The SOLVAY process relative to the production of soda ash could be summarized by the
theoretical global equation involving the two main components: sodium chloride and
calcium carbonate.
2 NaCl + CaCO3 → Na2CO3 + CaCl2
In practice this direct way is not possible and it needs the participation of other substances
and many different process steps to get the final product: soda ash.
First reactions occur in salt solution (brine). First of all, ammonia is absorbed (1) and then,
the ammoniated brine is reacted with carbon dioxide to form successive intermediate
compounds: ammonium carbonate (2) then ammonium bicarbonate (3). By continuing
carbon dioxide injection and cooling the solution, precipitation of sodium bicarbonate is
achieved and ammonium chloride is formed (4). Chemical reactions relative to different
steps of the process are written below:
NaCl + H2O + NH3 ↔ NaCl + NH4OH (1)
2 NH4OH + CO2 ↔ (NH4)2 CO3 + H2O (2)
(NH4)2CO3 + CO2 + H2O ↔ 2 NH4HCO3 (3)
2 NH4HCO3 + 2 NaCl ↔ 2 NaHCO3 ↓ + 2 NH4Cl (4)
Sodium bicarbonate crystals are separated from the mother liquor by filtration, then sodium
bicarbonate is decomposed thermally into sodium carbonate, water and carbon dioxide (5).
2 NaHCO3 → Na2CO3 + H2O Ê + CO2 Ê (5)
CO2 is recovered in the carbonation step (see equations 2 and 3 above). CO2 recovery cycle
is shown in Figure 2.
Soda Ash Process BREF - Issue N° 3 – March 2004 21Mother liquor is treated to recover ammonia. The ammonium chloride filtrate (4) is reacted
with alkali, generally milk of lime (6), followed by steam stripping to recover free gaseous
ammonia:
2 NH4Cl + Ca(OH)2 → CaCl2 + 2 NH3 Ê + 2 H2O (6)
NH3 is recycled to the absorption step (see equation 1 above). Ammonia recovery cycle is
shown in Figure 2.
Carbon dioxide and calcium hydroxide originate from limestone calcination (7) followed by
calcium oxide hydration (8).
CaCO3 → CaO + CO2 Ê (7)
CaO + H2O → Ca(OH)2 (8)
Brine (NaCl) has to be treated before the input in the process to remove impurities : calcium
and magnesium. If not removed they would react with alkali and carbon dioxide to produce
insoluble salts contributing to scale formation inside equipment. Brine purification reactions
are described in the following equations:
Ca2+ + CO3 2- → CaCO3 ↓ (9)
Mg2+ + 2 OH- → Mg(OH)2 ↓ (10)
Sodium carbonate formed (equation 5) is called "light soda ash" because its bulk density is
approximately 0.5 t/m3. A subsequent operation called densification enables this value to be
doubled by crystallisation into sodium monohydrate, by adding water (equation 11) then
followed by drying (equation 12). Final product is "dense soda".
Na2CO3 + H2O -------- > Na2CO3.H2O (11)
Na2CO3.H2O --------- > Na2CO3 + H2O Ê (12)
2.1.2. Process steps
The SOLVAY process has been described in details in several recognized references (see
chapter 6).
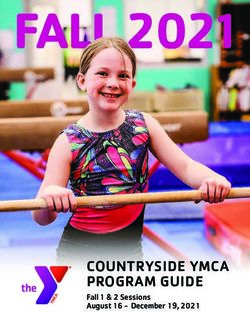
Chemical reactions described in § 2.1.1 are realized industrially in different areas illustrated
in the block diagram of Figure 2.
Soda Ash Process BREF - Issue N° 3 – March 2004 22GO1
vent or recovery for
bicarbonate production
washing LO3 bis
LIMESTONE of the gas
water
washing and CO2 gas
cooling
screening of the LO3
CARBON
limestone
(COKE,…) RAW BRINE
reagents
fines
calcination brine
SO1 LO1
lime kilns purification
wastewater with salt impurities
limestone
unburnt
(CaCO3, Mg(OH)2…)
lime
NH3 make up
water
vapor
GO4 slaking of the NH3 gas washing with GO2
lime absorption purified brine
water
water
LO4 energy
fines containing
GI2
inert material
lime milk
ammonia
recovery
NH3 CO2
carbonation of
cycle
gas
ammoniated cooling
compression
brine
SO2 air
steam recovery of CO2
filtration
ammonia recovery cycle
wastewater LI2 GI3
treatment of calcination of gas cooling and
LO2
the wastewater crude washing with
bicarbonate purified brine GO6
energy dedusting
gas washing
with purified storage of light LIGHT
brine soda ash SODA ASH
monohydratation water
of the light soda
GO3 ash
vacuum pumps
GO7
dedusting
water
vapor
washer drying of the storage of dense DENSE
GO5 GI5 monohydrate SODA ASH
condenser soda ash
energy
LEGEND
process raw materials,
solid liquid gaseous streams XXX end products
liquids
optional operation GI, GO LI, LO SI, SO = Gaseous, Liquid, Solid streams Inlets/Outlets
Figure 2
Process block diagram for the manufacture of soda ash
by the Solvay process
Soda Ash Process BREF - Issue N° 3 – March 2004 23The usual names of the plant area where the main process operations are taking place are
given in Table 4.
Table 4
Plant area/operations
Area Operation
Brine purification Brine preparation (9) (10) (*)
Lime kilns and slaker (dissolver) Limestone calcination and milk of lime
production (7) (8)
Absorption Absorption of ammonia (1)
Columns (Carbonation Towers) Precipitation of NaHCO3 (2) (3) (4)
Filtration Separation of NaHCO3 crystals from
mother liquor
Calcination Decomposition of NaHCO3
to Na2CO3 (5)
Distillation Recovery of ammonia (6)
Densification Production of dense soda ash (11) (12)
(*) Figures in brackets refer to equations in section 2.1.1
2.1.2.1. Brine purification
Impurities such as calcium and magnesium have to be removed from brine. This operation is
achieved in the brine purification area.
Magnesium ions, Mg2+, are precipitated as insoluble magnesium hydroxide, Mg(OH)2, by
the addition of an alkaline reagent. The most commonly used reagent is milk of lime as this
is already produced in large quantity for ammonia recovery; another possibility consists of
using sodium hydroxide (NaOH).
Calcium ions, Ca2+ are precipitated as insoluble calcium carbonate, CaCO3, by reaction with
sodium carbonate. Depending upon the purification process used and to sulfate and
magnesium contents, a certain amount of calcium can be precipitated as gypsum
(CaSO4.2H2O).
Soda Ash Process BREF - Issue N° 3 – March 2004 24Addition of these two reagents is regulated in such a way as to reach the necessary reagent excesses for adequate purification. A sufficient reaction time of the suspension that contains suspended CaCO3 and Mg(OH)2 ensures a correct crystallization of the two components. Thereafter the separation of Mg(OH)2 and CaCO3 from the purified brine is usually achieved in a decanter or brine settler. The decanter has to be purged frequently (stream LO1 in Figure 2). The purge can be treated in the same way as the distillation wastewater (see 4.4.1.) or sent back to salt wells or cavities after treatment (see 4.4.1.4.). 2.1.2.2. Lime kilns and milk of lime production Theoretically, in the soda ash process, the CO2 balance is stoichiometrically neutral. However, a CO2 excess is needed to compensate the non complete absorption of CO2 in the carbonation stage, in the different washers (streams GO2 and GO3) and losses in the treatment of the mother liquid in the distillation (LI2). This excess is generated by combustion of normally coke which provides an energy source used for limestone decomposition, as well as the additional CO2. Burning of the limestone (natural form of CaCO3) is carried out in a temperature range of 950 to 1100°C. The operating conditions for a lime kiln fitted to soda ash production are critically different from those used for lime production, because of the need to produce a gas with the maximum concentration of carbon dioxide for its subsequent use in the process. This is done to the detriment of produced lime purity, which will be less than that necessary in the lime industry. To improve particle sizing of limestone loaded in lime kiln, screening is sometimes carried out prior to kiln charging (stream SO1 in Figure 2). In the case of soda ash plants, considering the quantities of limestone to be burned and the necessary CO2 concentration, the energy contribution is generally provided by means of solid high carbon fuels such as coke, coal or lignite. Use of gaseous fuel leads to too low a CO2 concentration in the gas produced making its subsequent use impossible without an expensive reconcentration unit. Raw burnt lime produced by lime kilns associated with a soda ash plant contains approximately 75 to 90% of CaO. Its direct use in the solid form is uncommon because of the difficulty in controlling an adequate feed rate of a material in which the active constituent, CaO, is not constant. By hydrating the CaO to milk of lime a better control of the alkali addition is achieved during the ammonia recovery step. Hydration of the raw lime is carried out in slakers (dissolvers) where raw lime and water flows are regulated to ensure that the alkali content of milk of lime produced is as constant as possible. This reaction is a highly exothermic. A part of the heat generated vaporizes some water which is released from the slaker vent (GO4). During the hydration, fine inert materials contained in limestone (sulfates, silica, clay, silico-alumina compounds, unburned limestone and others) can mainly be found in milk of lime. Larger particles are separated by screening, then washed and recycled or released out of the process (stream SO2 in Figure 2). The unburned pieces of limestone are recycled. Soda Ash Process BREF - Issue N° 3 – March 2004 25
2.1.2.3. Absorption of ammonia Ammonia is recovered by recycling the outlet gas from the distillation plant to the absorption stage where it is absorbed in purified brine. This flow mainly contains recovered NH3 and a quantity of CO2. This chemical operation is achieved in equipment that allows close gas/liquid contact. Because this is an exothermic reaction, cooling of the liquid is necessary during the operation to maintain efficiency. The outlet solution, with a controlled ammonia concentration, is called ammoniacal brine. Any gas that is not absorbed (stream GI2) is sent to washer contacted with purified brine to remove traces of ammonia before it is recycled or released to the atmosphere (stream GO2). 2.1.2.4. Precipitation of sodium bicarbonate Ammoniacal brine is progressively CO2-enriched (carbonated) with recycled carbon dioxide from sodium bicarbonate calcination and carbon dioxide originating from lime kilns. To ensure adequate CO2 absorption and sodium bicarbonate precipitation, the ammoniacal brine is cooled with water. Suspension of crystals exiting from columns or carbonators is sent to the filters. Outlet gas from the carbonation towers is sent to a final washer, contacted with purified brine to absorb NH3 traces still present in the gas before release to the atmosphere (stream GO2). These may be separate or combined washers with waste gas from the absorber vacuum system. 2.1.2.5. Separation of sodium bicarbonate from mother liquid Separation of sodium bicarbonate crystals from mother liquor is achieved by means of centrifuges or vacuum filters. After washing of the cake to eliminate mother liquor chloride, it is sent to calcination. The liquid phase “mother liquor” is sent to the distillation sector for ammonia recovery. Where filters are used, air is pulled through the cake by means of vacuum pumps. Thereafter, this gas carrying ammonia and some CO2 (stream GI3) is cleaned by a washer fed with purified brine before exhausting to atmosphere (stream GO3). "Crude" sodium bicarbonate manufactured by the carbonation process is the primary "output" of the Solvay ammonia soda process. The bicarbonate produced in this way is the feed to the calcination stage described in section 2.1.2.6, for the conversion to the finished product solid soda ash. In some cases a small part of this “crude” bicarbonate, which although predominantly sodium bicarbonate also contains a mixture of different salts (ammonium bicarbonate, sodium carbonate and sodium chloride), may be extracted from the Solvay process cycle to be dried as “crude” bicarbonate product made without purification, by simple drying process. This crude product may find applications in some commercial outlets. However, since any drying gases produced by this simple process are handled in combination with gases from the Solvay ammonia soda ash process and common abatement technology is applied, this process is not described in any more detail. “Crude” bicarbonate Soda Ash Process BREF - Issue N° 3 – March 2004 26
has not to be confused with Refined Sodium Bicarbonate, which is a purified product manufactured according to the process described in section 3.6.2. 2.1.2.6. Sodium bicarbonate calcination Sodium bicarbonate cake is heated (160 to 230°C) to achieve calcination into a solid phase «light soda ash» and a gaseous phase containing CO2, NH3 and H2O. This gas is cooled to condense water and the condensates formed are sent to distillation for NH3 recovery, either directly or via filter wash water. After cleaning, the gas (high CO2 concentration) is compressed and sent back to the carbonation columns (CO2 recovery cycle in Figure 2). Normally, energy needed for sodium bicarbonate calcination is provided by steam that condenses in a tubular heat exchanger which rotates through the sodium bicarbonate. The method consisting of heating externally by gas or fuel oil combustion in a rotating drum containing sodium bicarbonate is occasionally encountered. 2.1.2.7. Ammonia recovery One of the major achievements of the Solvay process is the high efficiency of the ammonia recycle loop illustrated in Figure 2. This loop circulates roughly 500 to 550 kg NH3/t soda ash from which the ammonia loss is less than 0.5 % of this flow rate. The purpose of this important process “distillation” is to recover ammonia from the ammonium chloride containing mother liquors recovered from the bicarbonate filters/centrifuges. After pre-heating with outlet gas from the distiller, supported by the injection of steam at the bottom of the NH3 stripping column, the mother liquor releases almost all its CO2 content. Addition of alkali normally in the form of milk of lime decomposes NH4Cl into NH3 which is stripped from the solution by injected low pressure steam at the bottom of the distillation column. The outlet solution contains calcium chloride together with all the residual solid materials. Ammonia recovery yield is controlled according to the permitted ammonia concentration in the released liquid. The lower the permitted value, the higher the quantity of stripping steam and therefore the global energy consumption, and the higher the cost of the ammonia recovery. This control can only be applied to a theoretical minimum ammonia level. After cooling and condensation of steam, the gaseous phase containing recovered CO2 and NH3 is returned to the absorption area for reuse. The liquid phase coming out from distillation unit contains: unreacted sodium chloride (reaction (4) in paragraph 2.1.1. is not complete due to thermodynamic and kinetic limitations), calcium chloride resulting from reaction with NH4Cl, solid matter that is derived primarily from the original limestone and finally, small quantity in excess of lime that can ensure a total decomposition of NH4Cl. This liquid called “DS-liquid” or “Distiller Blow Off DBO“ (stream LI2 in Figure 2) will be treated in different ways depending on the particular site and processes used. Soda Ash Process BREF - Issue N° 3 – March 2004 27
You can also read