Influence of Hybridization on Tensile Behaviors of Non-Absorbable Braided Polymeric Sutures - MDPI
←
→
Page content transcription
If your browser does not render page correctly, please read the page content below
polymers
Article
Influence of Hybridization on Tensile Behaviors of
Non-Absorbable Braided Polymeric Sutures
Moqaddaseh Afzali Naniz 1,2 , Mahdi Bodaghi 1, * , Majid Safar Johari 2 and
Ali Zolfagharian 3
1 Department of Engineering, School of Science and Technology, Nottingham Trent University,
Nottingham NG11 8NS, UK; afzali@aut.ac.ir
2 Department of Textile Engineering, School of Material Engineering & Advanced Processes, Amirkabir
University of Technology, Tehran 158754413, Iran; mjohari@aut.ac.ir
3 School of Engineering, Deakin University, Geelong, Victoria 3216, Australia; a.zolfagharian@deakin.edu.au
* Correspondence: mahdi.bodaghi@ntu.ac.uk; Tel.: +44-115-84-83470
Received: 18 January 2020; Accepted: 10 March 2020; Published: 19 March 2020
Abstract: This paper aims to investigate the effects of fiber hybridization technique on the mechanical
behaviors of non-absorbable braided composite sutures. Fifteen types of hybrid braided sutures
(HBSs) made of polyester (PET), polypropylene (PP), and polyamide 6 (PA6) are produced and tested
to measure ultimate tensile strength (UTS), maximum strain, elastic modulus, and breaking toughness.
Based on the results, it is observed that the suture material plays a significant role in the tensile and
mechanical performance of HBSs, and they can be tailored through the different combinations of yarns
according to the required mechanical properties. Experiments exhibit occurrence positive hybrid
effect in both maximum strain and elastic modulus, and negative hybrid effect in UTS. The optimal
tensile performance is associated with the hybrid structure comprising 75% PA6-12.5% PET-12.5% PP.
This means the ternary structure with higher PA6 content along with PP and PET, demonstrates a
synergistic effect. Thus, such a ternary composite structure is very promising for the design of novel
non-absorbable sutures. Due to the absence of similar results in the specialized literature, this paper
is likely to advance the state-of-the-art composite non-absorbable sutures and contribute to a better
understanding of the hybridization concept for optimizing composite material systems.
Keywords: braided composite sutures; hybridization; non-absorbable; mechanical performance;
synthetic polymers; experiment
1. Introduction
Polymeric sutures have a prominent role among all other medical implants and are described as
strands of materials used for closure of wounds caused by surgery or trauma and consequently improve
wound healing [1]. They are, in general, made up of fibers from natural or synthetic polymers, in which
polymeric fibers could be absorbable or non-absorbable [2,3]. Accordingly, sutures are commonly
categorized as absorbable and non-absorbable materials since the former loses its tensile strength
within a defined time scale, while the latter remains almost unchanged by biological activities of body
tissues [4,5]. This classification indicates that the compatibility of a suture is extensively associated
with its mechanical performance characteristics, e.g., the tensile strength [6,7]. Non-absorbable sutures
are monofilaments or multifilament structures generally composed of polyamide (PA), polyester (PET),
or polypropylene (PP), which have played an essential role in the advancement of surgical procedures
due to their excellent mechanical properties, such as tensile strength, fatigue resistance, and high
flexibility [8,9].
Polymers 2020, 12, 682; doi:10.3390/polym12030682 www.mdpi.com/journal/polymers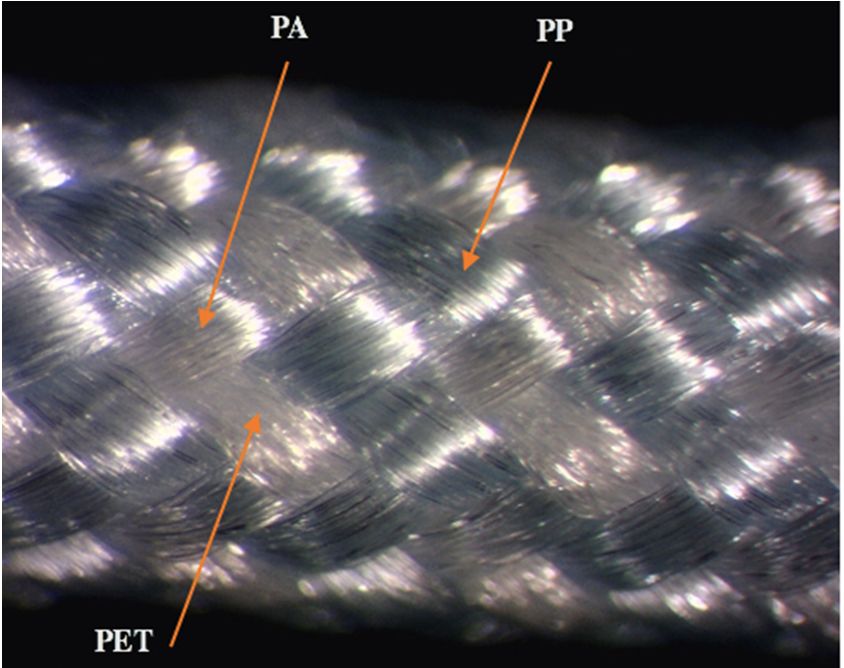
Polymers 2020, 12, 682 2 of 13
Multifilament sutures regularly comprise several filaments or strands twisted or braided together,
offering greater tensile strength, pliability, and flexibility in comparison to monofilament sutures [10,11].
In other words, although braided sutures may not have particular advantages over monofilament
sutures in terms of wound healing properties, they have outstanding handling properties and flexibility
that outweigh the beneficial healing properties of monofilament sutures. Braided multifilament sutures
are known for their exceptional mechanical properties in their longitudinal directions, which can be
manufactured on a circular braiding machine [12,13]. Circular braiding is an ancient technique for
manufacturing tubular structures by interlacing three or more strands of yarns in such a way that
they cross one other, and each set of strand forms a well-defined braid pattern following the helical
path. In a braided structure, the mechanical properties can be variously designed according to the
requirements, as various braiding patterns (e.g., diamond, regular, and Hercules), axial configurations
(biaxial and triaxial), braid diameters, and braiding angles are attainable [14–18].
Considering there is no single suture material which can fulfill all the essential requirements
of sutures (i.e., not breaking unexpectedly during the service, elongating with wound edema, being
biocompatible, handling efficiently, and forming a secure knot), it is most important to select the
optimal suture material to ensure the best possible outcome for surgery [19–21]. Hybridization is
among the most effective techniques by which the structure characteristics can be modified. On that
account, the fiber hybridization is considered a potential solution for optimizing structures concerning
the requirements [22,23]. Hybrid braids are usually considered as structures that combine two or
more types of fibers offering a broad range of properties that cannot be obtained by a single kind of
fiber [24]. They are of interest when the desired mechanical response of the structure requires qualities
available only from different types of yarn; for example, stiffness combined with energy absorption, or
a nonlinear elastic response [25,26].
The prediction of the tensile property is a prerequisite for the successful deployment of the braided
structures in suturing [9,15,27]. Although several attempts have been made to investigate tensile
properties and mechanical performance of braided sutures [28–36], as far as the authors are aware,
no scientific work that encompasses the scope of fiber hybridization on the mechanical behavior of
braided sutures can be found.
In this study, the possibility of using fiber hybridization technique for the development of new
types of non-absorbable composite sutures with the highest tensile performance was explored. Thus,
the present study aimed to determine an optimal combination of three most common non-absorbable
suture materials toward manufacturing the structures permitting to attain this purpose. Accordingly,
fifteen sets of hybrid braided sutures (HBSs) consisting of the most common fibers in non-absorbable
sutures, e.g., PET, PP, and PA6, were designed and manufactured on a circular braiding machine. To
demonstrate the HBSs’ mechanical properties, tensile test was carried out. A statistical analysis of
variance (with the help of the SPSS Statistics) was applied to examine the experimental results and
their meaningful differences. Additionally, the corresponding mechanical parameters were scored in
order to specify the hybrid sutures featuring desirable tensile performance. The results provided in
this paper are expected to be instrumental in designing efficient and reliable non-absorbable sutures.
2. Materials and Methods
2.1. Materials
The non-texturized PET, PP (with high extension at failure), and PA6 (which enhances tensile
strength and modulus of elasticity) with an identical yarn fineness of 200 den supplied respectively by
(IRAN TAK NAKH CO., Nowshahr, Iran), (Behkoosh Industrial Group, Isfahan, Iran), and (ALIAF
P.J.S CO., Tehran, Iran) were used for manufacturing various HBSs.
Polymers 2020, 12, 682 3 of 13
2.2. Tensile Properties of Yarns
The yarns’ tensile properties were characterized by conducting force-displacement tests on
an Instron TM/SM (Instron, High Wycombe, UK) universal testing machine as per the ASTM
D2256/D2256M_2010 [37]. The mean and standard deviation of the experimental results from
ten trials per sample are listed in Table 1.
Polymers 2020, 12, x 3 of 13
Polymers 2020, 12, x
Table 1. Characteristic of yarns used for experiments. 3 of 13
Table 1. Characteristic of yarns used for experiments.
Number of Tensile Strength Strain at Break Elastic Modulus Breaking
Fiber Type
Filament Per YarnTable
Number of
1. Characteristic
(MPa) strength
Tensile
of yarns used
(%) for
Strain
experiments.(MPa)
at break
Elastic Breaking
Toughness (MPa)
Fiber type modulus toughness
Polypropylene filament
72 per yarn420.75 ± (MPa)
8.45 (%)
21.36 ± 0.86 Elastic
4145.34 ± 121.97 Breaking
53.65 ± 3.81
Number of Tensile strength Strain at break (MPa) (MPa)
Polyamide Fiber
6 type 34 692.68 ± 21.51 18.82 ± 0.99 5740.74 ± 143.37
modulus 55.12 ± 9.53
toughness
Polypropylene filament
72 per yarn (MPa) (%)
Polyester 72 483.51420.75
± 24.63± 8.45 20.2521.36
± 0.53± 0.86 5890.81
4145.34± ±229.86
(MPa) 121.97 53.65
(MPa) ± 3.81
59.54 ± 8.45
Polyamide 6
Polypropylene 3472 692.68
420.75±±21.51
8.45 18.82±±0.86
21.36 0.99 4145.34
5740.74± 121.97
± 143.37 53.65
55.12 ± 9.53
± 3.81
Polyester
Polyamide 6 7234 483.51
692.68 ±± 24.63
21.51 20.25±±0.99
18.82 0.53 5740.74
5890.81± 143.37
± 229.86 55.12
59.54 ± 8.45
± 9.53
2.3. Suture Fabrication
Polyester 72 483.51 ± 24.63 20.25 ± 0.53 5890.81 ± 229.86 59.54 ± 8.45
2.3. Suture
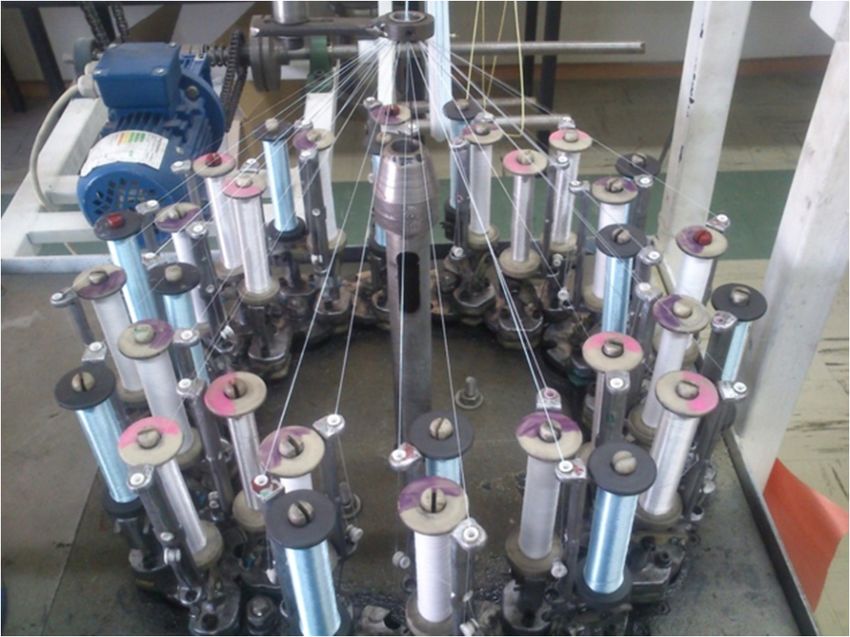
The HBSsFabrication
with an unvarying diameter of 2 ± 0.1 mm made up of 32 multifilament yarns were
2.3. Suture Fabrication
fabricatedThe on HBSs
a thirty-two-carrier
with an unvarying vertical braiding
diameter machine
of 2 ± 0.1 mm made (Gole-Narges Co., Yazd, yarns
up of 32 multifilament Iran) as shown
were
FigurefabricatedTheon
1. Sutures HBSs withbraided
a were an unvarying
thirty‐two‐carrier a diameter
in vertical
regular of
braiding2 ± 0.1
braid mm made
machine
pattern up of 32 multifilament
(Gole‐Narges
to achieve Co., Yazd,
small yarns
Iran)
diameters were
asand
shown
smooth
fabricated
Figure on a thirty‐two‐carrier vertical braiding
braid machine (Gole‐Narges Co., Yazd, Iran) and
as shown
surfaces [31].1. The
Sutures were
surface braided
texture of in
HBSsa regular
is depicted pattern
in Figureto2.achieve
A fixedsmall
ratiodiameters smoothspeed
(2:20) of the take-up
Figure
surfaces 1.
[31].Sutures
The were
surface braided
texture in
of a regular
HBSs is braid
depicted
◦
pattern
in to
Figure achieve
2. A small
fixed diameters
ratio (2:20) and
of smooth
the take‐up
to the carrier resulted
surfaces [31]. Theinsurface
a braiding angle
texture of 40is ±depicted
of HBSs 1 . Braid diameters and ratio
braid(2:20)
angles were determined
speed to the carrier resulted in a braiding angle of 40in± Figure
1°. Braid2. Adiameters
fixed of the
and braid take‐up
angles were
throughspeed
taking to the carrier resulted in a braiding angle of 40 ± 1°. Braid diameters and braid angles were Then,
images of braids and then analyzing them by a low magnification microscope.
determined through taking images of braids and then analyzing them by a low magnification
photos were investigated
determined through by ImageJ
taking images(1.50e, National
of braids Institutes
and then analyzingof Health,
them byBethesda,
microscope. Then, photos were investigated by ImageJ (1.50e, National Institutes of Health, Bethesda,
MD, USA). Five
a low magnification
meters microscope.
length of Then, photos
braided sutures were investigated
were observed byunder
ImageJthe
(1.50e, National Institutes
microscope, and an of Health, Bethesda,
average of fifty
MD, USA). Five meters length of braided sutures were observed under the microscope, andreadings
an
MD, USA).
was recorded to Five meters
measure the length diameter
braid of braidedand sutures were
braid observed
angle [38]. under the microscope, and an
average of fifty readings was recorded to measure the braid diameter and braid angle [38].
average of fifty readings was recorded to measure the braid diameter and braid angle [38].
Figure 1. 32‐carrier vertical braiding machine used for manufacturing of sutures.
Figure 1. 32-carrier
Figure vertical
1. 32‐carrier verticalbraiding
braiding machine usedfor
machine used formanufacturing
manufacturing of sutures.
of sutures.
Figure 2. Microscope images of suturesʹ surface texture (magnification, 25×).
Figure
Figure 2. Microscope
2. Microscope imagesofofsutures’
images suturesʹ surface
surfacetexture
texture(magnification,
(magnification,25×).
25×).
The same scheme was used to fabricate other braids, featuring different fiber compositions as
listed in Table 2. The number of each thread divided by the total 32 yarns gave the percentage of fiber
The same scheme was used to fabricate other braids, featuring different fiber compositions as
content in each structure. It should be noted that, in a hybrid structure, each yarn has a different
listed in Table 2. The number of each thread divided by the total 32 yarns gave the percentage of fiber
content in each structure. It should be noted that, in a hybrid structure, each yarn has a different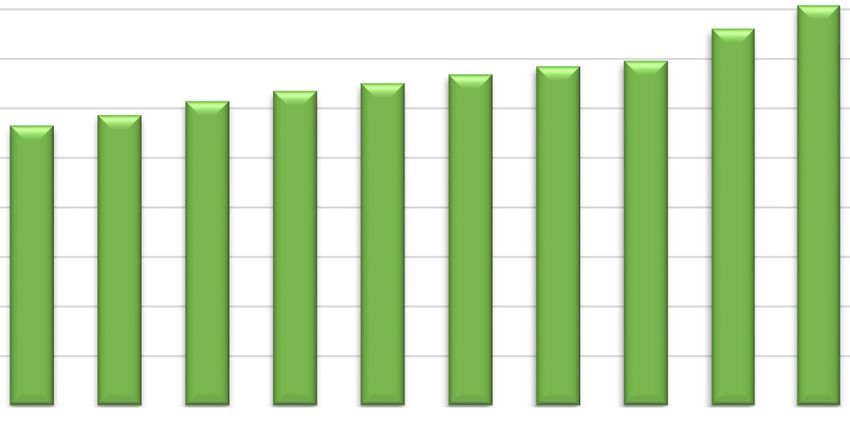
Polymers 2020, 12, 682 4 of 13
The same scheme was used to fabricate other braids, featuring different fiber compositions as
listed in Table 2. The number of each thread divided by the total 32 yarns gave the percentage of
fiber content in each structure. It should be noted that, in a hybrid structure, each yarn has a different
mechanical tensile characteristic, in which higher tension of some of the yarns could result in a spiral
effect. Therefore, the symmetrical distribution of yarns was considered while designing the structures
to avoid this problem.
Table 2. Specifications of manufactured sutures.
Fiber (%)
Braid ID
Polyamide 6 Polypropylene Polyester
HBS.1 0 0 100
HBS.2 12.5 12.5 75
HBS.3 25 25 50
HBS.4 37.5 37.5 25
HBS.5 50 50 0
HBS.6 0 100 0
HBS.7 12.5 75 12.5
HBS.8 25 50 25
HBS.9 37.5 25 37.5
HBS.10 50 0 50
HBS.11 100 0 0
HBS.12 75 12.5 12.5
HBS.13 50 25 25
HBS.14 25 37.5 37.5
HBS.15 0 50 50
Ideally, suture’s diameter should follow the United States Pharmacopeia (USP) classification of
suture size [39]; though, many commercial sutures are clearly labeled that they do not correspond to
the USP diameter standards [40]. In the current study, the suture diameter is about 2 ± 0.1 mm, which
is higher than the standard and affects the calculated material properties such as failure stresses of the
sutures due to the inverse relationship between stress and diameter. Hence, providing a comparison in
the obtained results of the current study with those in the literature is not practical. However, it should
be considered that the goal of this research is to investigate the hybridization effect on the mechanical
properties of braided sutures and to determine an optimal combination of PP, PET, and PA6 toward
manufacturing the structures with the highest tensile performance.
2.4. Tensile Characteristics of Sutures
The tensile characteristics of the braids were obtained by force-displacement tests carried out by
means of an Instron TM/SM (Instron, High Wycombe, UK) universal testing machine following the
ASTM D6775-13 [41], as shown in Figure 3. It includes determination of the tensile strength and tensile
strain of braided structures with the help of a split-drum type specimen clamp. Thus, a specific jaw
was designed and manufactured as per the standard approach [42]. The experiments were conducted
under standard conditions for relaxed specimens, i.e., 21 ± 1 ◦ C temperature, 65 ± 2% relative humidity,
a crosshead speed of 75 mm/min, and a gauge length of 250 mm. All the braid types underwent these
tests for ten times. The means and standard deviations of the ten-trial test results were also calculated.
It should be stated that all the sutures were conditioned at least 24 h before tests to bring them to the
moisture equilibrium in the specified atmosphere in which the testing was to be performed. Moreover,
regarding that many of the physical properties of textile products are influenced by relative humidity
and temperature in a manner that affects the results [43], all the tensile tests were done on the same
day to make reliable comparisons among different structures.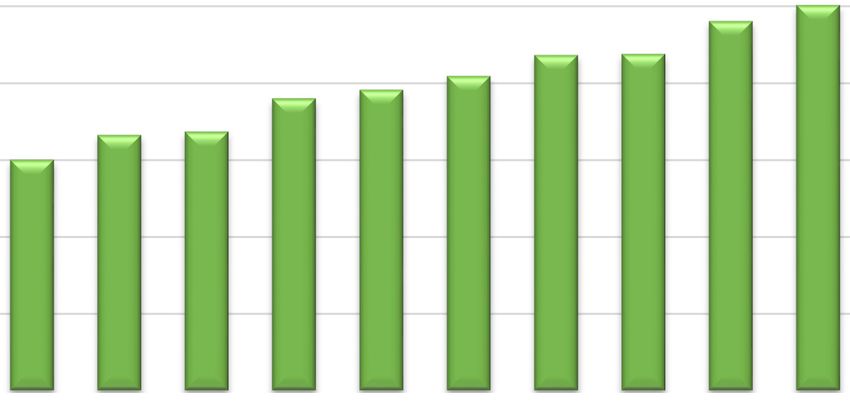
Polymers 2020, 12, 682 5 of 13
Polymers 2020, 12, x 5 of 13
Figure
Figure 3.
3. Tensile
Tensile strength
strength test
test using
using Instron tensile testing
Instron tensile testing machine.
machine.
2.5. Statistical
The mode Analysis
and the location of failure of the specimens were recorded as the tensile tests were
conducted. All thestatistical
A descriptive specimens showed
analysis brittle
was failure,
carried failed
out in at the gage
the present area,
study. and a large
Significance wasnumber of
assessed
them failed near the center. For that reason, all of the observed failure modes were
at a 5% level. A one‐way analysis of variance (ANOVA) was used to assess the tensile strength ofdeemed valid,
based onsutures
braided which theat calculation of mechanicalAccordingly,
different combinations. properties of all
thethe
specimens was performed.
mechanical properties data were
assessed one by one in order to evaluate the significance of the experimental results. Furthermore,
2.5. Statistical Analysis
Duncanʹs multiple range test (MRT) identified the contrasting HBSʹs tensile properties. Finally,
A descriptive
applying statistical
the Post‐Hoc test, analysis
ten out was carriedstructures
of fifteen out in thewere
present study.toSignificance
chosen analyze thewas assessed at
hybridization
effect on tensile behaviors. Statistical software, namely SPSS ver. 15.0 (SPSS Inc., Chicago,ofIL,
a 5% level. A one-way analysis of variance (ANOVA) was used to assess the tensile strength braided
USA)
sutures
were at different
used combinations.
for the analysis Accordingly, all the mechanical properties data were assessed one by
of the data.
one in order to evaluate the significance of the experimental results. Furthermore, Duncan’s multiple
range
3. test and
Results (MRT) identified the contrasting HBS’s tensile properties. Finally, applying the Post-Hoc
Discussion
test, ten out of fifteen structures were chosen to analyze the hybridization effect on tensile behaviors.
The primary purpose of this study was to develop a special class of braided sutures‐hybrid for
Statistical software, namely SPSS ver. 15.0 (SPSS Inc., Chicago, IL, USA) were used for the analysis of
enhanced mechanical and tensile performance. This novel method was inspired by the hybridization
the data.
of the reinforcement fabrics in composites, which compared to non‐hybrid systems, allows for
integrating
3. Results and beneficial features of different fiber systems and well‐balanced mechanical properties.
Discussion
Most published articles on the tensile behavior of various sutures focus solely on the breaking
force.The primary purpose
Comprehensive reportsof this
andstudy was to
analyzing develop
other a special
important class
tensile of braided
properties sutures-hybrid
such for
as failure strain
enhanced
and stress,mechanical and tensile
elastic modulus, performance.
and full stress–strain This novelacross
curves method was materials
suture inspired by the
are hybridization
quite of
limited [40].
the reinforcement fabrics in composites, which compared to non-hybrid systems,
The current study presents stress–strain data to illustrate differences in the sutures that can be allows for integrating
beneficial features
attributed of different
to the material typefiber
andsystems and well-balanced
their combinations. Figuremechanical
4 shows the properties.
stress–strain curves for
Most published
non‐absorbable suture articles on the
materials. tensile
The behaviorofoffibers
composition various sutures
plays a keyfocus
role solely
in the on the breaking
behavior of the
force. Comprehensive reports and analyzing other important tensile properties
developed HBSs under a certain tensile loading. Besides, it can be seen the initial region of diagrams such as failure strain
and astress,
has elasticdue
low slope modulus, and full of
to the change stress–strain
yarn path curves acrossstructure.
in the braid suture materials
In otherare quite at
words, limited [40].
low load
The current study presents stress–strain data to illustrate differences in the sutures
levels, braids go through a geometric transition, and there is practically no elastic deformation in the that can be attributed
to the material
yarn. At higher type and their
tensile combinations.
loads, the rearranged Figure 4 shows
yarns the stress–strain
reduce curves forWhen
the braid diameter. non-absorbable
the load
suture materials. The composition of fibers plays a key role in the behavior
increases more, the braid begins to reach a jammed state. In the jamming condition, the decrease of the developed HBSsin
under a certain tensile loading. Besides, it can be seen the initial region of diagrams
the diameter of the braid is almost negligible, and the yarn properties direct the mechanical response. has a low slope
due to the
Hence, the change of yarn path
braid response underintensile
the braidloadstructure. In otherinto
can be analyzed words,
two at low First,
steps. load levels, braids go
the geometry of
through a geometric transition, and there is practically no elastic deformation
the braid is changed, and the yarns are aligned with the applied force (jamming condition). Second, in the yarn. At higher
the yarns are extended, and their mechanical property presents the main role. This observation is in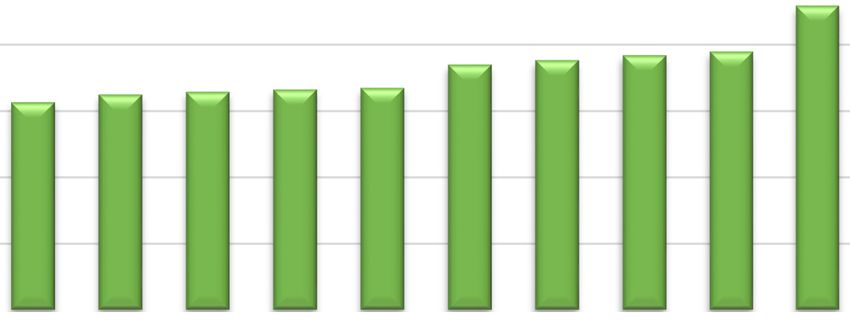
Polymers 2020, 12, x 6 of 13
good accordance with findings by previous studies that investigated the tensile properties of tubular
braids [38,42].
Polymers 2020, 12, 682 6 of 13
180
160
tensile loads, the rearranged HBS1 more, the braid
yarns reduce the braid diameter. When the load increases
Tensile Stress (MPa)
140
begins to reach a jammed state. In the jamming condition, the decrease in the diameter
HBS3 of the braid is
120
almost negligible, and the yarn properties direct the mechanical response. Hence, the braid response
HBS5
under tensile load 100can be analyzed into two steps. First, the geometry of the braid is changed, and the
Polymers 2020, 12, x 80 HBS6 6 of 13
yarns are aligned with the applied force (jamming condition). Second, the yarns are extended, and
60
their
goodmechanical
accordanceproperty HBS8 with findings
presents the main role. This observation is in good accordance
40 findings by previous studies that investigated the tensile properties of tubular
with
by previous
braids [38,42]. studies that
20 investigated the tensile properties of tubular braids [38,42].
HBS10
0 HBS11
0 10 20 30 40 50 60 70 80 90 100
180 HBS12
160 Tenile Strain (%)
HBS1
Tensile Stress (MPa)
140 HBS3
120 Figure 4. Stress–strain curves of braided sutures.
100 HBS5
3.1. Maximum Strain80 HBS6
60
HBS8
40 the maximum strain of HBSs. From the results presented in this figure, it can
Figure 5 illustrates
be seen that HBS6 has20 superior tensile strain. This observation was anticipatedHBS10
since the PP has the
0
highest tensile strain among the other two fibers, see Table 1. Increased elongation
HBS11 would be
0 10
advantageous in situations 20 a great
where 30 40 deal50of edema
60 70is expected
80 90 100 postoperatively [44].
HBS12
Tenile Strainfor
The following three groups are suggested (%)
the hierarchy of maximum tensile strain with
reference to the maximum strain of HBSs as well as Duncanʹs test results:
Figure 4. Stress–strain
Figure 4. Stress–strain curves
curves of
of braided
braided sutures.
sutures.
(HBS10, HBS3, HBS5, HBS11, HBS12) (HBS1, HBS15, HBS13, HBS8) HBS6
3.1. Maximum
3.1. Maximum Strain
Strain
The closeness of the HBSs’ tensile strain values in a group helps to choose the right structure
Figure
featuring the5 illustrates
specific
Figure 5 illustrates themaximum
maximum
properties.
the strain
As a case ofHBSs.
in of
strain HBSs.
point, HBS12From
From thethe
(75% results
PA6‐12.5%
results presented in this
PP‐12.5%PET)
presented in this figure,
and
figure, HBS3 it
it can
can
(50% be
be seen seen
PET‐25% that
that HBS6 HBS6
PP‐25% has superior
PA6) with
has superior tensile
the same
tensile strain.
maximum
strain. This observation
strain, yield
This observation was
wasdifferentanticipated
tensile
anticipated since the
sincestrengths PP has
as can
the PP has the
the
be highest
seen
highest in tensile
Figure
tensile 6.strain
Thus,
strain among thethe
it is possible
among other
otherto twotwofibers,
have afibers,
highersee
see Tablestrength
tensile
Table 1.1. Increased
Increased elongation
at theelongation would
same valuewould be
of tensile
be
advantageous
strain by in
replacing situations
HBS3 where
with a
HBS12.great deal of edema is expected postoperatively
advantageous in situations where a great deal of edema is expected postoperatively [44]. [44].
The following three groups are suggested for the hierarchy of maximum tensile strain with
reference to the maximum
120 strain of HBSs as well as Duncanʹs test results:
100HBS3, HBS5, HBS11, HBS12) (HBS1, HBS15, HBS13, HBS8)91.67
(HBS10, HBS6
74 75.33 76.83 77.92
Max. strain (%)
The closeness80of the HBSs’ tensile strain values
67 in a group helps to choose the right structure
62.67 65 65.83 66.5
featuring the specific properties. As a case in point, HBS12 (75% PA6‐12.5% PP‐12.5%PET) and HBS3
60
(50% PET‐25% PP‐25% PA6) with the same maximum strain, yield different tensile strengths as can
be seen in Figure 6.
40Thus, it is possible to have a higher tensile strength at the same value of tensile
strain by replacing HBS3 with HBS12.
20
120
0
HBS HBS 3 HBS 5 HBS HBS HBS1 HBS HBS HBS 8 HBS 6
100 10 11 12 15 13 91.67
74 75.33 76.83 77.92
Max. strain (%)
80
65
Figure 5. 65.83
Average66.5 67 tensile
maximum strain of HBSs.
HBSs.
62.67Figure 5. Average maximum tensile strain of
60
Thefocusing
By followingonthree groupsinareFigure
the results suggested
5, an for the hierarchy
unanticipated of maximum
finding tensile strain
can be concluded thatwith
the
reference tostrain
maximum 40HBS13strain
the maximum
of (50% of HBSs asPP‐25%
PA6‐25% well as Duncan’s test results:
PET) is superior to that of HBS5 (50% PA6‐50%
PP). More precisely speaking, the hybrid structure consisting of a 25% lower amount of PP gives
20 HBS12) <
about 16.7%(HBS10,
higher HBS3, HBS5,strain.
maximum HBS11, However, it (HBS1,
should HBS15,
be notedHBS13, has <
HBS8)
that PP HBS65.4% higher
about
0
The closeness of theHBSHBSs’
HBStensile
3 HBS 5strain
HBSvalues
HBS inHBS1
a group
HBShelps
HBSto HBS
choose the6right structure
8 HBS
10
featuring the specific properties. As a case in11point,12HBS12 (75%15PA6-12.5%
13 PP-12.5%PET) and HBS3
Figure 5. Average maximum tensile strain of HBSs.
By focusing on the results in Figure 5, an unanticipated finding can be concluded that the
maximum strain of HBS13 (50% PA6‐25% PP‐25% PET) is superior to that of HBS5 (50% PA6‐50%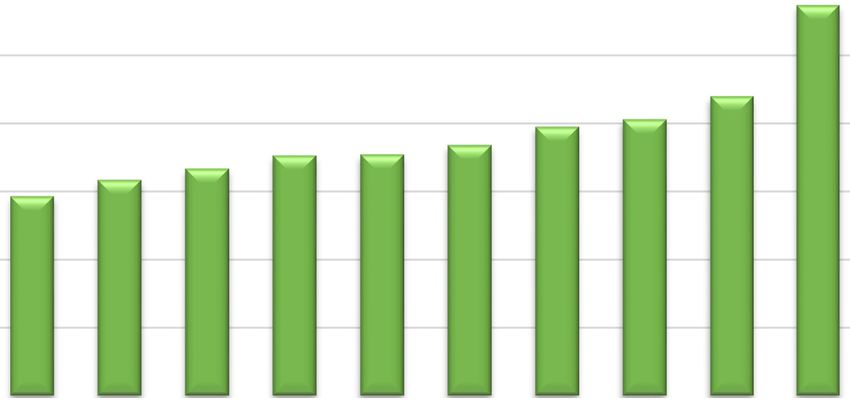
equal quantity to those of the MSLEFs, they could not bear the load sustained by the structure after
the breakage of MSLEFs. This resulted in catastrophic failure and poor tensile properties [49,50].
3.2. Ultimate Tensile Strength
The
Polymers tensile
2020, 12, 682strength of suture materials has been identified as critical to secure suturing7[40]. of 13
Figure 6 shows the average ultimate tensile strength (UTS) of HBSs. The highest UTS is observed in
the cases of HBS11 and HBS 12. It is apparent that the number of PA6 fibers in the combination has a
(50%
majorPET-25%
impact onPP-25%
tensilePA6) with the
strength, same
which maximum
is due strain,tensile
to the more yield different
strengthtensile
of PA6strengths
than thoseas of
cantwo
be
seen in Figure 6. Thus, it is possible to have a higher tensile strength at the same value of tensile
other threads, see Table 1. In other words, since these structures are the richest in PA6 fibers with a strain
by replacing
superior HBS3
tensile with HBS12.
strength, they are able to tolerate heavier loads compared to the other structures.
180
161.46
160 152.08
136.95 139.12
Ultimate tensile strength (MPa)
140 130.14 133.61
122.9 127.05
120 113.14 117.35
100
80
60
40
20
0
HBS1 HBS 15 HBS 3 HBS 6 HBS 10 HBS 8 HBS 5 HBS 13 HBS 12 HBS 11
Figure
Figure 6.
6. Average
Average ultimate
ultimate tensile
tensile strength of HBSs.
strength of HBSs.
Statistically
By focusingsignificant differences
on the results in the
in Figure 5, UTS of HBSs are suggested
an unanticipated finding canby the
be analysis
concludedof variance.
that the
Below,
maximum the strain
hierarchy of HBSs
of HBS13 (50%arePA6-25%
divided PP-25%
into eight groups
PET) based on
is superior the Duncanʹs
to that test results:
of HBS5 (50% PA6-50% PP).
More precisely speaking, the hybrid structure consisting of a 25% lower amount of PP gives about
16.7% higher HBS15 strain.
HBS1maximum (HBS6, HBS10)
HBS3 However, it should be
HBS8 (HBS5,
noted that PPHBS13) HBS12
has about HBS11
5.4% higher maximum
strainItthan PET. The cause for this is not entirely obvious; however, it may
can be inferred from Figure 6, that HBS8 (50% PP‐25% PA6‐25% PET) yielded greater have something to do with
tensile
the ‘hybrid
strength effect’
than HBS3that is associated
(50% with the interaction
PET25% PA6‐25% PP), and the in P‐values
a hybrid structure.
indicate a This phenomenon
statically is
significant
explained as the deviation of a hybrid structure from the rule of mixture [45], or the
difference; however, an opposite result was anticipated with regard to the tensile characteristics ofdifference between
the threads
the performance of structures
in their fiber in a hybrid
(Table structure and non-hybrid
1). The reason [46].
for this is not clear; however, it may be associated
Additionally, by comparing HBS8 (50% PP-25% PET-25%
with the hybrid effect that is connected with the interaction in a hybrid PA6) with HBS3 (50% This
structure. PET-25% PA6-25%
phenomenon
PP-), it can be revealed that the replacement of 25% of PET fibers with PP resulted
can be considered as the difference in the performance of the fiber in hybrid and non‐hybrid in 19.9 % improvement
in the value of tensile strain. This finding is in agreement with previously reported results and could
be justified as follows. When it comes to a hybrid structure, the more the strain at failure, the greater
the ratio of less-stiff higher-elongation fiber (LSHEF) to more-stiff lower-elongation fiber (MSLEF). The
higher amounts of LSHEFs in the structure at higher quantities make it possible for the structure to
bear the redistributed loads even beyond the breakage of MSLEFs. Furthermore, it is likely for the
loads to be transferred back to the broken MSLEFs and partially sustained through a positive hybrid
effect. This results in greater breaking strength and strain [47–49]. Considering the value of maximum
strain for HBS10 (50% PA6-50% PET) and HBS5 (50% PA6-50% PP), it can be concluded that when
the LSLEFs presence in these hybrid structures had almost equal quantity to those of the MSLEFs,
they could not bear the load sustained by the structure after the breakage of MSLEFs. This resulted in
catastrophic failure and poor tensile properties [49,50].
3.2. Ultimate Tensile Strength
The tensile strength of suture materials has been identified as critical to secure suturing [40].
Figure 6 shows the average ultimate tensile strength (UTS) of HBSs. The highest UTS is observed in
the cases of HBS11 and HBS 12. It is apparent that the number of PA6 fibers in the combination has a
major impact on tensile strength, which is due to the more tensile strength of PA6 than those of two
other threads, see Table 1. In other words, since these structures are the richest in PA6 fibers with a
superior tensile strength, they are able to tolerate heavier loads compared to the other structures.Polymers 2020, 12, 682 8 of 13
Statistically significant differences in the UTS of HBSs are suggested by the analysis of variance.
Below, the hierarchy of HBSs are divided into eight groups based on the Duncan’s test results:
HBS1 < HBS15 < HBS3 < (HBS6, HBS10) < HBS8 < (HBS5, HBS13) < HBS12 < HBS11
Polymers 2020, 12, x 8 of 13
It can be inferred from Figure 6, that HBS8 (50% PP-25% PA6-25% PET) yielded greater tensile
strength
structures,than HBS3
which (50% PET25%
influenced PA6-25%
by the relative PP), and
volume the P-values
fraction indicate
of components, a statically
and significant
can have positive or
difference; however,
negative values [51,52].an opposite result was anticipated with regard to the tensile characteristics of the
threads in their structures (Table 1). The reason for this is not clear; however, it may be associated with
the hybrid
3.3. effect that is connected with the interaction in a hybrid structure. This phenomenon can
Elastic Modulus
be considered as the difference in the performance of the fiber in hybrid and non-hybrid structures,
Figure 7, namely the elastic modulus of HBSs, implies that an increase in HBSsʹ modulus is
which influenced by the relative volume fraction of components, and can have positive or negative
proportional to the number of fibers with a higher modulus. One of the interesting results from our
values [51,52].
studies on tensile behavior is that HBS12 exhibited the highest elastic modulus. This means that the
ternary combination
3.3. Elastic Modulus of 75% PA6‐12.5% PET‐12.5% PP led to a positive hybrid effect in elastic
modulus [46].
Figure 7, namely the elastic modulus of HBSs, implies that an increase in HBSs’ modulus is
Analysis of variance shows that there are statistically meaningful differences among the elastic
proportional to the number of fibers with a higher modulus. One of the interesting results from our
modulus of HBSs. The Duncanʹs test results help to categorize the hierarchy of HBSs into seven
studies on tensile behavior is that HBS12 exhibited the highest elastic modulus. This means that
groups:
the ternary combination of 75% PA6-12.5% PET-12.5% PP led to a positive hybrid effect in elastic
modulusHBS6[46]. (HBS1, HBS15) (HBS8, HBS13) HBS3 (HBS10, HBS5) HBS11 HBS12
300
250.68
250 240.22
218.28 218.96
204.58
Elastic modulus (MPa)
200 189.98 195.62
166.32 168.5
150.16
150
100
50
0
HBS 6 HBS1 HBS 15 HBS 8 HBS 13 HBS 3 HBS 10 HBS 5 HBS 11 HBS 12
Figure 7. Average
Average elastic modulus of hybrid braided sutures (HBSs).
Analysisimportant
Another of variancefinding
showswas
thatthat
there are
the statistically
elastic modulus meaningful
of HBS11 isdifferences
about 61%among
higherthe elastic
than that
modulus of HBSs. The Duncan’s test results help to categorize the hierarchy of HBSs into
of HBS6, while the elastic modulus of PA6 fibers is about 39% higher than that of PET fibers, and it seven groups:
is contradictory to what is expected from the data in Table 1. Similarly, the P values show that there
HBS6 < (HBS1,
are statistically HBS15)
significant < (HBS8,
differences HBS13)the
between < HBS3 < (HBS10,
modulus valuesHBS5) < HBS11
of these < HBS12
structures. A possible
explanation for this inconsistency might be that HBS6 with a more extensible structure (about 38%),
Another important finding was that the elastic modulus of HBS11 is about 61% higher than that
has lower resistance to an extension for small extensions [53], which, consequently, results in a lower
of HBS6, while the elastic modulus of PA6 fibers is about 39% higher than that of PET fibers, and it
elastic modulus. A similar phenomenon is observed for HBS11 and HBS1, which a possible
is contradictory to what is expected from the data in Table 1. Similarly, the P values show that there
explanation for that could be the difference in the extensibility of their structures.
are statistically significant differences between the modulus values of these structures. A possible
explanation
3.4. Breakingfor this inconsistency might be that HBS6 with a more extensible structure (about 38%), has
Toughness
lower resistance to an extension for small extensions [53], which, consequently, results in a lower elastic
The area
modulus. below phenomenon
A similar the stress–strain diagram for
is observed represents
HBS11 andthe work
HBS1,done
which thea specimen is extendedfor
possible explanation to
the breaking point. In other words, it can be considered as the
that could be the difference in the extensibility of their structures. energy absorbed by the structure per
unit volume up to rupture [54]. On that account, the stress–strain curves of HBSs were examined
employing the OriginPro 8.6, to determine the breaking toughness. Average breaking toughness of
HBSs is shown in Figure 8, in which HBS6 delivers the greatest failure energy on account of its high
tensile strain. Comparing Figure 8 to Figure 5 reveals that both of them present a similar pattern and
absorbed energy increased by an increase in the tensile strain of the constituent fibers. Thus, to sum
up, there is a direct relationship between the tensile strain and the total absorbed energy before thePolymers 2020, 12, 682 9 of 13
3.4. Breaking Toughness
The area below the stress–strain diagram represents the work done the specimen is extended
to the breaking point. In other words, it can be considered as the energy absorbed by the structure
per unit volume up to rupture [54]. On that account, the stress–strain curves of HBSs were examined
employing the OriginPro 8.6, to determine the breaking toughness. Average breaking toughness of
HBSs is shown in Figure 8, in which HBS6 delivers the greatest failure energy on account of its high
tensile strain. Comparing Figure 8 to Figure 5 reveals that both of them present a similar pattern and
absorbed energy increased by an increase in the tensile strain of the constituent fibers. Thus, to sum
up, there is a direct relationship between the tensile strain and the total absorbed energy before the
rupture takes place.
Polymers 2020, 12, x 9 of 13
35
28.67
30
21.99
Breaking toughness (J)
25
20.29
18.39 19.74
20 17.64 17.72
15.85 16.67
14.64
15
10
5
0
HBS 10 HBS 3 HBS 5 HBS 11 HBS1 HBS 12 HBS 15 HBS 13 HBS 8 HBS 6
Figure 8. Average
Average breaking toughness of HBSs.
Analysis of variance showed
showed that
that there
there were
were statistically
statistically significant
significant differences
differences in
in the
the results.
results.
Given the tensile strain of HBSs, and based on the Duncan’s test results, the hierarchy of the tensile
strain can be classified into six groups
groups as
as follows:
follows:
HBS10Polymers 2020, 12, 682 10 of 13
recognized that HBSs that are in a category (i.e., with insignificant differences) have the same score for
each parameter. Accordingly, the one with the highest total score delivers the peak tensile performance.
Table 4. Score board of HBSs.
Maximum Strain Ultimate Tensile Elastic Modulus
Braid ID Total Score
(%) Strength (MPa) (MPa)
HBS.1 2 1 2 5
HBS.3 1 3 4 8
HBS.5 1 6 5 12
HBS.6 3 4 1 8
HBS.8 2 5 3 10
HBS.10 1 4 5 10
HBS.11 1 8 6 15
HBS.12 1 7 7 15
HBS.13 2 6 3 11
HBS.15 2 2 2 6
According to Table 4, HBS12 and HBS11 present the best tensile performance, whereas HBS1
brings the lowest one. Although HBS11 and HBS12 reveal the same total scores, they have remarked
differences in the physical properties and fiber combination which influence their mechanical behavior.
It has been found that PA sutures have poor handling and knot security while PET sutures reveal good
handling, and PP sutures easily pass through tissues [9]. For instance, it can be concluded that in HBS12,
the PA6 provides mechanical strength, while the PET improves handling, and PP helps the structure
easily pass through tissues. Moreover, because of the inherent susceptibility of the amide linkage to
hydrolytic degradation, PA sutures have been reported to lose strength after implantation. Therefore,
in terms of knot strength performance (i.e., minimum change in strength over the implantation time),
HBS12 is expected to have better performance since PET and PP are not affected by water [55,56]. To
be more specific, PET has hydrocarbon backbones, which contain ester linkages and are hydrophobic,
while PA6 is affected by water because of the amide groups in its backbone chain, which are highly
polar and can form a hydrogen bond with water easily [57].
It can be concluded that in order to exploit fibers in the suture structure, the design of materials
and structures is a major issue that needs to be addressed. Moreover, the dramatic difference in the
mechanical properties of fibers cause the variation of the hybridization effects on hybrid structures.
Thus, appropriately using a hybrid design would help to overcome hybridization challenges in
fabricating hybrid braided composite sutures.
4. Conclusions
In the present work, the hybridization technique was introduced to the non-absorbable suture
manufacturing process based on variation in fiber type and combination. This method, inspired by
the hybridization of the reinforcement fabrics in composites, aimed to improve the tensile strength of
the braided sutures and secure it after suturing. Accordingly, a special class of braided sutures (i.e.,
hybrid sutures) formed from three distinct polymeric yarn types in a single structure. Therefore, a
practical experimental study for investigating the hybridization effect has been done based on the
determination of load-extension curves. All the mechanical properties data were evaluated individually
to find out whether the contribution of fiber hybridization to tensile behavior was significant. It was
discovered that the greatest the amount of PA6 fibers in the HBSs, the better tensile performance and
mechanical properties.
Moreover, with the defined ranking criterion taken into account, a ternary hybrid suture with a
combination of 75% PA6-12.5% PET-12.5% PP presented the greatest values of tensile performance
among hybrid structures. Results of the tensile test implied that there was a positive hybrid effect in
maximum strain and elastic modulus, and a negative hybrid effect in UTS for some of the studiedPolymers 2020, 12, 682 11 of 13
HBSs. However, no hybrid effect for breaking toughness was found. Additionally, results revealed
that the suture material (PP, PET, and PA6), and their combination has a direct bearing on tensile
performance, and also the nature of the ultimate behavior could be influenced by the interaction within
each pair of constituent fibers. It was concluded that the hybridization of PA6 fiber with PET and PP
fibers at a proper combination would offer a structure with higher tensile performance. Lack of similar
findings in other pieces of research makes this paper a practical work when it comes to the fabrication
of non-absorbable braided composite sutures. It also provides a baseline for the researchers who
will deal with fabrication and composite material systems designed specifically for use in optimized
structural concepts.
Author Contributions: Conceptualization, M.A.N.; Experiments, data collection, and analysis, M.A.N.;
Methodology and investigation, M.A.N. and M.B.; Project administration, M.S.J.; Resources, M.A.N. and
M.S.J.; Supervision and technical advice, M.B., M.S.J. and A.Z.; Validation, M.A.N., M.B., M.S.J. and A.Z.;
Writing—original draft, M.A.N., and M.B.; Writing—review & editing, M.A.N., M.B. and A.Z. All authors have
read and agreed to the published version of the manuscript.
Funding: This research received no external funding.
Conflicts of Interest: The authors declare no conflict of interest.
References
1. Joseph, B.; George, A.; Gopi, S.; Kalarikkal, N.; Thomas, S. Polymer Sutures for Simultaneous Wound Healing
and Drug Delivery—A Review. Int. J. Pharm. 2017, 524, 454–466. [CrossRef] [PubMed]
2. Pillai, C.K.S.; Sharma, C.P. Review paper: Absorbable polymeric surgical sutures: Chemistry, production,
properties, biodegradability, and performance. J. Biomater. Appl. 2010, 25, 291–366. [CrossRef] [PubMed]
3. Visco, A.; Scolaro, C.; Giamporcaro, A.; De Caro, S.; Tranquillo, E.; Catauro, M. Threads made with blended
biopolymers: Mechanical, physical and biological features. Polymers 2019, 11, 901. [CrossRef] [PubMed]
4. Rajendran, S.; Anand, S.C. Developments in medical textiles. Text. Prog. 2002, 32, 1–42. [CrossRef]
5. Gokarneshan, N.; Velumani, K. Recent Innovations in Textile Sutures—An Approach towards Improved
Surgical Procedures. Sci. J. Biomed. Eng. Biomed. Sci. 2018, 2, 1–7.
6. Chellamani, K.P.; Veerasubramanian, D.; Balaji, R.S.V. Surgical Sutures: An overview. J. Acad. Indus. Res.
2013, 1, 778–782.
7. Greenberg, J.A.; Clark, R.M. Advances in Suture Material for Obstetric and Gynecologic Surgery. Rev. Obstet.
Gynecol. 2009, 2, 146.
8. Traoré, A.S.; Guidoin, M.F.; Marois, Y.; Zhang, Z.; Douville, Y.; Guidoin, R.; King, M.W.; Legrand, A.P.
Newly developed hybrid suture without lubricant: Noninvasive in vivo assessment of biocompatibility with
multiparametric MR imaging. J. Investig. Surg. 2007, 20, 121–133. [CrossRef]
9. Karaca, E.; Hockenberger, A.S. Analysis of the fracture morphology of polyamide, polyester, polypropylene,
and silk sutures before and after implantation in vivo. J. Biomed. Mater. Res. Part B Appl. Biomater. 2008, 87,
580–589. [CrossRef]
10. Debbabi, F.; Gargoubi, S.; Hadj Ayed, M.A.; Abdessalem, S.B. Development and characterization of
antibacterial braided polyamide suture coated with chitosan-citric acid biopolymer. J. Biomater. Appl. 2017,
32, 384–398. [CrossRef]
11. Zhong, W. Applications of Braided Structures in Medical Fields. In Braided Structures and Composites:
Production, Properties, Mechanics, and Technical Applications; CRC Press: Boca Raton, FL, USA, 2008; pp. 173–195.
12. Aibibu, D.; Hild, M.; Cherif, C. An overview of braiding structure in medical textile: Fiber-based implants
and tissue engineering. In Advances in Braiding Technology, 1st ed.; Woodhead Publishing Series in Textiles:
Cambridge, UK, 2016; pp. 171–190.
13. Rawal, A.; Sibal, A.; Saraswat, H.; Kumar, V. Geometrically controlled tensile response of braided sutures.
Mater. Sci. Eng. C 2015, 48, 453–456. [CrossRef] [PubMed]
14. Sasaki, Y.; Tanaka, Y.; Ohtani, A.; Nakai, A.; Hamada, H. Mechanical properties and fracture behavior
of hybrid braided composite tube. In Proceedings of the ICCM International Conferences on Composite
Materials, Edinburgh, Scotland, 27–31 July 2009.Polymers 2020, 12, 682 12 of 13
15. Rawal, A.; Saraswat, H.; Sibal, A. Tensile response of braided structures: A review. Text. Res. J. 2015, 85,
2083–2096. [CrossRef]
16. Omeroglu, S. The effect of braiding parameters on the mechanical properties of braided ropes. Fibres. Text.
East. Eur. 2006, 14, 53–57.
17. Kyosev, Y. Braiding Technology for Textiles; Woodhead Publishing Series in Textiles: Cambridge, UK, 2015.
18. Del Rosso, S.; Iannucci, L.; Curtis, P.T. Experimental investigation of the mechanical properties of dry
microbraids and microbraid reinforced polymer composites. Compos. Struct. 2015, 125, 509–519. [CrossRef]
19. Basu, A.; Chatterjee, S. A comparative study on primary wound closure by subcuticular suture using different
suture materials with emphasis on complications, cosmesis and cost-effectiveness. Hell. J. Surg. 2013, 85,
374–379. [CrossRef]
20. Viju, S.; Thilagavathi, G. Fabrication and characterization of silk braided sutures. Fibers Polym. 2012, 13,
782–789. [CrossRef]
21. Abellán, D.; Nart, J.; Pascual, A.; Cohen, R.E.; Sanz-Moliner, J.D. Physical and mechanical evaluation of five
suture materials on three knot configurations: An in vitro study. Polymers 2016, 8, 147. [CrossRef]
22. Calabrese, L.; Fiore, V.; Bruzzaniti, P.; Scalici, T.; Valenza, A. Pinned Hybrid Glass-Flax Composite Laminates
Aged in Salt-Fog Environment: Mechanical Durability. Polymers 2020, 12, 40. [CrossRef]
23. Calabrese, L.; Fiore, V.; Scalici, T.; Valenza, A. Experimental assessment of the improved properties during
aging of flax/glass hybrid composite laminates for marine applications. J. Appl. Polym. Sci. 2019, 136, 1–12.
[CrossRef]
24. Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridization in polymer composites: A review. Compos. Part A
Appl. Sci. Manuf. 2014, 67, 181–200. [CrossRef]
25. Sergi, C.; Tirillò, J.; Seghini, M.C.; Sarasini, F.; Fiore, V.; Scalici, T. Durability of basalt/hemp hybrid
thermoplastic composites. Polymers 2019, 11, 603. [CrossRef] [PubMed]
26. Wu, L.; Wang, W.; Jiang, Q.; Xiang, C.; Lou, C.W. Mechanical characterization and impact damage assessment
of hybrid three-dimensional five-directional composites. Polymers 2019, 11, 1395. [CrossRef] [PubMed]
27. Rawal, A.; Kumar, R.; Saraswat, H. Tensile mechanics of braided sutures. Text. Res. J. 2012, 82, 1703–1710.
[CrossRef]
28. Heward, A.G.; Laing, R.M.; Carr, D.J.; Niven, B.E. Tensile Performance of Nonsterile Suture Monofilaments
Affected by Test Conditions. Text. Res. J. 2004, 74, 83–90. [CrossRef]
29. Abdessalem, S.B.; Debbabi, F.; Jedda, H.; Elmarzougui, S.; Mokhtar, S. Tensile and Knot Performance of
Polyester Braided Sutures. Text. Res. J. 2009, 79, 247–252. [CrossRef]
30. Abdessalem, S.B.; Jedda, H.; Skhiri, S.; Dahmen, J.; Boughamoura, H. Improvement of mechanical
performances of braided polyester sutures. Autex. Res. J. 2006, 6, 169–174.
31. Debbabi, F.; Abdessalem, S.B. Modelling and experimental investigation of mechanical performances of
braided polyamide sutures. Indian J. Fibre Text. Res. 2018, 43, 186–193.
32. Debbabi, F.; Abdessalem, S.B. Simultaneous optimization of mechanical properties of braided polyethylene
terephthalate suture subjected to hot-stretching treatment. J. Ind. Text. 2014, 45, 1417–1439. [CrossRef]
33. Debbabi, F.; Abdessalem, S.B. Effect of manufacturing conditions on structural and handling properties of
braided polyamide suture. J. Eng. Fiber. Fabr. 2015, 10, 121–128. [CrossRef]
34. Debbabi, F.; Abdessalem, S.B. Impact of hot-stretching treatment on physical and mechanical properties of
braided polyamide suture. Text. Res. J. 2016, 86, 696–709. [CrossRef]
35. Kalebek, N.A.; Konur, E.E.; Ozdinc, O. Tensile and knot performance of polyester, silk, polypropylene and
polydioxanone sutures. Tekst ve Muhendis 2016, 23, 172–181. [CrossRef]
36. Sular, V.; Bulut, Y. Tensile, knot, and detaching from needle performances of atraumatic surgical sutures. Int.
J. Polym. Mater. Polym. Biomater. 2014, 63, 256–261. [CrossRef]
37. Standard Test Method for Tensile Properties of Yarns by the Single-Strand Method; ASTM International: West
Conshohocken, PA, USA, 2015. [CrossRef]
38. Hristov, K.; Armstrong-Carroll, E.; Dunn, M.; Pastore, C.; Gowayed, Y. Mechanical Behavior of Circular
Hybrid Braids under Tensile Loads. Text. Res. J. 2004, 74, 20–26. [CrossRef]
39. Nonabsorbable Surgical Suture. United States Pharmacopeia and National Formulary (USP 29-NF 24); National
Publishing: Philadelphia, PA, USA, 2006.
40. Naleway, S.E.; Lear, W.; Kruzic, J.J.; Maughan, C.B. Mechanical properties of suture materials in general and
cutaneous surgery. J. Biomed. Mater. Res. Part B Appl. Biomater. 2015, 103, 735–742. [CrossRef] [PubMed]Polymers 2020, 12, 682 13 of 13
41. Standard Test Method for Breaking Strength and Elongation of Textile Webbing, Tape and Braided Material; ASTM
International: West Conshohocken, PA, USA, 2013. [CrossRef]
42. Dabiryan, H.; Johari, M.S.; Bakhtiyari, S.; Eskandari, E. Analysis of the tensile behavior of tubular braids
using energy method, Part II: Experimental study. J. Text. Inst. 2017, 108, 1899–1904. [CrossRef]
43. Standard Practice for Conditioning and Testing Textiles; ASTM International: West Conshohocken, PA, USA,
2008.
44. Fujita, T. Choosing a better technique for midline abdominal closure. J. Am. Coll. Surg. 2014, 218, 150–152.
[CrossRef]
45. Marom, G.; Fischer, S.; Tuler, F.R.; Wagner, H.D. Hybrid effects in composites: Conditions for positive or
negative effects versus rule-of-mixtures behaviour. J. Mater. Sci. 1978, 13, 1419–1426. [CrossRef]
46. Pan, N.; Chen, K.; Monego, C.J.; Backer, S. The hybrid effects in hybrid fibre composites: Experimental study
using twisted fibrous structures. Proc. R. Soc. Lond. A 1998, 454, 1109–1127. [CrossRef]
47. Nanni, F.; Ruscito, G.; Forte, G.; Gusmano, G. Design, manufacture and testing of self-sensing carbon
fibre-glass fibre reinforced polymer rods. Smart Mater. Struct. 2007, 16, 2368–2374. [CrossRef]
48. Rajpurohit, A.; Joannès, S.; Singery, V.; Sanial, P. Hybrid Effect in In-Plane Loading of Carbon/Glass Fibre
Based Inter- and Intraply Hybrid Composites. J. Compos. Sci. 2020, 4, 6. [CrossRef]
49. Rana, S.; Zdraveva, E.; Pereira, C.; Fangueiro, R.; Correia, A.G. Development of hybrid braided composite
rods for reinforcement and health monitoring of structures. Sci. World J. 2014, 2014. [CrossRef] [PubMed]
50. Afzali Naniz, M.; Safar Johari, M. An experimental study of the fiber hybridization effect on the mechanical
performance of the 2D braided tubular composites. Mater. Res. Express 2019, 6. [CrossRef]
51. Jones, K.D.; DiBenedetto, A.T. Fiber fracture in hybrid composite systems. Compos. Sci. Technol. 1994, 51,
53–62. [CrossRef]
52. Manders, P.W.; Bader, M.G. The strength of hybrid glass/carbon fibre composites. J. Mater. Sci. 1981, 16,
2233–2245. [CrossRef]
53. Morton, W.E.; Hearle, J.W.S. Physical Properties of Textile Fibres, 4th ed.; Woodhead Publishing Series in Textiles:
Cambridge, UK, 2008.
54. Pytel, A.; Kiusalaas, J. Mechanics of Materials, 2nd ed.; Cengage Learning, Inc.: Stamford, CT, USA, 2012.
55. Chu, C.-C.; von Fraunhofer, J.A.; Greisler, H.P. Wound Closure Biomaterials and Devices; CRC Press: New York,
NY, USA, 1997.
56. Greenwald, D.; Shumway, S.; Albear, P.; Gottlieb, L. Mechanical Comparison of 10 Suture Materials before
and After in Vivo Incubation. J. Surg. Res. 1994, 56, 372–377. [CrossRef] [PubMed]
57. Karaca, E.; Hockenberger, A.S.; Yildiz, H. Investigating Changes in Mechanical Properties and Tissue Reaction
of Silk, Polyester, Polyamide, and Polypropylene Sutures in Vivo. Text. Res. J. 2005, 75, 297–303. [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access
article distributed under the terms and conditions of the Creative Commons Attribution
(CC BY) license (http://creativecommons.org/licenses/by/4.0/).You can also read

















































